超大型临时吊装设备的应用研究
2021-10-30陈钦刚
范 伟 陈钦刚
(中铁广州工程局集团桥梁工程有限公司,广东江门 529000)
1 工程概况
本工程为无推力钢箱系杆拱桥,主桥全长510 m,主跨308 m,主拱由两根箱形拱肋及九根箱形横撑、检修梯等附件组成,拱肋主体结构重量3 915 t。原拱肋架设的投标方案为缆索吊架设法,施工过程中发现桥址处地质条件较差,淤泥层厚度达20 m,不利于缆索吊机后锚碇施工,且桥址位于珠三角台风多发地区,拱肋架设处于台风季节,施工风险大。根据实际情况,钢箱拱肋采取了节段制造、低位组拼、整体滑移、上船浮运、整体提升的方法,提升重量(包括临时构件)达到4 690 t,提升结构物跨度244.5 m,提升高度30 m,本提升方法施工在提升吨位、提升跨度、提升高度均为世界第一,在国内同类型钢箱拱施工中为首次。
钢箱拱整体提升所采用的临时吊装设备即提升支架,于桥墩两侧各布置一副,每副支架重达836.1 t,外加拼装辅助构件重约36.9 t。
拱肋提升布置如图1所示。
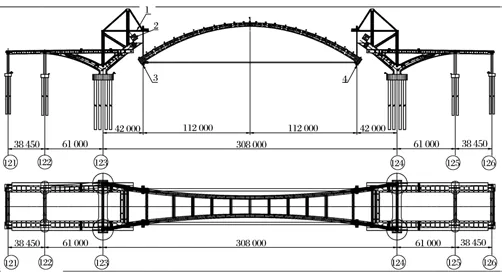
图1 拱肋提升总体布置
提升支架为超大型超静定桁架钢结构系统,主要构成部件有前立柱桁架、后立柱桁架、拉杆、纵梁、连接系、提升机械系统及后锚定机械系统。根据构件受力的差异,不同的构件分别采用H型钢、万能杆件、螺旋钢管及箱型组合等不同的结构,采用不同等级的材料如Q235b、Q345b和45号钢;连接方式分别采用精致螺栓、高强螺栓、普通螺栓、一级焊缝、二级焊缝、销轴等,根据装配式理念,工地一般采用螺栓及销轴连接,工厂完成焊缝连接,不同材料对应的焊接工艺又分E5015手工电弧焊、ST101焊剂H08MnA埋弧自动焊和H08AMnSiA CO2气体保护焊(CO2纯度≥99.5%)。
提升支架布置如图2和图3所示。

图2 提升支架立面(单位:mm)

图3 提升支架平面(单位:mm)
2 构件制造
根据提升支架结构的复杂性,构件的制造总体原则应服务于现场安装及质量保证。
根据构件的加工精度、加工设备及检测条件分工厂制造与工地制造,提升支架中的高强钢、异形构造、高精度控制及一级焊缝构件均委托具备相应资质的大型钢结构工厂制造,如柱帽、纵梁、H700立柱及拼接板、吊点及后锚定构造等;二级及以下等级焊缝、螺栓连接则在施工工地的临时钢结构场加工或拼装,如后立柱螺旋管桁架、连接系万能杆件桁架。
根据运输条件、放置场地及吊装设备尽可能少拆分构件,最大可能满足场地放置及吊装安装要求,工程施工工地位于广州市南沙区,本区域近海、水系发达,水上交通条件便利,满足运输要求;施工工地桥墩两侧各布置一台5613塔吊及7030塔吊,为便于提升支架的吊装拼装,在靠近施工便道侧提升支架前支腿旁增加一台7035塔吊(45 m臂)。
钢结构构件制造流程:原材料复检→焊接工艺评定→钢板对接→下料→拼装→焊接→矫正变形。
2.1 焊接工艺评定
为了确钢结构的制造质量,在工程钢结构焊接接头中选择具有代表性的焊接接头进行焊接工艺评定试验,以确保焊接工艺合理可靠。根据结构、材料、接头形式、焊接位置、钢板厚度及焊接方法的差异,将焊接接头分为对接焊缝、熔透角焊缝、坡口角焊缝和T形角焊缝。
设计阶段应综合考虑焊缝布置:避免焊缝集中、三向交叉焊缝;焊缝尺寸不宜太大;焊缝尽可能对称布置,连接过渡平滑,避免应力集中现象;避免仰焊。
2.2 激光切割技术
为满足大型异形钢结构尺寸精准控制,工厂采用激光切割技术,按照激光切割机设备性能、构件材料、厚度等特性匹配切割参数,在加工能力范围内根据加工材料的特性选择焦点位置、切割速度以及气体使用等参数,提升切割效率和切割质量。
2.3 对接与焊接
钢结构的对接、焊接通常产生焊接应力与变形,其产生的根本原因是焊接过程的不均匀温度场以及引起的局部塑性变形和比容不同的组织,焊接应力与变形的存在,对构件强度、刚度、稳定性、加工精度以及耐久性等产生严重的影响,因工厂的焊接环境、设备及器具等条件比现场好,在满足运输限制的条件下,最大限度地在工厂完成焊接工作,有利于控制钢结构质量。
根据工期安排及相应的气象资料,利用ANSYS有限元分析软件计算构件的温度变化,以确定钢结构最佳下料尺寸与焊接温度。通过临时胎架和码板对各种钢板对接临时固定后再进行焊接,必要时施加一个和焊接变形相反的预变形,考虑结构对称性适当采取多人对称均速、多层、多道同时焊接,使其变形相反而抵消。为消除焊接应力,小构件可在焊前预热,在焊接过程中,用电动风铲振动敲击焊道;焊接完成后立即进行后热、保温处理,保证焊缝中的扩散氢有足够的时间得以逸出,从而避免延迟裂纹出现。完成焊接后均应按要求进行超声波探伤,内部缺陷评定应符合《钢焊缝手工超声波探伤方法和探伤结果分级》(GB 11345—89)规定。
2.4 镗孔与预拼装
镗孔采取钻孔胎型,即加工一个短接头,利用短接头定位钻模板钻杆件孔。每个接头应在工厂内预拼装,必要时采取冲钉调整,对应接头、拼接板编号处理,以便现场安装匹配。
3 构件拼装
提升支架构件的制造及拼装均严格匹配现场吊装设备,通过水路运输,将构件运至支腿旁的7035塔吊(45 m臂)处,通过塔吊将构件临时转运至已施工完成的混凝土桥面上。从侧面对整个桁架分前三角区、后三角区、下桁架区,如图4所示。

图4 提升支架侧面(单位:mm)
安装顺序则从下桁架区到后三角区再到前三角区。前立柱,后立柱采用万能杆件桁架连接,吊点处则通过螺旋钢管桁架连接,在两侧侧面区域完成拼装后及时安装对应高度的连接系以保证临时结构的稳定性,如图5所示。
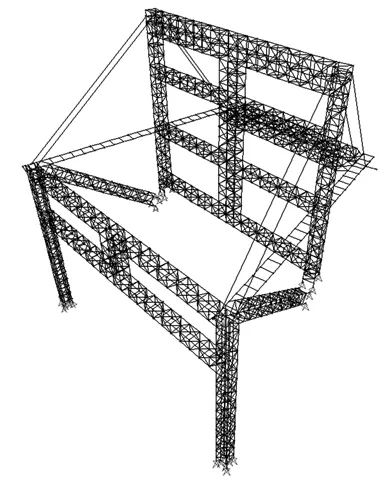
图5 提升支架三维布置
3.1 预埋及安装
宏观考虑提升支架的拼装及吊装,在混凝土主墩及箱梁施工阶段同步进行提升支架主体结构及辅助设施的预埋施工,其中主体结构包含前、后立柱柱脚、连接系1,辅助设施包括桥面7035塔吊(45 m臂)基础、塔吊附墙基础、万能杆件连接系安装临时支墩及揽风锚固点。
提升支架的制造根据现场吊装设备进行分块处理,分块拼装过程需根据其安装的稳定性采取相应临时支墩、缆绳配合千斤顶、卷扬机等辅助设备,分段安装过程需及时测量、纠偏,直至每个分区完成合龙。
3.2 测量与监控
为确保提升支架各项技术指标和结构拼装的安全性,需对支架安装各种状态进行动态测量,以备纠偏。通过SPA计算,由于前立柱和吊点在提升工况中出现较大位移,提升支架安装之时就要提前预拱值,以抵消提升工况的位移。
提升过程中,在抗拔后锚定张拉力、提升吊点拉力满载和风荷载作用下,提升支架任何节点的偏位都会影响支架的受力稳定性,需要在拼装到提升各阶段结构的变形、偏位进行监控、评估,确保线形满足设计要求。监控内容包括变形监控及应力监控,变形监控点分别布置在前、后柱帽及吊点处,每个不同的工况实施前后及过程中采用全站仪及棱镜监控记录。温度应力监控点分别布置在后立柱顶部及柱脚、前立柱与连接系交接附近、前拉杆、后拉杆、纵梁与前立柱交接附近,为保证提升支架应力及温度的测试可靠性与精度,应力及温度监控的所有测点均采用表面式振弦式传感器。振弦式应变计为一密封式自保证体系,与外界物质并不直接相关,测试时采用一脉冲电流激励,通过测其频率即可得到混凝土的应变,得到应力。振弦式应变传感器内部带有一个随温度敏感变化的电阻传感元件,通过测试其电阻值即可得测点温度,采集仪器为钢弦应变自动测试仪。提升过程中,后锚定抗拔钢绞线几乎承受由拉杆传来的所有力,对钢绞线应力监控非常必要,直接采用脉动法测自振频率,由索力与索自振频率关系求索力,长索精度高,短索需标定,仪器主要为频率采集仪,放大器,滤波器等。
4 荷载试验与实施
提升支架试吊立面如图6所示。
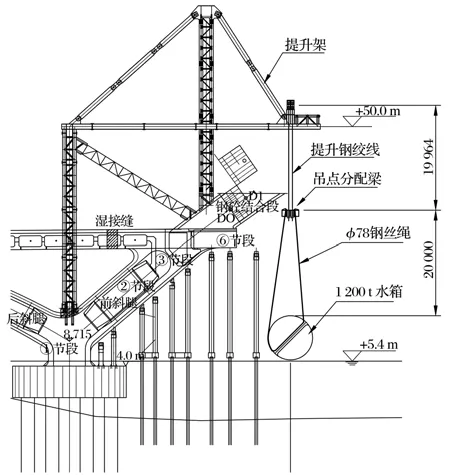
图6 提升支架试吊立面(单位:mm)
提升支架在完成拼装及验收后,进入荷载试验阶段,载荷试验配载物选用广州打捞局专用800 t浮筒,浮筒直径为8.4 m,长20 m,自重285 t,水箱加满水后总重1 290 t(包含吊点分配梁、钢丝绳重量)。
荷载试验通过加、排水方式进行配载,因桥址处河道因半日潮的水文地质涨落潮明显,加、排水方式及潮差对提升重量影响较大,荷载试验过程需要充分考虑水浪、浮筒自身结构、浮筒的吊具等因素,采取相关措施防止加载时浮筒偏载、偏位而导致提升支架体系、吊具受力不均。起吊及后锚定的应力控制应与浮筒水位测量、应力监控密切配合。按额定载荷的50%、80%、100%、110%逐级加载,直到水箱完全脱离水面20 cm,每级加载完成后稳压20 min,满载完成后稳压30 min,期间技术人员检查钢结构情况,监控人员检查监控数据。
提升支架通过一岸左右幅支架同时进行荷载试验,消除荷载拼装期间的非弹性变形,试验结果达到预期,由此形成试验、测量成果报告,以指导主桥钢箱拱正式提升作业。在正式的钢箱拱整体提升作业中,超大型临时吊装设备提升支架顺利完成吊装任务,实现工厂化、大型化、机械化的架拱新工艺。
钢箱拱整体提升到位如图7所示。

图7 钢箱拱整体提升到位
5 结语
由于整体同步提升在同类型桥型里属于首次运用,能够借鉴的工艺案例较少,运用装配式理念统筹工程项目全寿命过程,从大型构配件的设计、制造、拼装、试验、监控等关键环节精细控制,既能确保施工技术的合理性,又能符合施工的质量安全要求,具备劳动生产率的提升以及能源节约和工期缩短等特点,可以应用于临时性工程,还可在大部分工程中广泛应用。
