ZL104铝合金刀盘体的铸造工艺优化
2021-09-10贝伟明
贝伟明
摘要:公司生产的ZL104铝合金刀盘体铸件厚壁处常出现缩松缩孔缺陷。使用芸峰CAE软件对此盘体原有的铸造工艺进行凝固过程模拟仿真,预测缩松缩孔缺陷位置与实际生产相吻合。优化工艺后,再次用CAE软件进行模拟仿真,得到合理的方案后,在实际生产中应用,毛坯加工后该区域的缩松缩孔完全消除,获得了合格零件。
Abstract: The ZL104 aluminum alloy cutterhead castings produced by our company often appear shrinkage holes in the thick wall. Using Yunfeng CAE software to simulate the solidification process of the original casting process of this castings, the position of shrinkage porosity defect predicted is consistent with the actual production. After optimizing the process, simulate again. And a reasonable process was obtained, it was applied in actual production. Finally, the shrinkage cavity in this area was completely eliminated, and qualified parts were obtained.
關键词:ZL104铝合金;缩松缩孔缺陷;铸造工艺优化
Key words: ZL104 aluminum alloy;shrinkage defect;optimization of casting process
中图分类号:TG2;TP3 文献标识码:A 文章编号:1674-957X(2021)06-0085-02
0 引言
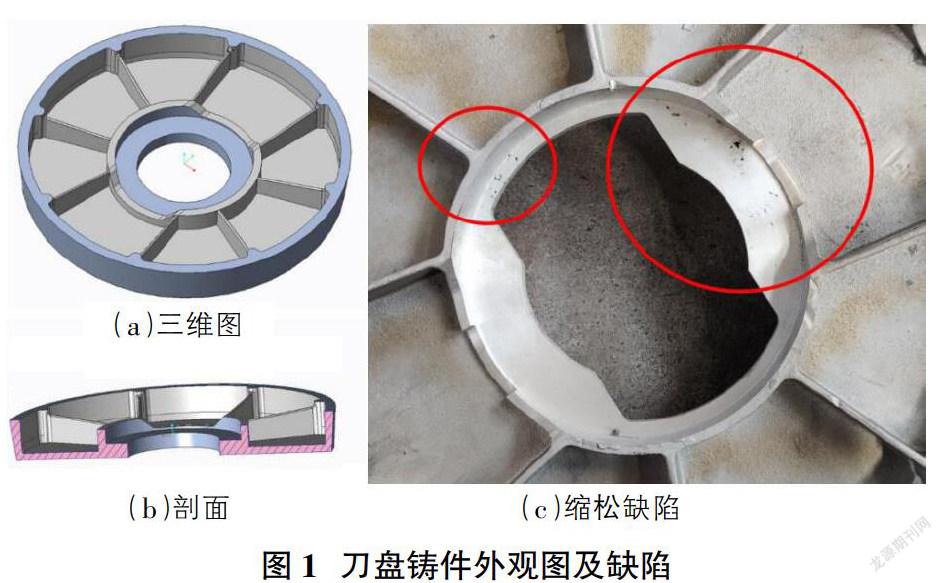
公司生产的刀盘体采用的是ZL104材料,刀盘体用于安装切割烟支的刀片,要求没有缩孔缩松、裂纹等铸造缺陷。此铸件进行精加工后发现中间较厚区域常出现缩松缺陷(图1),产生批量报废。为此采用铸造CAE模拟仿真技术并结合铸造理论基础寻求解决措施[1-5]。
1 刀盘结构特点
刀盘最大轮廓尺寸为460mm,高度为57mm,最大壁厚为20mm,最小壁厚为4mm,重7.6kg,采用粘土砂造型小批量生产,铸件结构如图1所示。
2 原铸造工艺
2.1 浇注系统
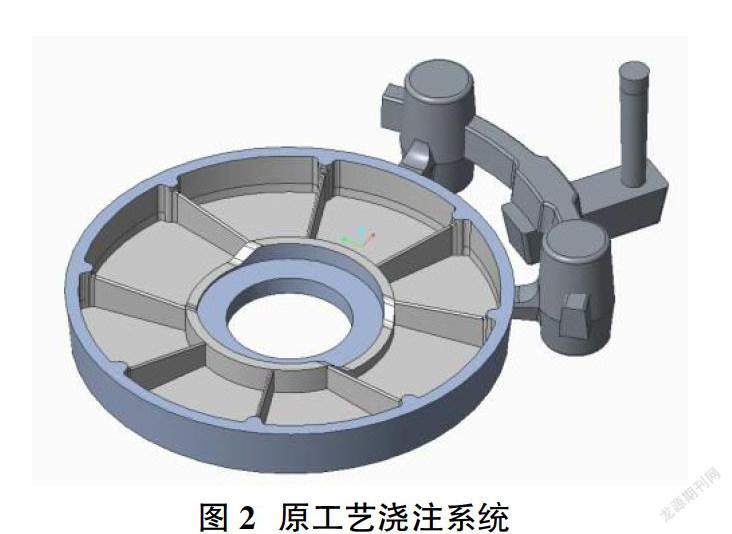
原铸造工艺如图2 所示,刀盘平面朝下,采用顶注开放式浇注系统,内浇口通过暗冒口引入铸型,浇注温度为730℃。
2.2 凝固过程仿真分析
通过使用芸峰CAE软件对刀盘的凝固过程进行模拟仿真分析。
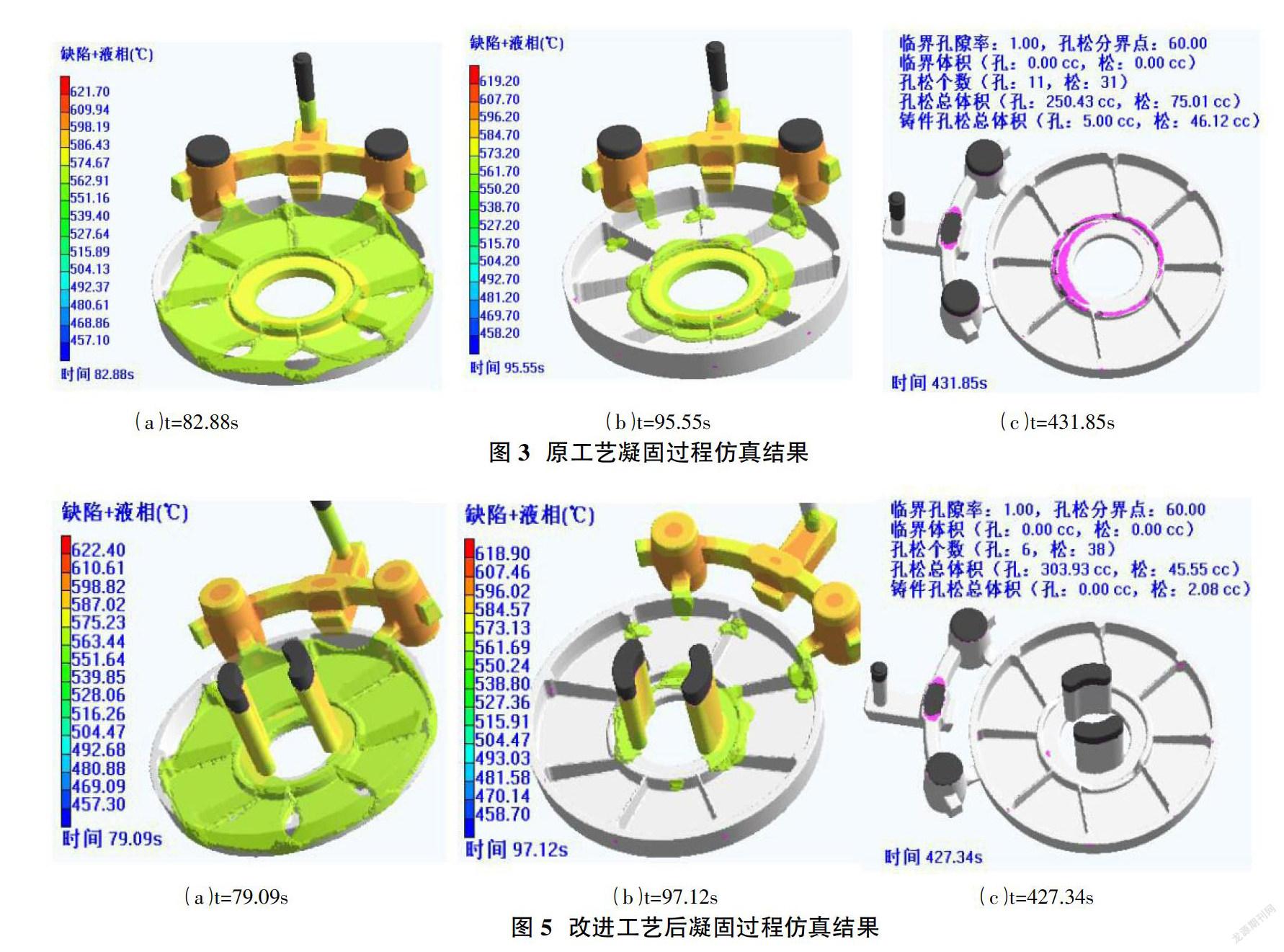
图3(a)为t=82.88s时的凝固状态,此时刀盘四周的壁已经凝固,底部平面大部分仍处于液相状态;图3(b)显示t=95.55s时底部平面外圈基本凝固完成,而中间较厚部位形成了孤立液相区,冒口的补缩通道也消失;图3(c)为t=431.85s时凝固状态,此时整个铸件与浇冒口凝固完成。从图3(c)右上方显示文字看出,铸件孔松总体积为,孔5.00cc,松46.12cc,表明原始工艺易产生缩孔缩松缺陷,其位置也与加工过程中发现的位置相符。从模拟仿真分析中可以看出,刀盘出现缩孔缩松缺陷是因为底部平面中间的区域壁厚较大(20mm),而底部平面外圈壁厚为10mm,凝固过程中薄壁处先于厚壁处凝固,此后设置在内浇口处的暗冒口对厚壁处起不到补缩作用,最终厚壁处产生缩松缩孔缺陷。
3 优化工艺及仿真分析
针对出现缩松缺陷的厚壁区域,设计环形冷铁,冷铁厚度为15mm[6],间隔为15mm,并在上方安放两个圆弧腰形压边冒口,压边10mm,结构如图4所示。
对优化后的方案进行模拟仿真分析,图5(a)为t=79.09s时显示刀盘四周已开始凝固;图5(b)为t=97.12s时,刀盘底部较薄部分凝固,此时内浇口处的暗冒口对刀盘底部较厚区域失去补缩作用,而腰型冒口仍处于液相状态,能对厚壁处进行补缩;图5(c)为t=427.34s时,铸件完全凝固,上方显示铸件孔松总体积为缩松2.08cc,较原始方案有明显改善。
4 生产验证新方案
生产现场采用改进措施的方案,首次生产刀盘17件,精加工后发现所有刀盘厚壁处均未发现缩松缩孔缺陷(图6),获得了合格零件。
5 结语
①刀盘产生缩松缩孔的原因是中间厚壁处在凝固过程中形成孤立液相区,得不到补缩;
②在厚壁处增设环形冷铁并在其上方设置压边冒口能有效解决厚壁处的缩孔缩松缺陷;
③铸造CAE技术可以将复杂的铸造生产过程可视化,便于工艺人员进行工艺分析及优化工艺方案,从而减少试验成本,提高生产效率和质量。
参考文献:
[1]候文超,张西生.长筒状铝合金铸件铸造缺陷的工艺改进措施[J].铸造技术,2015,36(9):2380-2382.
[2]孙策,盛文斌,阎思锦,等.ZL114A横梁铸造数值模拟及工艺优化[J].铸造技术,2019,40(9),941-945.
[3]郝亮亮,杜婷.半圆环板铸造工艺优化[J].铸造技术,2020,41(7),641-644.
[4]刘雲峰,王昭.铝合金车轮轮辋缩松原因分析及措施[J].内燃机与配件,2020(10):63-64.
[5]刘永勤,介万奇.铝合金铸件的凝固缺陷形成机理及预测[J].中国材料进展,2014,33(6):355-359.
[6]王继章,杨晶,王宁.铝合金铸造中冷铁作用效果的研究 [J].特种铸造及有色合金,2011,31(10):961-963.
