基于PLC的电机定子绕线系统设计
2021-10-25吴新友方炳平
吴新友 方炳平

摘要:本文基于某电机企业中针对原有绕线装置的不足,介绍了基于西门子S7-226 CPU电动机定子线圈绕线系统的可靠性设计,电机定子线圈漆包线排列的紧密性、绕线的稳定,会直接影响成品定子线圈工作的稳定生。本文介绍了基于可编程控制的绕线机系统机械及电气的控制方法,一次可绕六个定子线圈、可根据不同型号的定子更换基座与控制程序、在绕线过程中可由人机界面完成对绕线速度及紧密性的调节,实现通过PLC程序控制得到稳定、高速的绕制电机定子线圈。
关键词:西门子S7-226 PLC;人机界面;多工位旋转底盘
引言
高精度多工位定子线圈自动绕线机控制系统(以下简称“绕线机”)采用了两台伺服电机精确位置控制和自动绕线技术,适用于各类电机定子线圈的绕线工作。绕线机是在电机定子、变压器及电磁线圈等生产中最常用的设备,它一般可分为平绕机、半自动式环型绕线机和简易牵引式绕线机等。针对该企业原有的半自动式及简易绕线机存在效率低、排线精确度低、线圈排列紧密性低的问题,提出一种高精度、度效率的绕线装置。
因此,本文加深对机械装置改进、PLC控制系统技术、伺服控制技术的研究,在此基础上提出基于PLC对伺服电机精确定位及多工位工作的控制方法,在机械系统与电气系统的共同控制条件下,达到精度高、线圈排列緊密及通用性强的绕线装置系统。
1、系统总体设计方案
本绕线机控制装置设计的基本思路如下所述,分析并提出了机架、定子底盘、导线机构、绕线驱动等机构的位置和绕线速度及转向的配合方案,利用西门子PLC和伺服电机控制系统,解决多层线圈绕线、多种不同定子尺寸的绕线工作。以达到节约人工成本、导线缠绕效率高,速度快、线圈缠绕紧致、效果稳定的装置。
总体设计思路围绕着企业当前的绕线机存在的不足及需要增加的功能加以设计,解决多工位绕线、高精度绕线、电气安装稳定、器件布置合理紧凑及稳固性等方面,设计方案系统框图如图1所示。
1.1系统控制方案及原则
本系统设计为:西门子PLC控制器,伺服驱动器驱动伺服电机带动排线机构、张力传感器及进给机构,操作面按钮控制及人机界面触摸屏控制,可选择速度、点动等调试。可编程控制器采用西门子S7-200 CUP226系列,交流伺服驱动器为Sinamics S120,开关电源型号PMT-24V-100W1AA,近接传感器选用M18圆柱型,人机界面选用TP700 Comfort。伺服驱动采用位置控制模式。
本控制系统电气设计原则如下:(1)将功能类似的低压器件安装在相邻位置。(2)尽可能减少器件之间的导线数量,做到最优化的配置。(3)为了控制线路系统美观、整齐且合理,把需要经常使用、维护及易损器件安装在相邻位置。(4)将系统中的弱电及强电分离,减少系统之间的干扰。(5)PLC输入、输出接口有必要的保护模块。
1.2 绕线机安全性保护
在应该系统中,包含了电气安全和机械安全。
(1)电气安全:PLC输入及输出端的保护原理和方法如下所述:输入端的保护措施为外加一级光电耦合器,当外部有如高电压输入回路时,会击穿保护级光电耦合器,然后像更换熔断器一样将击穿的光耦更换,保护了PLC输入端电路。PLC输出驱动一般有直流和交流两类负载,对交流负载采用并联阻容电路,可防止浪涌电流对输出电路的冲击;而对直流负载可采用并联续流二极管进行保护,防止关断时产生的反电势对电路的冲击。
在控制电路中应避免出现寄生回路,控制电路应该具有完善的保护环节,包括过载、短路、过流、欠压和失压等,同时还需要增加急停按钮。
(2)机械安全:在伺服驱动器控制进给进机构往返的过程中,在轴上安装了限位开关,限位开关将信号传送至电路系统PLC中,使伺服电机迅速停止以防止进给机构碰撞至圆盘。当旋转圆盘工作切换定子工位后,进行绕线工作,为使得旋转圆盘保持稳定,仅靠停止状态的电机是不足以稳定,故在圆盘上设计6个定位孔,每当旋转圆盘在某一工位绕线时,通过气缸伸出将旋转圆盘轴插入定位孔,使得绕线时保持稳定。
2、方案实施
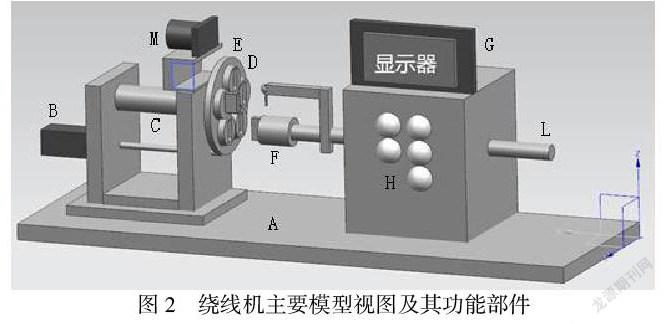
将装置的张力传感器及进给机构、操作面按钮控制及人机界面触摸屏控制安装在底座上,进给及绕线机构包含以下部件:限位气缸、旋转圆盘轴、旋转圆盘、伺服电机、定子固定工位轴、绕线器、进给电机,将定子模工位固定于旋转圆盘上,如图2中ED部件所示。
2.1机械结构设计及其要点
该绕线装置控制系统的设计,从机械结构布局开始,所以合理的布置非常重要,对于机械部件的设计要求如下:(1)旋转的轴,包括连接器、同心轴,旋转圆盘卡扣,圆形心轴和杆必须要有保护或限位。(2)对于绕线机构要有足够的强度、刚度,确保在绕线进给时可靠的运行,具有良好的抗震性能以及抗冲击能力。(3)伺服电机带动圆盘中,传动平衡性好,能缓冲吸振。(3)电机减速机构结构紧凑,传动效率高,传动准确可靠,使用维护方便等。绕线机主要模型视图及其功能部件如图2所示。
A-底座 B-限位气缸 C-旋转圆盘轴 D-旋转圆盘 M-伺服电机 E-定子固定工位 F-绕线器 G-人机界面 H-控制按钮 L-进给电机
2.2控制系统机械结构工作原理
将六个定子工位E(E1-E6)固定在圆形旋转底盘D上,根据不同类型的定子可更换,定子模通过滑槽装与圆盘,用螺丝钉固定。由伺服电机M通过皮带轮带动旋转底盘工作,如在工位E1加工时,此时由控制系统发出信号通过电磁阀使限位气缸B伸出到圆盘上的固定孔,从而稳定圆盘。此时进给电机L带动绕线器F前进并进行绕线。
2.3程序控制设计
根据绕组线圈的绕制工艺要求,设计绕线机PLC控制程序,首先,设计点动运行检测程序,测试绕线机进给电机机构运转,导线杆左右移动等,在人机界面上设计绘制“进给前进”,“进给后退”等按钮,测试绕线机空载运行状态是否正常,并调试各级不同的红线速度,控制进给机电和圆盘电机空运和复位等功能。点动检测程序检查正常后,设计PLC自动绕线程序,控制绕线机运行单个工位绕线完整过程。根据要求待圆盘定位气缸工作后,确定进给电机移动方向,调用参数计算子程序,根据线圈各级所设置的工艺参数,计算出进给电机运行的频率与脉冲数,从而在触摸屏上显示当前绕制导线匝数。
3、结语
此设计的绕线机构,通过了校企业合作方式进行机械零部件的设计和电气控制系统的PLC控制相结合调试,现已完成了样机研制并应用于实际生产当中。通过实际工作证明,采用此种控制方式进行电机定子绕组线圈的绕制,它的绕线效率、漆包线紧致程度、质量均有提高。此外,与其他简易绕线机相比,触摸屏人机界面提供了更好的用户体验,实现了自动化高精度红线工艺,另外,旋转底盘上的多工位安装方式也提高了效率,该装置具有操作简单,运行可靠等优点,在提高效率的情况下进一步提升企业竞争力。
参考文献
[1]赵锴杰,曾胜.基于实验建模的矩形线框绕线张力控制系统[J].控制工程,2021.6
[2]高云泽.自动排线绕线机导线张力可调系统设计及实现[J].工业控制与应用,2020.6
[3]龚东军.基于PLC的高压互感器线圈新型绕线机设计与实现[J].机械工程师,2018.9
[4]惠晶.两轴同步协调控制的绕线机系统[J].机床与液压,2013,41(13)71-74.
[5]徐礼平.模糊PID电阻丝恒速张力绕制控制[J].机械设计与制造,2013.03.
项目来源:丽水职业技术学院与浙江实利电机有限公司2021年校企合作横向课题(SL20210228)。
作者简介:吴新友 1984年生,男,浙江丽水,实验师/技师,本科,工学学士,丽水职业技术学院(邮编323000),研究方向:电气工程,机器人技术。