尾矿基发泡水泥隔热材料性能增强工艺研究
2021-10-26魏伟明邱建锋汪磊汤叶峰黄荣正周少聪
魏伟明, 邱建锋, 汪磊, 汤叶峰, 黄荣正, 周少聪
国网绍兴供电公司,浙江 绍兴 312000
1 引言
陕西商洛地区尾矿库数量多,尾矿堆存量大,其中钼尾矿堆存量约1 275万m3,对矿山及其周边地区生态环境带来持久危害,亟需予以消耗解决[1]。将钼尾矿用作发泡水泥掺合料是实现钼尾矿大宗利用的一条有效途径,同时减少了水泥使用量,有利于减小发泡水泥的生产成本。但如果将尾矿直接用来制作发泡水泥,由于尾矿活性低,难以发生水化反应,尾矿仅起到骨料作用,这种产品和普通发泡水泥相比性能较差,成本没有明显降低,缺乏竞争优势,这也是制约尾矿在发泡水泥行业中大范围使用的关键因素。
通过机械力可以使尾矿具有火山灰活性,使其“活性粉末效应”在胶凝材料中得到充分发挥[2],所制材料具有很高强度。刘璇[3]等研究了机械力对菱铁尾矿火山灰活性的影响,结果表明机械力的作用会使尾矿颗粒产生晶格畸变,无序结构增加,活性提高。李萌[4]等采用单独机械活化与添加助磨剂机械力化学活化的方法提高铁尾矿活化程度,认为机械力化学活化的方式使晶体无定型程度进一步加深,减弱了团聚效应,使更多的Si-O键发生断裂,提高粉磨效率。朴春爱[5]等研究得出,随着粉磨时间的延长,铁尾矿粉颗粒逐渐被细化,密度先减后增,比表面积先增后减,机械粉磨细化作用使颗粒无序化物质增多。蒙朝美[6]等对铁尾矿进行机械力活化,经过210 min粉磨制得的水泥胶砂28 d强度比81.7% 。本文以陕西洛南钼尾矿为对象,通过机械力使其获得火山灰活性,将活性尾矿用于发泡水泥参合料,研究尾矿活性对发泡水泥性能的作用规律,为钼尾矿大宗利用提供参考途径。
2 试验研究
2.1 试验原料
试验原料包括水泥(尧柏牌PC42.5硅酸盐水泥)、钼尾矿、双氧水(浓度30%,浙江精欣化工有限公司)、硬脂酸钙乳化液(含量50%,河南惠尔纳米科技有限公司)、聚丙烯纤维(长度6 mm,常州博超工程材料有限公司)。钼尾矿取自洛南县九龙矿业有限公司,其化学成分(质量分数,%)为:SiO2,72.38;Fe2O3,9.19;SO3,5.00;Al2O3,3.88;CaO,2.25;K2O,1.93;NaO2,1.77;Cu5FeS4,1.46;MgO,1.08;TiO2,1.06。九龙钼尾矿的XRD图谱如图1所示。

图1 九龙钼尾矿XRD图谱Fig. 1 XRD patterns of Jiulong molybdenum tailings
2.2 仪器设备
试验所用的仪器设备主要有:行星式球磨机,YXQM-L型,连云港春龙试验仪器有限公司;水泥胶砂搅拌机,NJ-160B,无锡建材试验仪器设备厂;水泥抗折抗压一体机,YAW-300C,浙江义宇仪器设备有限公司;全自动双平板导热系数测定仪,DRH-3,湘潭华丰仪器制造有限公司;X射线衍射仪(XRD),X’Pert Powder型,荷兰帕纳科公司;标准恒温恒湿养护箱,YH-40B型,上海建恒仪器有限公司;视频显微镜,SeepackTX5300型,深圳西派克光学仪器有限公司。
2.3 试验过程
(1)尾矿活化及活性测定
将钼尾矿干燥后放入球磨机进行粉磨,每次加入量为100 g,球磨机转速为240 r/min,磨球为出厂原配钢磨球,标准级配和装球量。球磨时长分别设定为120、180、240、300、360 min。
按照如下方法测定活化指数:
①称取5 g球磨后的尾矿样品,置于分液漏斗中,加入200ml水,以120次/min的速度往复震荡1min;②放于漏斗架上静置20~30 min;③明显分层后,一次性将下沉的尾矿放入预先在(105±2) ℃下干燥至质量恒定的坩埚中,抽滤除去水;④置于干燥箱中,于(105±2) ℃下干燥至质量恒定;⑥将不同组别尾矿样品分别进行称量,计算其活化指数,计算公式见式(1)[7]。
(1)
式中:H—活化指数;m1—样品质量;m2—沉底物料质量。
(2)发泡水泥的制备
各组试验基础配比为[8-10]:水泥700 g、钼尾矿300 g、硬脂酸钙乳液4 g、聚丙烯纤维0.5 g、双氧水45 mL、水550 mL。试验分5组,分别采用5种不同球磨时长的钼尾矿。各组编号及对应的尾矿球磨时长分别为:第1组(120 min)、第2组(180 min)、第3组(240 min)、第4组(300 min)、第5组(360 min)。各组试验样品浇注完成后放入温度20 ℃、湿度95%的养护箱内进行养护。养护28 d后对样品的力学性能、泡孔结构、微观形貌进行表征。
发泡水泥样品制备步骤如下:(1)按照配比称取水泥、钼尾矿、聚丙烯纤维并依次加入水泥胶砂搅拌机,慢速搅拌至均匀;(2)将550 mL水和4 g硬脂酸钙乳液混合后倒入搅拌均匀的固体混合料中,中速搅拌90 s[11];(3)量取双氧水倒入混合均匀的浆料中,快速搅拌15 s[12]后进行浇注。
3 结果与讨论
3.1 钼尾矿活化指数
不同机械力活化条件下的钼尾矿活化指数如图2所示,从图中可以看出,随着球磨时长的增加,尾矿的活化指数呈先增大,再减小,最后趋于平缓的趋势。在球磨时长120~240 min时,活化指数出现较明显的增长,在240 min时达到最大值0.358。这是由于原尾矿粒度较大,且尾矿颗粒内部存在裂隙等结构缺陷,尾矿颗粒在磨球的作用下迅速破裂,平均粒度持续减小,比表面积明显增加。随着球磨时长继续增加,活化指数出现减小趋势,可能是由于尾矿颗粒间发生团聚效应[3],比表面积减小。
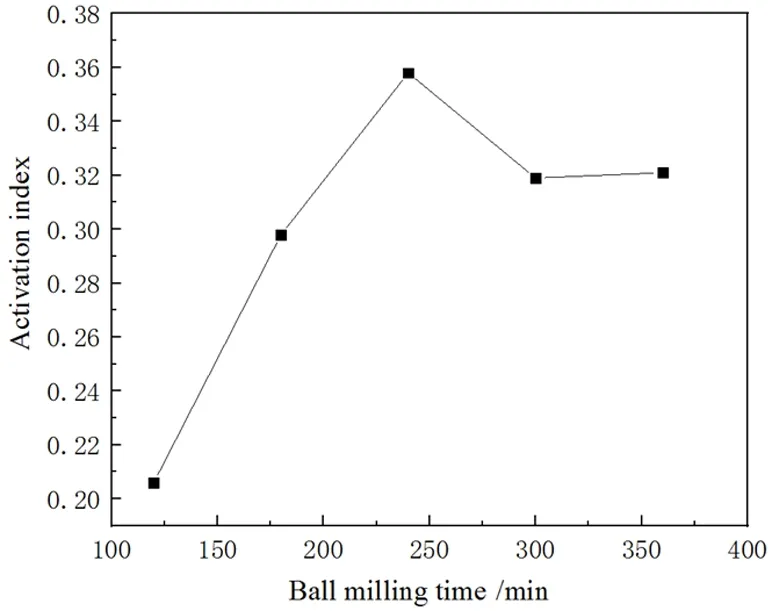
图2 钼尾矿活化指数Fig. 2 Activation index of molybdenum tailings
3.2 力学性能
添加不同活化条件钼尾矿的发泡水泥样品抗压强度如图3所示,抗折强度如图4所示。从图3可以看出,样品不同龄期的抗压强度与钼尾矿的活化指数均有密切联系,活化指数较大的组别其抗压强度也较大。在活化指数最大的第3组,各龄期的抗压强度也达到最大值,其28 d抗压强度为1.25 MPa,相比活化指数最小的第1组增加了0.5 MPa,增幅66%。从图4可以看出,抗折强度曲线与抗压强度曲线具有大致相同的走势,第3组的抗折强度在各龄期均为最大值,其28 d的强度值为0.61 MPa,比第1组增加了0.16 MPa,增幅36%。
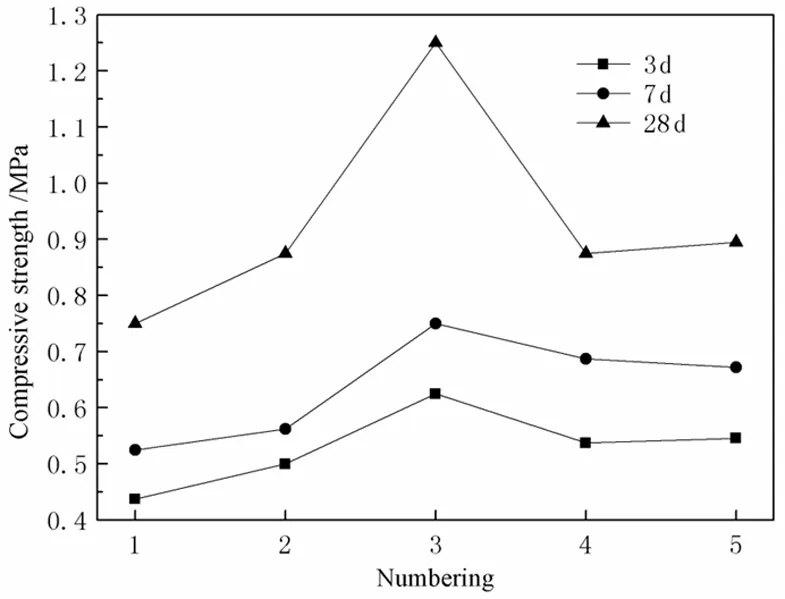
图3 抗压强度曲线Fig. 3 Compressive strength curve
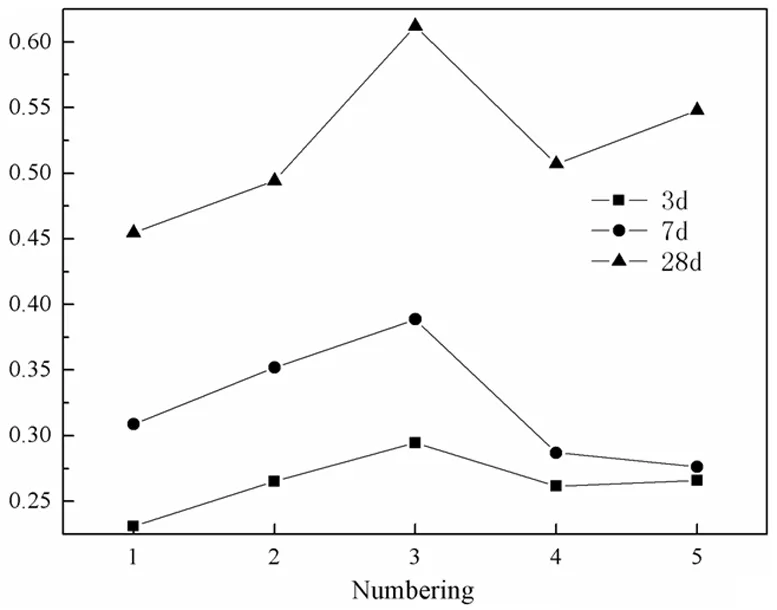
图4 抗折强度曲线Fig. 4 Curve of flexural strength
通过分析可以看出,钼尾矿的活性对发泡水泥的力学性能有明显影响,基本呈现出尾矿活性越大,发泡水泥力学性能越强的规律,这一规律在各龄期均有不同程度体现。而28 d强度的增幅明显大于3 d和7 d的增幅,说明活化尾矿对发泡水泥后期强度的增强作用更为明显。
3.3 保温性能
各组发泡水泥样品的导热系数曲线如图5所示。从图中可以看出,在尾矿活性较低的第1组,导热系数明显高于其他组别,达到0.057 W/(m·K)。出现这种现象可能是由于尾矿活性较低时,在泡孔形成阶段,材料早期强度难以对结构形成有效支撑,泡孔会出现塌缩,泡孔壁会出现裂隙、贯通孔等缺陷,这就会使各泡孔之间气体相互流通,热传递方式由导热转化为对流换热和导热相结合的方式,使导热系数增大。

图5 导热系数曲线Fig. 5 Thermal conductivity curve
其他四个组别导热系数变化幅度较小,第3组的导热系数为0.047 W/(m·K),略高于第2组的0.043 W/(m·K)和第4组的0.045 W/(m·K)。可能是因为尾矿活性大的情况下,水化反应更为充分,早期强度更高,达到稳定状态用时较短,形成的气泡体积有所减小,造成材料的导热系数略微升高。
3.4 泡孔结构
用视频显微镜对各组样品的泡孔结构进行表征,结果如图6所示。通过图6(a)可以看出,尾矿球磨120 min时,发泡水泥样品的泡孔断面多呈现不规则形状,轮廓有明显变形,孔壁较薄(约0.15 mm),泡孔之间有较多的裂隙和贯通孔。这是由于此时的尾矿活性较低,水化反应进程滞后,泡孔生成过程中孔壁对其约束力较小,气泡体积增长过快,孔壁不断变薄,最终导致塌模,内部结构受到破坏。从图6(b)和图6(d)可以看出,尾矿球磨180 min和300 min时,泡孔结构有了明显改善,泡孔断面多呈规则的圆形或椭圆形,平均直径约3 mm,孔壁增厚至0.2 mm左右,泡孔之间的裂隙和贯通孔明显变少。说明尾矿活性的提高可以加速水化反应进程,使孔壁在气泡形成过程中产生一定约束力,阻止气泡过快生长,使孔壁有足够的厚度和强度对结构形成支撑,有效防止塌模现象的发生,使材料内部结构得到明显改善。从图6(c)可以看出,尾矿球磨240 min时,泡孔平均直径约2 mm,孔壁厚度约0.25 mm,孔径较其他组别有所减小,孔壁有所增厚。说明随着尾矿活性的进一步提升,孔壁结构对气泡生长的约束力会进一步增强,材料在形成阶段的稳定性会得到改善,有利于降低产品塌模率,提升产品力学性能。
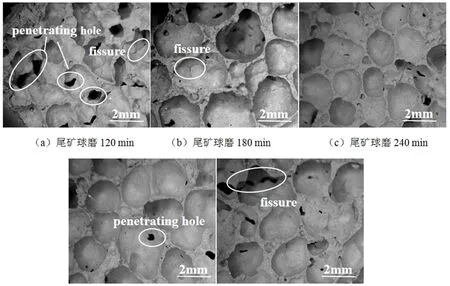
图6 各组样品的泡孔形貌Fig. 6 Morphology of bubbles in each group
泡孔结构的变化会对材料保温性能产生直接影响,以上泡孔结构的分析结果与导热系数的测试分析结论相一致。
4 结论
(1)钼尾矿的活性的对发泡水泥的强度有显著影响,钼尾矿活性指数越高,发泡水泥的抗压强度和抗折强度越大。钼尾矿活化指数0.358时,发泡水泥的抗压强度达到最大值1.25 MPa,抗折强度达到最大值0.61 MPa。
(2)通过对钼尾矿进行机械力活化可以改善发泡水泥的泡孔结构,进而提高其保温性能。
(3)将钼尾矿在220 r/min的转速条件下球磨240 min,用作发泡水泥掺合料,可以得到力学性能和保温性能都较为理想的发泡水泥产品。
