浅谈阴极保护技术在长输管道上的应用
2021-10-25宋文丽高荣杰吴昊张冬梅刘岩
宋文丽 高荣杰 吴昊 张冬梅 刘岩
摘要:本文对阴极保护技术原理、发展历程及阴极保护技术分类、各类阴极保护技术的优缺点等几个方面进行了简要介绍,并分析总结了阴极保护技术在长输管道上的应用可以减缓管道本体的腐蚀速率、延长管道运行寿命,减少由于腐蚀造成的经济损失。
关键词:阴极保护 长输管道 腐蚀 经济损失
腐蚀是材料在各种环境作用下发生的破坏和变质。根据工业发达国家的统计,每年因腐蚀造成的经济损失约占国民生产总值的2%-4%,按此估计,我国每年因腐蚀造成的经济损失至少也有二千亿元。因此,做好防蚀工作,推陈出新推广科技新技术,已不仅是单纯技术上的问题,而是关系到资源、能源、环保的重大战略问题。
阴极保护是国际上公认的防蚀技术,已有一百多年的历史,其应用领域涉及到地下、水中及化工介质中的管道、容器、港口码头和船舶方面,防蚀效果之显著在诸多技术中首屈一指,无可替代。
国内埋地长输管道目前均采用外防腐层和阴极保护相结合的防腐措施,这种措施可有效防止管道外腐蚀的发生。当防腐层出现破损后,管道就存在腐蚀的危险,这时就需要采用阴极保护系统对管道施加另一套保护避免管道发生腐蚀。
1阴极保护的原理
阴极保护是指将被保护金属进行陰极极化,使电位负移到金属表面阳极的平衡电位,消除其化学不均匀性所引起的腐蚀电池,使金属免遭环境介质(如土壤)的腐蚀。即用辅助阳极或牺牲阳极材料的腐蚀来代替被保护管道、设备的腐蚀。从而达到延长被保护管道的使用寿命,提高其安全性和经济性的目的。经实践证明这是一项投资少,其经济和社会效益明显的技术。
2阴极保护技术的发展史
早在1823年,英国学者汉.戴维先生接受英国海军部队木制舰船的铜护套的腐蚀研究,试图用锡、铁、和 锌对铜进行保护,并将铁和锌的保护列在1824年发表的报告中,这就是现代腐蚀科学中的阴极保护的起点。
1890年爱迪生曾设法用外加电流来达到船舶阴极保护的目的,然而,由于当时没有合适的阳极材料和电源设备,他的设想未能成功。
1902年K.科恩使用外加电流成功的实现了实际的阴极保护。
1906年卡尔鲁 赫公务工程经理赫伯特.盖波特建起了第一座阴极保护站。
1913年,在日内瓦召开的金属学会大会上命名 这一方法为“电化学保护”。
1906年德国的F.哈博和L.戈尔德史密斯从事一项科学基础研究。他们认为阴极保护和杂散电流腐蚀都是 电化学现象。
R.J.科恩,于1928年在新奥尔良州一条长距离输气管道上安装了第一台阴极保护整流器。
1936年美国成立了中部大陆阴极保护协会。
1940年英国应用了牺牲阴极保护,德国和日本分别是在1950。
1946年开始研究电化学保护理论的,并开 始了煤气管道的阴极保护。
阴极保护技术在我国管道上的应用始于1958年,首次应用于克拉玛依到独山子输油管道,到60年代,阴极保护已广泛应用于输油管道。到了60年代初期,在新疆、大庆、四川等有气管道 上陆续推广了阴极保护技术。70年代,我国的场输油管道已广泛采用了阴极保护。自上世纪90年代末期,开始对储罐底板施加阴极保护,到目前为止,几乎所有输油气管道、储罐、海洋结构都施加了阴极保护。对输水管道,混凝土钢筋码头的阴极保护也逐渐展开。
目前,国外阴极保护技术已做到了法律化、标准化、比较重要的有《美国气体管道联邦最低安全标准》,德国的《长输管道运输危险液体的规定》,NACE的《埋地及水下金属管道外腐蚀控制推荐做法》等。
中国第一部管道防腐技术标准是SYJ7-84《钢制管道和储罐防腐蚀工程设计规范》。六十年代初,我国开始研究阴极保护方法,六十年代末期在船舶,闸门等钢铁构筑物上得到应用。
3常用阴极保护技术
目前国内长输管道常用的阴极保护技术为牺牲阳极阴极保护和强制电流阴极保护两种。
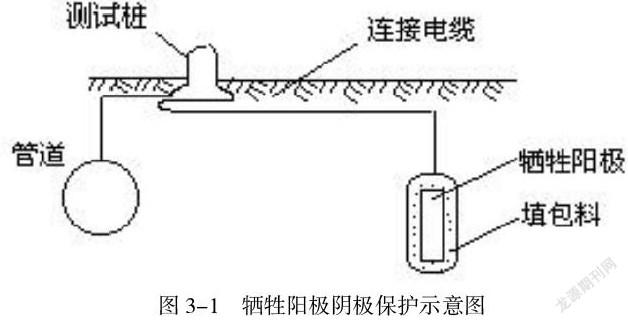
(1)牺牲阳极阴极保护
将被保护金属和一种可以提供阴极保护电流的金属或合金(即牺牲阳极)相连,使被保护体极化以降低腐蚀速率的方法。
在被保护金属与牺牲阳极所形成的大地电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位值,在保护电池中是阳极,被腐蚀消耗,故此称之为“牺牲”阳极,从而实现了对阴极的被保护金属体的防护,如图3—1所示。
牺牲阳极材料有高钝镁,其电位为-1.75V;高钝锌,其电位为-1.1V;工业纯铝,其电位为-0.8V(相对于饱和硫酸铜参比电极)。
优点:
a一次投资费用偏低,且在运行过程中基本上不需要支付维护费用;
b保护电流的利用率较高,不会产生过保护;
c对邻近的地下金属设施无干扰影响,适用于厂区和无电源的长输管道,以及小 规模的分散管道保护;
d具有接地和保护兼顾的作用;
e施工技术简单,平时不需要特殊专业维护管理。
缺点:
a驱动电位低,保护电流调节范围窄,保护范围小;
b使用范围受土壤电阻率的限制,即土壤电阻率大于50Ω·m时,一般不宜选 用牺牲阳极保护法;
c在存在强烈杂散电流干扰区,尤其受交流干扰时,阳极性能有可能发生逆转;
d阴极保护有效年限受牺牲阳极寿命的限制,需要定期更换。
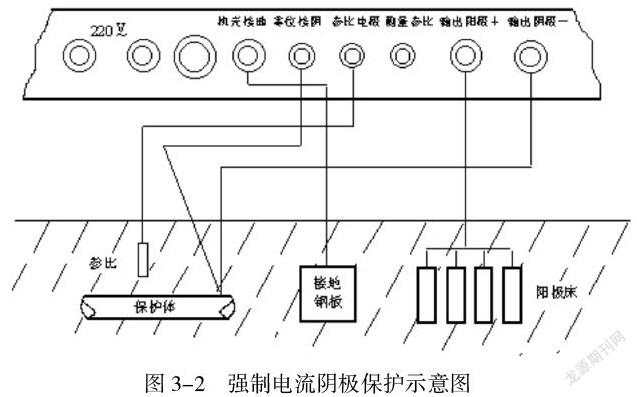
(2)强制阴极保护
将被保护金属与外加电源负极相连,由外部电源提供保护电流,以降低腐蚀速率的方法。其方式有:整流器、恒电位、恒电流、恒电压等。如图3-2所示。
外部电源通过埋地的辅助阳极、将保护电流引入地下,通过土壤提供给被保护金属,被保护金属在大地中仍为阴极,其表面只发生还原反应,不会再发生金属离子化的氧化反应,腐蚀受到抑制。而辅助阳极表面则发生丢电子氧化反应。因此,辅助阳极本身存在消耗。
优点:
a驱动电压高,能够灵活地在较宽的范围内控制阴极保护电流输出量,适用于保护范围较大的场合;
b在恶劣的腐蚀条件下或高电阻率的环境中也适用;
c选用不溶性或微溶性辅助阳极时,可进行长期的阴极保护;
d每个辅助阳极床的保护范围大,当管道防腐层质量良好时,一个阴极保护站的保护范围可达数十甚至数百公里;
e对裸露或防腐层质量较差的管道也能达到完全的阴极保护。
缺点:
a一次性投资费用偏高,而且运行过程中需要支付电费;
b阴极保护系统运行过程中,需要严格的专业维护管理;
c离不开外部电源,需常年外供电;
d对邻近的地下金属构筑物可能会产生干扰作用。
4 结论
阴极保护是水中、土壤中金属构筑物的最为有效的腐蚀控制方法,他不但适用于新的装置(如新建管道、舰船、储罐、码头等),同样也可以用于已遭腐蚀的旧装置。例如东北管网始建于上世纪70年代,距今已有40年的历史,目前运行状况良好,很大一部分原因正是得益于阴极保护技术的应用。因此,阴极保护技术应用于长输管道的防蚀工作中,不仅延长了管道的使用寿命,还减少由于腐蚀造成的经济损失,同时也具有很大的经济意义。
参考文献:
[1]胡士信.阴极保护工程手册.北京.化学工业出版社.1999
[2]冯洪臣.阴极保护安装与维护.北京.经济日报出版社.2010
[3]化学发展简史编写组.化学发展史.北京.科学出版社.1980.351-352