异种钢焊缝泄漏原因分析及解决措施
2021-09-01朱白钦孙守业
朱白钦,孙守业
(河南龙宇煤化工有限公司,河南 永城 476600)
在化工生产装置中,压力管道所占比例较大,发生事故所占比例较高,管道连接方式最多采取焊接,而事故之中管道焊缝问题往往又占到了一定比例。本文对化工装置生产中遇到的管道异种钢焊缝泄漏进行了原因分析,并对异种钢焊接在施工及检修中出现的问题提供帮助。
1 装置概况
河南龙宇煤化工有限公司原料气冷却器(E04203)为40万t/a醋酸装置配套低温甲醇洗工段,原料气采用中国五环工程有限公司自主设计的2台气化炉,经变换装置、低温甲醇洗装置、变压吸附等装置,分别向醋酸和乙二醇装置供气。原料气(H2、CO、CO2、 N2、CH4等)与来自冷却器 E04207 后的二次压缩的循环气一起在原料气冷却器E04203 中进一步冷却。在此被一些逆行的气流冷却,这些气流包括冷的合成气(来自深冷分离单元的前端净化)、CO2产品气(来自 CO2闪蒸塔 C04203 一段)以及再循环气(来自中压闪蒸塔 C04202)。离开 E04203 的原料气在原料气终冷器 E04225 中被-40℃级的氨制冷剂做最后一次冷却,并送往甲醇洗涤塔 C04201。
E04203为绕管式换热器,壳程温度为15.8℃,运行压力为3.25MPa,运行流量为145 000Nm3/h,管程CO2入口运行温度为38.3℃,运行压力为0.17MPa,出口运行温度为18℃。
2 泄漏失效经过
2020年6月18日23时00分,气体净化岗位巡检人员在酸脱2号框架第4层E04203合成气入口法兰处,发现便携可燃气体检测仪报警,经排查发现,E04203合成气入口法兰焊缝处有合成气喷出,法兰焊缝约有4cm左右裂纹,且裂纹有往两边扩展趋势,泄漏时压力、温度无明显波动,为避免漏点进一步扩大酿成事故,果断采取切气、停车隔离置换处理。下图1、图2为漏点情况,分别为泄漏过程中位置和停车后位置。

图1 泄漏过程中位置

图2 泄漏停车位置
3 焊缝失效泄漏原因分析
该处焊缝的母材为异种钢焊接,E04203设备壳程进口法兰(DN500 300LB)材质为304SS,管道材质为A106-B。通过一系列检测,分析焊缝失效泄漏的原因。
3.1 宏观检查
管道直径约510mm,法兰侧管壁厚约为30mm,管道侧壁厚约为13mm,管道内部焊缝成形较差,存在焊瘤、未焊透、未熔合、错边等缺陷(见图3、图4)。用砂轮机从焊缝中心将整条焊缝径向切割开,以使得法兰、管道两侧均保留原始焊肉,以便于进一步分析和观察根部打底焊缝的情况和裂纹处的情况。对切割开的焊缝,从法兰焊肉侧、管道焊肉侧以及切下来的焊缝的打底层、填充层和盖面层分别进行光谱分析。从焊缝靠碳钢侧的焊趾处明显开裂,且切割开后能很轻易地沿着坡口角度将焊肉撬开并打开裂纹,裂纹面呈褐色,为焊缝表面原始形态,焊道清晰,焊缝表面光滑,为焊接所留自由表面。裂纹沿管道侧焊缝熔合线,从管内侧开裂,向管壁厚方向扩展。

图3 法兰侧管内焊缝焊接情况

图4 法兰侧管内焊缝无损检测情况
3.2 无损检测
对泄漏法兰管内、外进行渗透检测,法兰内侧焊缝存在裂纹,裂纹沿管道侧熔合线扩展,裂纹较直、无分叉;在裂纹开口较大区域,揭开覆盖在裂纹表面的管母材,裂纹面为焊缝原始自由表面,焊缝形态清晰,管外壁未发现裂纹缺陷。
3.3 化学成分分析
为进一步分析法兰管失效泄漏原因,对失效件进行取样加工,在渗透显示内部裂纹部位截取金相试样和断口形貌分析试样,在法兰侧钻取母材化学成分分析试样,并在外侧焊缝处钻取焊缝化学成分分析试样,根据钢铁及合金化学分析方法,对该试样进行化学成分分析,化学成分分析结果见表1,法兰侧母材化学成分符合GB/T20878-2007《不锈钢和耐热钢牌号及化学成分》中S30408的要求。
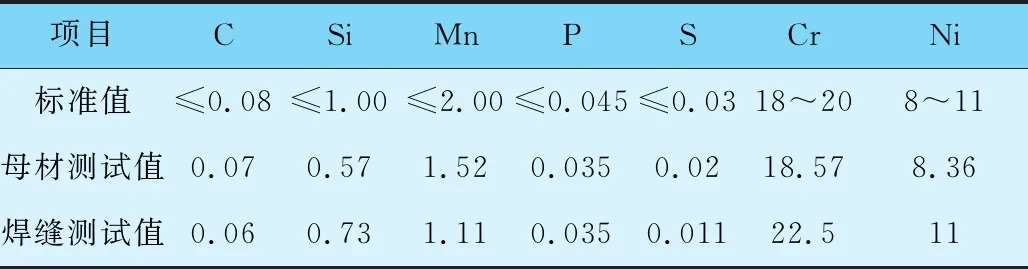
表1 母材化学成分分析 (%)
3.4 金相组织分析
取试样进行金相分析,法兰管侧母材金相组织为奥氏体+析出相,析出相呈颗粒状,分布在晶内或晶界,个别晶界上析出相呈链状,存在敏化迹象。焊缝金相组织为奥氏体+δ铁素体,管道侧母材金相组织为铁素体+珠光体,管道侧热影响区金相组织为共析铁素体+珠光体,裂纹位于焊缝熔合线,启裂纹于管内壁,沿管壁厚方向扩展。
3.5 硬度试验
依据GB/T4340.1的要求,对试样硬度进行测定,测定结果见表2,焊接接头硬度满足GB/T 13296中0Cr18Ni9(S30408)要求。
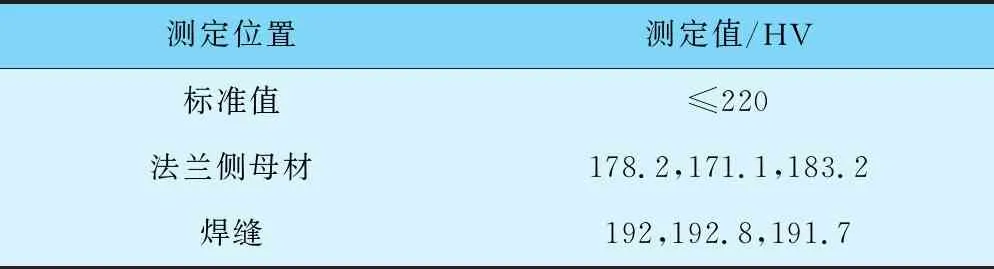
表2 测定结果
3.6 焊缝失效原因
设备法兰侧材质为不锈钢,管线侧管材质为碳钢,异种钢焊接选用了不锈钢焊条。焊缝与法兰侧管均为不锈钢,其热膨胀系数相差不大,而管线侧材质为碳钢,焊缝为不锈钢,两者热膨胀系数相差较大,在焊缝冷却过程受力较法兰侧熔合区大;再者,管内壁焊缝成型较差,存在焊瘤、未熔合、未焊透、焊缝余高等缺陷,焊接缺陷部位易产生应力集中,两者应力叠加,易在缺陷部位优先发生开裂;从失效点位于E04203入口侧、介质来自经C04207氨洗涤后的原料气、管内壁附着有铁锈色垢物与垢物的存在等问题,说明原料气在失效法兰部位发生了冷凝,有水相析出,原料气中的酸性气体在有水相的环境下,易形成电解质环境,不锈钢的焊缝与碳钢母材存在电位差,在电解质环境中沿熔合线发生电位腐蚀,在应力的作用下,对焊法兰沿熔合线发生开裂,这与裂纹宏观检验结果一致。
综合以上针对焊法兰附近的介质存在冷凝现象的分析,认为不锈钢焊缝与碳钢母材发生电偶腐蚀是管道焊缝开裂的主要原因。内壁焊缝焊接质量缺陷,介质易在缺陷部位残留、聚集,并且缺陷部位易产生应力集中,管道焊缝成型较差是造成焊缝开裂的次要原因。
4 防范措施
为减少异种钢焊接产生焊缝开裂,将采取以下措施:一方面,将设备法兰(DN500 300LB)304SS材质更换为碳钢法兰,焊接作业前编制焊接工艺,焊工在施焊时必须准确掌握焊接工艺卡的内容,为提高焊接质量,焊缝委托第三方检验单位进行无损检测,避免焊瘤、未熔合、未焊透、焊缝余高等缺陷的出现;另一方面,在管道外壁增加蒸汽伴热,避免介质的冷凝现象。
5 结语
对异种钢焊缝失效泄漏的原因进行了分析,并采取了防范措施,避免焊缝泄漏造成的事故,保证了装置长周期运行。
