双边剪压板装置液压控制系统结构方式改造
2021-11-11田遵超刘近军
李 涛,田遵超,刘近军
(山钢集团莱芜分公司银山型钢宽厚板事业部,山东 莱芜271104)
1 前 言
莱钢4 300 mm 宽厚板生产线双边剪设备分为固定侧和移动侧两部分,其中移动侧可以根据钢板需要剪切的宽度进行移动调整,其主要功能是对轧制出的钢板进行宽度方向上的两侧切边,使钢板的宽度尺寸满足客户订单要求。双边剪两侧压板装置的主要作用是在刀架剪刃进行钢板切边时,压紧剪切部位的钢板边部,消除因钢板弹性变形、钢板被剪刃带起等造成的钢板切边质量不良问题。在实际生产剪切过程中,根据钢板剪切节奏速度设定的压板下压和抬起的频次和速度都很快。而之前的压板装置液压控制系统频率响应速度跟不上压板的动作频次和速度,经常出现压板下压和抬起不到位、不动作等问题。压板装置的使用性能较差,需要通过对控制其动作的液压系统结构方式进行创新改造,提升液压控制响应速度频率以满足压板装置的高频快速动作要求,实现压板装置的有效功能[1-2]。
2 现状分析
双边剪两侧压板装置安装在剪切刀架的前方,未进行钢板剪切前,压板抬起在最高位。当要准备剪切钢板时,压板先下降到待压位置(比待剪切厚度钢板表面高出25 mm)。在钢板剪切过程中,压板从待压位置下压,压住钢板进行一个步长的剪切,之后压板装置迅速抬起至待压位置,钢板往前移动一个剪切步长后压板再次下压压住钢板进行剪切。如此反复直到整块钢板两侧全部完成切边,压板完全抬起到最高位。压板装置是通过一个高频比例阀控制液压缸活塞杆上下伸缩来实现快速下压和抬起动作。压板的下压和抬起的位置和行程判断是通过液压缸内置磁尺来显示反馈的。在钢板自动剪切过程中,经常出现因多次动作产生累计误差,造成磁尺反馈的压板位置或行程与程序设定尺寸范围不符,导致双边剪两侧剪切刀架停止剪切或钢板不往前移动、不断空切的情况,需要切换到手动模式,手动控制压板动作到要求的位置,再重新切换到自动回复剪切,严重影响剪切效率。同时因压板动作的位置和行程是设定在一个范围值内,允许产生一定的偏差,在钢板剪切过程中,经常出现压板下压时,实际上没有压到钢板的情况,导致钢板切边质量不良的问题。为此,通过分析研究,对控制双边剪压板装置动作的液压系统结构方式进行了改造创新,以解决钢板剪切过程中压板动作存在的问题。
3 改造方案
3.1 压板装置液压缸结构性创新改造
将压板装置动作由一个液压缸控制改为两个液压缸控制,在原压板液压缸下部连接安装1个30 mm 短行程的液压缸,如图1 所示。将原压板液压缸活塞杆下端连接耳轴改为法兰盘,新增的液压缸通过缸筒上端法兰盘与原压板液压缸活塞杆下端的法兰盘连接进行固定。原压板液压缸只用于控制压板抬起到最高位和下降到待压位。新增的短行程液压缸用于控制压板在待压位与压紧钢板位之间来回动作。
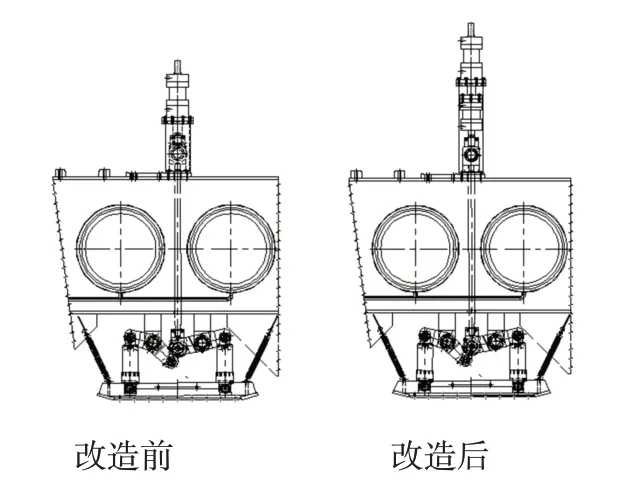
图1 压板液压控制结构
当要剪切钢板时,原压板液压缸动作将压板下降到待压位后保存静止不动(同原动作控制方式一样,根据钢板厚度,压板待压位始终比钢板上表面高出25 mm)。剪切过程中只通过下部新增的短行程液压缸控制压板从待压位下压压住钢板再回到待压位。短行程液压缸动作通过一个高频响应换向阀控制,保证液压缸活塞杆能够高频次快速地在待压位到压紧钢板两个位置之间来回动作。并通过固定在短行程液压缸缸筒上的接近开关信号判断压板是否回到待压位,以确认钢板可前移一个剪切步长执行下一次剪切动作(程序联锁保护,防止压板压紧钢板未抬起就前移钢板造成压板损坏)。不仅能够保证压板每次都能压紧钢板,同时也避免了由一个带磁尺反馈的液压缸经多次动作后产生累计位置误差导致磁尺位置反馈超差而造成的停止剪切或空切问题。
3.2 压板装置液压缸控制阀组阀台前移改造
将原压板装置液压控制阀组阀台前移到液压缸附近,尽量缩短换向控制阀与两个压板动作液压缸之间的管路距离,降低因管路过长造成的换向控制阀与液压缸动作同步响应偏差。即当控制阀命令发出进行换向动作时,液压缸能在最短时间里带动压板进行同步响应动作,尽可能保证控制阀与压板动作同频响应。
原压板装置控制阀组阀台与液压缸之间的连接管路有15 m长。根据压板装置液压缸控制阀组液压控制原理,设计制作一个新的小型阀台,安装在离液压缸最近且可实现安装固定的位置(阀台与液压缸之间的连接管路缩短为1.6 m)。把两个压板动作控制液压缸的控制阀组安装到该阀台上,从原阀台的控制油管路上分别引出供油、回油、泄油3路管路连接到新阀台对应的油口位置,再将新阀台阀后控制油路分别与对用的液压缸控制油路连接起来。这样就实现了压板装置液压缸控制阀组阀台的前移改造。
4 改造效果
通过对双边剪压板装置液压控制系统结构方式改造,应用效果很好。压板装置的动作频率与钢板剪切动作的跟随性十分匹配,没有再出现压板抬起或下压不到位的情况,很好地解决了压板装置动作异常造成的空切、不切以及压板不抬被钢板撞击而发生损坏等故障停机,极大地提升了钢板剪切效率,降低了设备维护维修成本。