装配式钢结构在大跨度会展中心主体建设中的应用
2021-09-14楚升升张明启马佳宽
楚升升张明启马佳宽
1. 中冶(上海)钢结构科技有限公司 上海 201908;2. 青建集团股份公司 山东 青岛 266011
1 工程概况
烟台八角湾国际会展中心项目位于山东省烟台市经济开发区,总建筑面积20.06万 m2,其中地上15.08万 m2,地下4.98万 m2,整体式屋面犹如天边自由的白云,悠然飘荡,又如蔚蓝大海上翻腾的波浪,气势磅礴。项目整体效果如图1所示。

图1 项目整体效果图
该工程由会展中心、综合文化活动中心组成,其中会展中心由A1/A3、A2/A4(地上2层)、B1~B3(单层)5个展厅及主登录厅(地上3层)和次登录厅组成,展厅的柱间跨度均为66.7 m(图2),高度30~49 m。

图2 屋盖大桁架形式
钢柱主要为焊接箱形钢管混凝土柱,钢梁主要为焊接H型钢和部分箱形钢梁,屋面为大跨度管桁架结构,整个会展部分5个展厅用钢量约4.5万 t,材质均为Q355B。
2 装配式应用
2.1装配式节点应用
本项目装配式钢结构柱脚螺栓采用整体框架组合节点,施工前采用措施型钢将柱脚螺栓组装,安装时直接将整体框架定位即可,如图3所示。
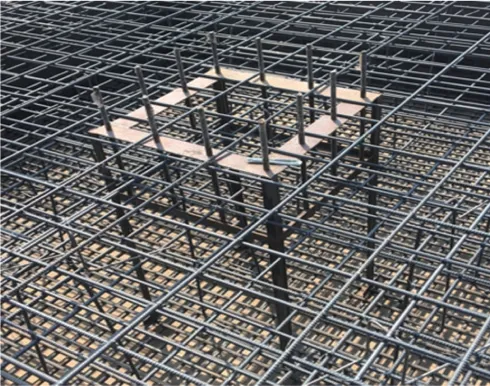
图3 柱脚螺栓框架组合节点
地下钢柱与混凝土梁钢筋通过连接板焊接,现场如图4所示。

图4 钢柱与混凝土梁钢筋连接板节点
屋面桁架杆件连接通过加大弦杆节点处截面进行加工厂组装焊接,如图5所示。节点设计简单,建筑装配化程度高,方便现场施工,施工效率及安装精度有明显提高,安全可靠。

图5 屋盖桁架杆件连接节点
2.2楼板构造
A展厅27.50 m楼层桁架位置楼板及其他框架楼层楼板采用钢筋桁架楼承板(图6),减少了现场钢筋的工作量,受力分布合理,可缩短工期,提高楼板质量。在A展厅双排柱外侧汽车行走区域采用预制镂空地面(图7),工厂化预制,外观优美、安装工艺简单、效率高、装配程度高。

图6 钢筋桁架楼承板

图7 预制镂空地板
2.3大跨度桁架装配式钢结构施工
2.3.1 桁架拼装
受运输条件限制,将桁架分段进行散件加工,保证桁架上下弦杆分段不超过17.5 m。为保证现场拼装质量,构件在除锈前进行桁架整体预拼装,待构件各个工序全部合格后出厂。A展厅绝对标高27.50 m位置处的型钢平面组合桁架(图8),高3.5 m,最大跨度24.4 m。

图8 A展厅型钢平面组合桁架
对大于17.5 m的桁架进行分段运输,小于17.5 m的桁架整体在加工厂进行组装焊接,减少现场组装工作量,缩短工期,提高装配程度。
屋面桁架现场拼装同工厂预拼装均采用“卧拼”的方式(图9),拼装时上下弦杆根据图纸和起拱值定位拼接,腹杆补档。具体拼装流程如下:测量放样,布置拼装胎架;弦杆分段上胎定位,腹杆连接;以此类推,最后一节腹杆上胎定位,拼装完成后对拼装单元进行测量复核。

图9 屋面主桁架整体拼装
拼装胎架由钢凳、垫板以及千斤顶共同搭设而成。胎架立柱及横梁采用HW200 mm×200 mm×8 mm×12 mm热轧H型钢,其他支撑均采用角钢75 mm×6 mm,立柱高度为850 mm,横梁长度根据拼装构件设置为800 mm,立柱相应位置设置受力加劲板,立柱底部设置钢板垫片。每个弦杆设置2个胎架,胎架间距随弦杆确定,且不大于8 m。
2.3.2 屋面大跨度桁架装配式钢结构安装
本项目屋面主桁架采用大跨度无临时支撑安装整榀吊装技术(图10),吊耳设置于桁架上弦,1台260 t履带吊作为主吊机,采用四点吊吊装,吊钩一侧的2个吊点用1根钢丝绳串接起吊,另一侧的2个吊点用另一根钢丝绳串接起吊的方法,来解决各吊点的负荷分配问题。

图10 大跨度无临时支撑整榀桁架吊装
桁架起吊前需要将桁架进行翻身,两侧汽车吊与履带吊同步起吊,桁架与水平面夹角由0°翻身至90°,夹角达到90°,为吊装状态,之后由履带吊单独缓慢起吊。当桁架至安装位置后进行测量矫正,然后由专业焊工进行焊接固定,最后安装主桁架之间的连系杆,保证整体稳定,使用全站仪对桁架进行定期观测。
整个过程施工前利用有限元软件对桁架整榀安装的各个阶段进行分析,并用动画进行模拟安装,确保施工安全可靠,保证桁架安装质量。
相对分段安装设置临时支撑方案,大跨度的整榀桁架装配式钢结构安装仅用3个工作日就把一榀主桁架安装就位,取消了支撑胎架的采购、运输、组装安装等工序,大大缩短了工期,减少了高空工作量,也减少了场地的占用,使得金属屋面、防腐防火、楼承板等工序可以提前插入进行分跨施工,减少了交叉作业现象[1-2]。
2.3.3 屋面悬挑桁架单元化装配式钢结构安装
此项目屋面悬挑最大已达到26.7 m,为方便施工,提高施工效率,采用单元化吊装(图11)。

图11 屋面悬挑桁架单元化安装
首先在地面简易胎架上进行单元式拼装。待单元拼装完整后,整体进行吊装,在悬挑端部附近布置支撑胎架,保证结构吊装过程稳定。
当悬挑全部安装完毕并焊缝检测合格后,进行胎架整体分级卸载,使用此方法,吊装脱钩时间短,提高了施工速度和装配程度。
2.3.4 大跨度桁架装配式钢结构安装精度控制
1)加工阶段控制。
① 构件加工。在装配式钢结构构件加工过程中,要充分将BIM三维模型和图纸结合,采用最优的加工设备和加工工艺,选用经验丰富、能力较强的技师对复杂零件精准加工。提前考虑人工误差、焊接变形,选择最佳组装顺序和焊接工艺,流水线加工,严格控制各工序质量,保证构件在零件组装过程中尺寸、位置、角度在规范和设计要求范围内。
② 桁架拼装。桁架的拼装精度直接影响现场安装的精度。在拼装过程中,首先要结合设计图纸,在拼装台上对构件进行放线测量,提前考虑设计起拱值,构件定位后先进行临时固定,待校正合格后进行焊接。现场拼装的桁架应在加工厂进行预拼装,检查桁架弦杆的弧度和牛腿的位置、尺寸、角度是否符合规范要求,减小螺栓孔距离偏差,避免构件返厂。
2)安装阶段控制。通过有限元分析软件对桁架吊装和整体施工阶段进行分析验算,根据本项目桁架及施工工艺特点,验算得知,桁架在与水平面夹角为0°、30°、45°、60°时刚度较弱,为避免桁架变形,在桁架最外侧2点以及中间2个吊点对应的下弦杆各设置1个支撑点。翻身前在桁架上下弦杆上设置测量反射片,在桁架翻身结束后对反射片进行全站仪打点,尺寸符合设计和规范要求后,由监理检验后旁站吊装。就位时首先采用全站仪校正,然后通过码板临时固定,全部焊接完成之后方可割除码板,履带吊松钩。安装结束后定期对桁架反射片坐标进行记录,将实测值和BIM深化模型坐标值进行对比,总结原因,提出解决方案,提高大跨度桁架安装合格率。
2.4防腐、防火构造
钢构件在工厂做防腐前保证构件表面无油、干燥,抛丸除锈达到Sa2.5级,根据室内外构件不同,工厂内涂装的底漆和中间漆厚度也不相同,防火涂料及面漆现场涂装,通过防腐涂料对钢构件的保护,阻止了腐蚀介质渗透,有效地保护钢构件。
本工程耐火等级为一级,钢柱选用3.0 h非膨胀厚型防火涂料,屋面桁架、楼层桁架、悬挑桁架选用2.0 h膨胀型防火涂料,楼梯、马道、栏杆等为1.5 h膨胀型防火涂料,可满足钢结构防火要求。
3 结语
本文结合烟台八角湾国际会展中心项目,对钢结构节点、楼板构造、大跨度桁架的拼装和安装、防腐及防火构造进行分析,重点突出大跨度桁架装配式钢结构安装技术,在施工过程中充分运用BIM技术对装配式钢结构安装进行提前策划和过程中检查,保证了大跨度装配式钢结构安装的可靠性,提高了大跨度桁架安装的精度,体现了装配式钢结构快、好、省的优点。
