聚三氟氯乙烯-金属基体复合结构一体化成型技术研究
2021-10-26陈慧敏杨昊宸
陈慧敏,梁 兵,王 月,王 璐,杨昊宸
(首都航天机械有限公司,北京,100076)
0 引 言
聚三氟氯乙烯(Polychloro-trifluoro Ethyene,PCTFE),简称F3,是氟塑料家族中的重要成员。PCTFE是由三氟三氯乙烷脱氯生产的三氟氯乙烯单体聚合制成的线型碳链高聚物,乳白色半透明固体。PCTFE是一种结晶性合物,结晶度随加工时热处理条件变化而异,最高可达85%~90%[1]。结构中的F原子使PCTFE具有化学惰性、耐化学腐蚀性与一定的耐温性;而Cl原子则使其具有良好的热塑性、透明性及硬度[2]。
PCTFE是具有耐热性、不燃性以及惰性的优质热塑性塑料,具有十分突出的低温性能,可在-200 ℃低温下长期使用,在液氮、液氧和液化天然气中不发生脆裂、不蠕变,在液氧(-183 ℃)和液氮(-196 ℃)中浸渍,仍能保持一定的柔软性和冲击强度,在一定条件下能在接近绝对零度(-273 ℃)下使用[2]。与聚四氟乙烯、聚全氟乙丙烯相比,PCTFE的机械强度和弹性模量较高,特别是压缩强度和耐冷流性明显优于聚四氟乙烯。PCTFE还具有优异的化学稳定性,对强酸、强碱、强氧化剂、混合酸等都表现出很强的抵抗性[2,3],在机械、电子电器、化学工业等领域均有着广泛的应用[3~9]。
本文综述了PCTFE原材料和PCTFE材料成型领域的研究进展,介绍了PCTFE-金属基体复合结构一体化成型技术及其在火箭阀门中的应用。
1 聚三氟氯乙烯原材料研究进展
PCTFE是最早开发为工业化生产的热塑性氟树脂,首先是由美国的Manhattan计划提出,主要用于分离铀同位素气体的扩散材料。1934年德国研制出首个氟塑料品种——PCTFE,1937年德国I.G.Farbenindustrie公司发表了首篇制备报告。其后美国在执行Manhattan计划过程中对PCTFE的性能做了大量研究工作,1942年美国宣布研制成功,并于1946年投产。目前,全球范围内PCTFE产能主要集中在Daikin(Daiflon R)、Honeywell(AclarR)、3M(Kel-F R)等几家国外企业,而中国成熟的PCTFE产品几乎没有[10]。中国在1959年开始研制PCTFE树脂,1960年试制成功,1966年建成年产25 t PCTFE树脂的生产装置,上海曙光化工厂1966年完成中试后投产,北京621厂(现中国石化润滑油北京分公司)1971年投产[3]。据文献报道,由于种种原因目前中国的生产装置大部分都已停产[2,11],仅存的几个生产厂家的PCTFE聚合工艺仍然停留在国外20世纪的水平,而且现有的生产工艺极不稳定,产能小,产品质量差[10]。
中国PCTFE生产厂家有山东青岛宏丰氟硅科技有限公司、上海三爱富新材料科技有限公司和中昊晨光化工研究院有限公司,常熟新华化工有限公司也有制品级PCTFE出售。杨涛[12]、朱章龙[13]、韦昌佩[14]等对聚三氟氯乙烯的合成做了相关研究,其中朱章龙等[13]首次采用全氟二酰基过氧化物引发三氟氯乙烯乳液聚合,得到了性能良好的PCTFE乳液,与过硫酸铵引发相比,大大缩短了聚合的时间,如表1所示。此外宏丰公司开发的氟碳乳液合成工艺,是以三氟氯乙烯为主要原料,先将其进行乳化,再与烯酯、烯酸单体乳化聚合制备含氟树脂乳液,该技术属中国首创[15]。

表1 不同引发剂对乳液混合时间、产率及性能的影响Tab.1 Effects of Different Initiators on Mixing Time, Reaction Yield and Properties of Emulsion
2 聚三氟氯乙烯成型工艺研究进展
PCTFE可用一般热塑性塑料的方法成型加工,但由于PCTFE熔融粘度很高,必须在很高的温度和压力下才能成型。另外,PCTFE成型温度与初始分解温度十分接近,因此成型的温度范围较为狭窄[1],加工过程中必须严格控制加工温度、压力和时间等,通常选择在熔融下限温度下长时间塑化的加工方式,防止其过热分解。常用的成型方法有模压成型、挤出成型、注射成型和涂覆成型,通常根据加工模型大小和难易程度选择合适的加工方法,PCTFE涂覆成型工艺主要是用于制备PCTFE涂层。
刘昭等[16]初步建立起了PCTFE制品压制工艺、结晶度与力学性能的关系;温家亮等[17]采用复合挤出和模具压制相结合的方法研究了PCTFE的加工工艺及相关力学性能;冯钠等[18,19]利用熔融混炼再热压的方法研究了改性PCTFE的加工流动性能、力学性能、结晶行为等;夏其博[20]、宋杭岭[21]等采用模压成型的方法研究了PCTFE共混体系的流变特性、电性能等。
吴智雄等[22]对PCTFE低温力学性能及热膨胀性能进行了研究,发现PCTFE低温下断裂强度和弹性模量有显著提高,但延伸率大大降低(见表2);张希恒等[23,24]研究了PCTFE在低温下的材料特性(见图1),根据低温下PCTFE的材料特性可知它在低温下具有较好的密封特性,且在-110 ℃时性能最佳;张宁等[25~27]研究发现采用PCTFE密封材料的低温阀阀座不仅具有优异的密封性能,而且在不同的工作压力条件下,漏率与压力呈线性变化,具有较高的压力稳定性。

表2 PCTFE在300K及77K时的力学性能Tab.2 Mechanical Properties of PCTFE at 300K and 77K

图1 PCTFE回弹率-温度曲线Fig.1 Resilience Properties under Different Temperature Curve of PCTFE
3 聚三氟氯乙烯-金属基体复合结构一体化成型技术研究及在火箭阀门系统中的应用
PCTFE具有优良的耐冷流性、耐蠕变性、耐磨性、尺寸稳定性和机械切削性,可用于制造尺寸精度高的机械零部件,如阀门座、自锁螺旋、轴承、“O”形圈、制动器等[1,3]。由于PCTFE耐低温性极好,可在接近-200 ℃的低温下使用,因此常用于制作低温下工作设备的零部件,PCTFE在部分火箭阀门系统中的应用见表3。

表3 PCTFE在部分火箭阀门系统中的应用Tab.3 Application of PCTFE in Some Rockets Valve Systems
中国长征五号系列(CZ-5)运载火箭主要使用PCTFE的密封性能和润滑性能作用于阀门中,润滑性能则主要用于导向。阀门是火箭正常飞行的关键组件,密封件是保证阀门正常工作的核心零件[28]。阀门中大量采用PCTFE-金属基体复合结构,以弥补金属材料在阀门结构中的缺点,如防止阀门运动时金属间的粘滞磨损、提高密封性能等,利用PCTFE在低温下仍具有延展性的优势,保证阀门的低温密封性能。比如加注阀阀门中,与金属-金属配合副相比,PCTFE-金属基体复合结构不仅可以防止金属间粘滞磨损,而且PCTFE对多余物有抵抗能力,即使多余物进入导向杆导向间隙,也可减轻或消除多余物对导向杆运动的影响,从而提高导向杆的运动灵活性[29]。但PCTFE由于其分子组成的特点,表面呈化学惰性[11],属于典型的与金属基体难粘接的材料,若不经特殊的表面处理,很难与塑料进行有效的粘接[30]。有关PCTFE与金属基体复合结构的一体化成型技术的相关研究报道非常少,70年代兰州化学工业公司化工机械研究所用加热压制的方法将PCTFE紧贴衬于阀门内部,以提高阀门的耐腐蚀性能[31]。PCTFE-金属基体复合结构一体化成型技术目前主要有3种:
a)涂敷法。涂敷法主要用于制备涂层,首都航天机械有限公司利用浸渍法将PCTFE悬浮液涂敷于金属环表面,制备成PCTFE涂层(见图2[32]、图3),用于管道密封部位,可以很好地将金属环基体与强腐蚀介质隔离开,并起到密封、承受高压等作用[32],其中图2产品已用在CZ-5系列火箭等型号上,在CZ-3A系列、CZ-7型号上也大量应用,技术较为成熟。图3为新结构的预研试验件。该技术的不足是PCTFE涂层厚度不宜过厚,通常为0.05~0.1 mm,且涂层涂覆的均匀性对操作技能要求很高,操作工艺复杂。

图2 涂覆PCTFE涂层的空心金属O形环Fig.2 Metallic Hollow O-rings Coated with PCTFE Coating

图3 涂覆PCTFE涂层的GH4169矩形试样Fig.3 Rectangular Specimen of GH4169 Coated with PCTFE Coating
b)螺纹胶接法。该方法属于一种冷粘法,根据使用需求,首都航天机械有限公司将PCTFE制品加工成螺纹状(见图4),常温下通过粘接剂将PCTFE与金属进行一体化粘接结合,工艺方法简单,操作方便,该技术已在CZ-5系列火箭的增压电磁阀上应用,不适用于PCTFE与金属基体外表面一体化的结构阀门。

图4 螺纹状PCTFE试样Fig.4 Specimen of PCTFE with Thread Shape
c)热塑压制粘接法。热塑压制粘接法是加热前将金属基体表面进行前处理后涂敷过渡底漆层,然后在加热加压条件下PCTFE和金属基体同时在模具型腔内,PCTFE完成自身的熔融以及部分熔融体和金属基体接触面的接触、润湿、浸润、铺展、渗透、黏合过程,最终完成PCTFE与金属基体的一体化结合[33]。此技术对PCTFE-金属基体一体化成型前的金属基体前处理技术、过渡底漆配方以及工装设计要求较高。
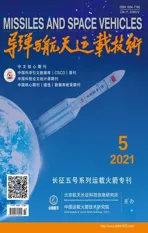
首都航天机械有限公司使用国产PCTFE原材料,采用热塑压制粘接成型工艺对PCTFE-金属基体复合机构一体化成型技术进行了大量研究,取得了重大突破,解决了热塑压制前金属基体表面前处理的关键技术,研究发明出一种PCTFE与金属基体热塑压制的专用底漆配方(过渡底漆),实现了PCTFE与金属基体的可靠粘接。图5为金属基体经过表面处理后的形貌,可以看出,经表面处理后的金属表面大大增加了与非金属的粘接面积,不规则的形貌使非金属在熔融状态充分渗入金属基体表面的特殊几何结构,依附高度扩展的表面积,形成相当于锚合的效果,更有利于PCTFE与金属基体良好的机械结合。图6为阀门中PCTFE与金属基体一体化成型后的部分样件照片,样件1与样件2是两种结构的阀门,可以看出PCTFE与金属基体一体化成型状态比较理想,金属基体与PCTFE结合处的颜色为过渡底漆色。该技术为新研技术,相比冷粘法,PCTFE与金属基体的粘接强度更高、粘接质量更好、可靠性更高,避免了采用粘接剂进行冷粘的产品在低温工况下粘接质量变差、在后期的使用中出现脱粘等隐患。
图5 金属基体经过表面处理后的形貌Fig.5 Macroscopic Morphology of Metal Substrate after Surface Treatment

图6 PCTFE-金属基体复合结构一体化成型后的样品Fig.6 Part of the Valves in the PCTFE and Metal Matrix Composite Stucture after Integrated Molding Samples
同时利用电子拉力试验机对PCTFE-铝(5A06)、PCTFE-钢(GH4169)一体化成型后的扯离强度进行测试,按HG4-852-81测试标准进行试验,试验结果见表4。由表4可以看出,PCTFE/过渡底漆层/金属基体粘接试样的扯离强度大于PCTFE/金属基体粘接试样的扯离强度,且平均扯离强度高于20 MPa,说明金属基体经过表面处理并涂覆过渡底漆大大提高了PCTFE与金属基体的扯离强度。

表4 PCTFE与金属基体压制的试样扯离强度数据表Tab.4 Pull-off Strength Dates of Samples Manufactured by PCTFE and Metal Matrix Composite Structure
扯离强度试验后PCTFE-金属基体的试样实物如图7、图8所示。由图7可见,PCTFE/过渡底漆层/金属基体在电子拉力试验机最大拉力值时没有被扯离,部分试样金属部位被拉断而粘接部位仍未被扯离开(见图8),说明通过涂覆过渡底漆层,大大提高了PCTFE与金属基体的粘接效果。在扯离强度试验中,部分菌状物的粘接强度超过了28.6 MPa(测试本次拉力试验的设备极限值)。

图7 扯离强度试验后试样的实物Fig.7 Specimens after Pull-off Strength Test

图8 PCTFE/过渡底漆层/铝(5A06)扯离试验后被拉断试样Fig.8 Specimens of Tensile Failure Sample of PCTFE/transion Layer/Aluminum Bacteria after Tearing Strength Test

续图7
图6所示的产品通过了阀门产品要求的常温状态、液氮温区状态下的各项性能试验,产品经过深冷处理后分解检查,PCTFE无分层、裂纹、断裂、起泡等现象,PCTFE与金属基体结合处没有产生裂纹、分离等现象。装配到整阀中,阀门运动灵活,满足了阀门产品特殊工况下的使用要求,验证了阀门产品上PCTFE-金属基体复合结构一体化技术的可靠性,为型号的研制奠定坚实的技术基础和保障。
PCTFE-金属基体复合结构一体化成型中的热塑粘接成型技术解决了PCTFE与金属基体热塑压制、粘接强度、复合成型质量等问题,突破了PCTFE-金属基体复合结构一体化热塑压制成型的技术瓶颈,目前已在CZ-5系列火箭系统的加注阀、排气阀、保险阀、动力装置等多个阀门中成功应用,消除了阀门产品工作过程中可能出现的运动卡滞等风险,提高了阀门的运动灵活性和密封可靠性,确保了PCTFE-金属基体复合结构一体化产品质量和运载火箭的可靠性。
4 结束语
PCTFE在军事和宇航工业等尖端领域有着广泛的应用和研究[3],尤其是在低温密封领域的出色表现,决定了其应用市场不断扩大。
在PCTFE材料成型领域,PCTFE-金属基体复合结构一体化的阀门在航天上的应用越来越广泛,而且具有不可替代的作用,因此研究PCTFE与不同材质、不同结构的金属基体一体化成型技术,不仅对于未来改进PCTFE-金属基体复合结构一体化成型工艺提供可靠的依据,而且还会给零部件的结构设计、加工技术等带来巨大的变化。同时对PCTFE材料在中国未来重型火箭中的应用具有重要的意义,为中国新型运载火箭设计提供有效可靠的数据,对进一步提高运载火箭的可靠性和稳定性具有重要的意义。