选煤厂的智能快速定量装车系统设计
2021-11-11李晓强
李晓强
(华阳集团技术中心,山西阳泉045000)
煤炭装载与运输在注重装载速度的同时,必须更加关心在装载过程中的自动化、精确性以及安全性。自动定量装车系统广泛地应用于港口、选煤厂的物料、煤料装车。针对选煤厂现有装车系统存在装车速度慢、装车精度低、自动化水平低下的问题,设计了基于PLC 控制技术的智能快速定量装车系统。
1 自动定量装车系统工艺流程
选煤厂自动定量装车可分为车辆管理系统、远程读卡系统以及装车系统三部分。选煤厂自动定量装车工艺流程,见图1。
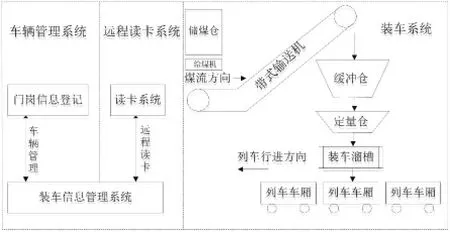
图1 选煤厂自动定量装车工艺流程
1.1 系统组成
(1)车辆管理系统。主要完成对车辆信息的读取和存储,对于新入装车站的车辆,对车牌号、载重量、车型、单位、联系方式等信息进行记录,并存入本地装车信息管理系统,形成该车辆的一条记录信息[1]。对于历史车辆,则经车牌对比后,直接从装车信息管理系统中提取该车辆信息,进入装车站装车通道。该系统主要通过安装的红外摄像头获取车辆车牌信息。
(2)远程读卡系统。主要通过安装在装车通道口的远程读卡系统获取装车车辆信息,如车牌号、载重量、车型等,并将上述信息传送给装车系统。
(3)装车系统。获取远程读卡系统发送过来的装车车辆信息后,自动控制给煤机、皮带运输机、缓冲仓、定量仓、装车溜槽运行,按照装车车辆信息进行精确装车。
1.2 主要设备设施
(1)控制柜。每一台控制柜控制一台带式输送机和两台给煤机。
(2)带式输送机。带式输送机向上运煤料的倾角保持在18°~21°之间。
(3)缓冲仓。缓冲仓的容积约为330 m3,缓冲煤料重量上限为1 000 t。缓冲仓内安装有料位检测装置。缓冲仓的下部设置有四个卸料口,尺寸为1.2 m×1.5 m,安装有四个颚式配料闸板,分别由两个油缸推拉做开关动作,动作速度可调节。缓冲仓用于缓冲接收带式输送机输送的煤料,作为向定量仓输送煤料时的中转,保证定量装车系统串联操作的可靠性和安全性。
(4)定量仓。定量仓的容积约为45 m3,称重上限为100 t。定量仓上部有通气孔与缓冲仓相连,目的是防止煤料瞬时冲入定量仓后,内部气体可以排出,以防喷煤。定量仓底部安装有四个称重传感器,称重传感器保持垂直安装,并由限位开关固定,防止传感器倾斜或位置变化导致称重精度降低。定量仓用于对煤料进行精确称重,并将称重后的煤料输送至装车溜槽。定量仓是快速定量装车系统的核心部件,直接关系到快速装车系统的精度和速度。位于定量仓的四个称重传感器完成对煤料的称重工作,为保证称重煤料的精度,采用多次称重取算术平均值的方法降低称重误差,提高煤料称重精度。
(5)溜槽。溜槽可以垂直升降,当待装列车到达指定位置后,溜槽自动降低到合适高度,煤料沿溜槽装入列车车厢。在列车车厢安装有光电开关,用于检测列车车厢是否达到指定位置,安装的超声波物位计用于指示溜槽升降的高度。
2 智能定量快速装车系统设计
2.1 系统组成
智能定量快速装车系统由储煤仓、给煤机、带式输送机、缓冲仓、定量仓、装车溜槽六部分组成,见图2。
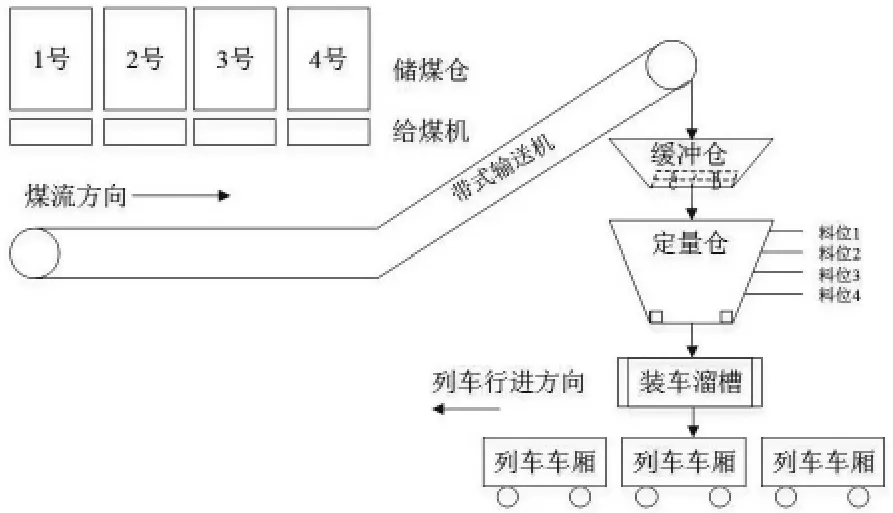
图2 定量仓称重自动快速装车系统
2.2 系统流程
待装列车到达装车站后,装车系统按照远程读卡系统获取的列车信息,确定需要开启的给煤机台数以及给煤量。启动皮带运输机,将煤料经皮带运输机运输后存储至缓冲仓。根据缓冲仓内料位的变化,动态调整给煤机的给煤量。待缓冲仓的煤料达到指定料位后,控制A、B、C、D 四个颚式配料闸板将煤料卸入定量仓[2-3]。定量仓下部的称重单元实时称量煤料重量,待达到目标重量后,缓冲仓的配料闸板关闭。在定量仓内部设置有四级料位监测点,通过煤料达到的位置控制缓冲仓A、B、C、D 四个闸板的开启和关闭。刚开始配料时,A、B、C、D 四个闸门都打开,当煤料料位到达第一级料位监测点后,控制A、B、C、D 四个闸门处于半开状态;当煤料料位达到第二级料位监测点后,关闭A、C 闸门;当煤料料位到达第三级料位监测点后,关闭B 闸门;当煤料料位达到第四级料位监测点后,关闭D 闸门,自动配料完成,全过程约在14 s内完成。待装列车达到溜槽位置后,定量仓闸板开启,同时垂直调整溜槽高度,将精确称重的煤料由装车溜槽运输至行进的列车车厢,最后由溜槽进行列车车厢的平煤操作[4]。上述为一次列车装车过程。装车溜槽装车的同时,皮带运输机循环将煤料运输至缓冲仓,进行第二次循环装车,从而实现连续快速定量自动装车。
2.3 系统方案
智能定量快速装车系统方案设计框图见图3。该系统的核心部分为PLC 主站、PLC 分站部分,PLC 分站获取给煤机、储煤仓以及带式输送机参数信息,PLC 主站与PLC 分站之间采用CAN 通信完成数据传送。装车系统中需要控制的部分有缓冲仓中的闸门A、B、C、D 的卸料阀四级控制,定量仓中的闸门A、B 的卸料阀两级控制,还包括对装车溜槽的上升、下降垂直控制,左、右平煤控制,对油泵电机、给煤机电机、带式输送机电机的启动、停止控制,对待装列车的变频牵引控制。最后还包括远程操作台的按钮控制和操作指示灯控制。
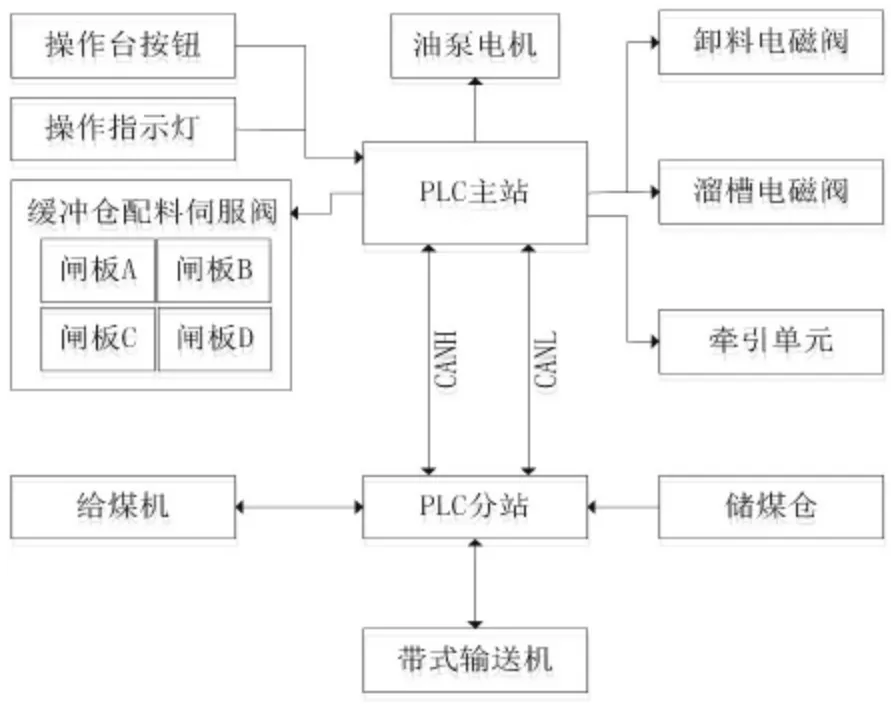
图3 智能定量快速装车系统方案设计
3 应用分析
设计并实现的智能定量快速装车系统在某选煤厂进行了为期6 个月的工业试验,共装载C70型整列列车1228 列,运输煤料5.838 27 Mt,每小时装车能力为6 000 t,单列列车装车精度≦0.1%,整列列车装车精度约为0.5%;装载单列列车时间控制在39~45 s/节,装载整列列车时间控制在51~59 min,既提高了装车速度也提高了装车精度。
4 结语
选煤厂用智能快速定量装车系统能够提高现有装车系统的生产效率。同时,也提高了自动定量装车精度以及装车质量。另外,该系统可以实现装车系统的智能化生产,减少装车系统人员的数量,避免发生事故时的人员伤亡,具有较好的经济效益和社会效益。
