高温合金GH3030不等厚环形件缝焊气孔控制研究
2021-08-26柯文敏嵇佳佳卢锐李飞吴超陈雅金坤梓汤俊礼程琦
柯文敏,嵇佳佳,卢锐,李飞,吴超,陈雅,金坤梓,汤俊礼,程琦
中国航发南方工业有限公司 湖南株洲 412002
1 序言
电阻焊方法起源早,在民用产品使用广泛,焊缝要求简单,工艺研究创新少;对于航空精密零部件大多是Ⅱ级焊缝,焊缝要求高,特别是在高温合金材料的广泛使用,工艺研究少,且对于电阻焊接工艺过程要求非常高,焊缝内部质量有气孔控制要求[1]。
GH3030是早期发展的80Ni-20Cr固溶强化型高温合金,化学成分简单,在800℃以下具有良好的热强性和高塑性,以及抗氧化、热疲劳、冷冲压和焊接工艺性能。合金经固溶处理后为单相奥氏体,使用过程中组织稳定[2]。其主要用于航空发动机800℃以下工作的涡轮发动机燃烧室部件,以及在1100℃以下要求抗氧化并承受载荷很小的其他高温部件。这些部件采用焊接连接时对焊缝内部质量要求严格,不允许有超过一定尺寸和数量的气孔或裂纹,特别在不等厚板(接近1 : 2)连接上,极易出现焊缝熔核偏移和气孔缺陷。基于此,针对GH3030高温合金开展不等厚板缝焊工艺研究。
本文以板料试片为对象,以某典型零件发生器屏蔽组件(见图1)为生产验证载体,屏蔽组件经过缝焊后,再经X射线检测,要求气孔≤φ0.5mm,缺陷间隔应>5mm,允许的缺陷总数200mm焊缝上≤20个。研究焊接气孔与各种因素(电流、压力、时间、工装滚盘、零件板厚、设备)之间的关系;为了解决内部气孔数目和直径超标的问题,摸索新的焊接参数,确保零件的质量,进行了滚焊消除气孔的工艺研究。

图1 某机型屏蔽零件
2 试验过程
2.1 试验材料及设备
(1)材料 高温合金GH3030板材厚度分别为1.1mm和2mm,其化学成分见表1。

表1 GH3030高温合金化学成分(质量分数) (%)
(2)高温合金GH3030零件 某型发动机发生器屏蔽(壁厚2mm)及内环(壁厚1.1mm)。
(3)试验设备 三相次级整流缝焊机HANSON AB-150-40S、线切割机、低倍显微镜及光学电子显微镜。
2.2 试验过程
1)焊前清理:先采用化学和机械清理方式,去除试板和试件表面氧化膜和油污,再用无水酒精清理擦拭零件焊缝。
2)以原设备焊接参数为基础,更换为下电极臂刚性较好的三相次级整流横缝焊机AB-150-40S进行不等厚度板材的分组焊接试验,滚盘设计采用上宽8mm、下宽7mm。焊接参数为:休止时间统一设置15周波,从电流、压力、时间等参数匹配对焊缝气孔的影响规律,按照变量正交试验参数设计原则,共计9组试验参数,见表2。对每组试件进行焊缝外观、低倍检查,X射线气孔检查,对比结果找出最佳参数组合。

表2 缝焊试验焊接参数
3)进行单个试验零件屏蔽和内环验证试验。
4)进行批量正式零件验证。
5)对最佳工艺参数的试板和正式零件进行高倍金相组织分析。
3 试验结果与分析
3.1 缝焊气孔控制影响分析
对于GH3030不等厚板零件内部气孔,是由于切断焊接电流后熔池在凝固过程中,电极压力继续维持至熔核凝固到足够强度。当熔核达到合格的形状与尺寸后,切断焊接电流,熔核在电极压力作用下冷却,熔核体积小,夹持在水冷电极间,冷却速度高,熔池产生三向拉应力,电极压力在时间、空间分布、大小未与熔池产生的三向拉应力相互平衡,导致局部的熔池随着自身产生的应力自由变化,从而拉出缩孔缺陷[1,2]。
针对以上原因,滚焊焊接过程中,对于达不到内部气孔的要求,调整焊接参数、改进焊接工装、调整工艺控制过程。解决缝焊内部气孔,不是单一的解决气孔,电阻焊参数的调节应兼顾以不出现焊接飞溅为首要条件为每个参数调节的临界点,兼顾熔核大小,对于该零件不等厚板料的焊接还应兼顾熔核偏移的问题,在调整焊接参数时要兼顾电流、压力、时间、工装滚盘、零件板厚、设备相互之间的匹配关系。在焊接设备SM-200上,虽然原始焊接参数经过试片参数的调节后方能合格,但是在零件上合格难度比较大,因为对于内部气孔和裂纹有要求的焊缝,必须选择随动性比较好的电阻焊设备,而设备的绕度问题是影响随动性的一个关键因素。由于随动性差,电极压力设置对于熔核的裂纹和气孔将起不到作用,因此为了解决气孔,从以下三个方面进行改进。
1)调整焊接设备,改用随动性好的设备,保证压力曲线随时间变化的稳定性和及时性。
2)调整焊接滚盘,防止熔核偏移和虚焊,保证熔核的焊透率和熔核大小。
3)在以上两个硬件的条件下,调整合适的焊接电流、时间、焊接压力匹配关系,从而改变能量曲线和压力随时间变化曲线,解决焊接飞溅和内部气孔问题。
根据热量公式(Q=I2Rt),对厚度大的材料产热多、散热难,因此防止热量不平衡的工艺方法是采用不同的滚盘宽度以及冷却条件。那么上面采用厚而大的滚盘使通过电流通路的热量散失快,下面采用薄而小的滚盘散热慢;同时在外冷却水流量控制上,上面开的冷却水流量大些,这样达到两者热量的平衡,防止了熔核的偏移。在熔核控制方面,经过工艺改进,在熔核宽度满足要求的情况下,厚薄板的焊透率约为50%。最后进一步优化焊接参数试验,选择焊接模式为滚点焊(步进点焊)的模式,调整最佳焊接参数。
3.2 缝焊气孔控制试验结果及分析
点焊焊接循环过程通常包括预压、焊接、维持、休止4个过程[1]。根据焊件材质及焊接结构要求在焊接循环中还可以增加预热、回火、锻压等过程,构成复杂的焊接循环。缝焊在第一点进行出现预压,最后一点出现维持和休止,焊接循环上是以重复焊接和冷却之间焊接,在焊接过程中,缝焊实现不了锻压力的功能。因此,首先,选用能加锻压设备,且该台设备绕度小,在焊接过程中随动性好,加锻压力后无延迟,这样可以保证在熔池凝固过程中实现压力的匹配。其次,设备参数必须采用滚点焊(步进点焊)的方式,运用缝焊的自动化和速度一致性,用点焊的锻压力功能以达到控制零件的内部质量,调节参数的过程见表2,试验结果见表3。
从表2和表3中可以看出,采用滚点焊模式能根据材料的熔化和凝固过程中改变压力曲线,以适应熔池不同时间的力学特性。对于缝焊来说,解决内部气孔一般是预压时间延长,压力增大,当压力增加到60PSI时就会产生飞溅。从原设备参数组到第1组参数增加预压时间和焊接压力的情况下,气孔的数目和大小基本没什么变化,说明滚焊这种模式对于解决气孔并不理想,因此采用滚点焊焊接模式,见表2中第3组~第9组参数。

表3 缝焊试验参数结果统计
根据电阻焊的原理,电阻产生热量,当电流不变时,电阻越大产生的热量越多[3-5]。当两块金属相接触时,接触处的电阻远远超过金属内部的电阻。因此,如有大量的电流通过接触处,则其附近的金属将很快地烧红热并获得很高的塑性。这时施加压力,两块金属就会连接成一体[2],焊接GH3030高温合金不等厚板易产生熔核的偏移和虚焊。出现熔核偏移的原因是熔核不对称于其交界面,偏向厚板或导电导热差的一边,偏移的结果是薄件或导电、导热好的工件焊透率低。熔核偏移是由两工件产热和散热条件不相同引起的厚度不等焊接,厚板一侧电阻大,交接面离电极远,故产热多而散热少,热量在厚板积聚,那么熔核在热量多的地方就会形成熔核多。因此,在焊接不等厚高温合金材料时,为了使熔化核心不出现偏移带来气孔研究的深入,设计上下电极宽度不一致,滚盘将原来的上下均为8mm宽改制成上8mm、下7mm的滚盘,滚盘接触面采用球面设计,滚盘结构如图2所示。采用这种设计是因为上滚盘厚2mm、下滚盘厚1.1mm的GH3030高温合金,从而达到上下热量的平衡。

图2 滚盘结构
镍基高温合金相对于碳素钢,由于热导率小、线膨胀系数大,所以热胀冷缩体积的变化幅度大。为了减少因导热性差而导致焊接过程中产生的不均匀受热,温度场分布差距大,导致受热残余应力和受热变形,通常使用预热脉冲;在焊接凝固过程中,缝焊通常采用外部水冷,这相当于水淬处理,冷却速度比空冷快。冷却速度过快会产生热胀冷缩的体积变化大,引起顶锻压力过早介入,易使熔核直径过小,且易产生飞溅;介入过晚,则顶锻压力起不到作用。对于高温合金,由于焊接易产生气孔和裂纹,因此冷却时间点不好把握。为了使顶锻压力时机裕度更大,需要加缓冷的脉冲,增加焊接循环中的时间,使凝固过程放慢,即采用三段电流的方式:预热、焊接、缓冷。
根据表2,镍基高温合金GH3030调节电阻焊参数组合,选择3段加热电流还不够,在电流曲线满足要求的情况下还必须兼顾压力曲线,因为压力曲线是解决零件气孔的关键,并且该种材料的电阻率和高温强度比不锈钢和普通碳素钢要大。根据热量公式,在产生同等熔化热量的情况下,GH3030高温合金使用的电流相比不锈钢和普通碳素钢要小,高温屈服强度大,相互之间产生的拉应力相对较高,必须使用比不锈钢和普通碳素钢大的顶锻压力,这样才能克服材料的高温屈服强度和体积的变化产生的内部应力,从而达到去除缩孔的目的。因此,要去除气孔,应不断地提高滚点焊过程中的顶锻压力。从表2中可以看出,第3~第7组参数随着压力的增加,气孔的直径在不断的减小,到了85PSI后基本保持不变,而锻压延迟时间是在第2段脉冲开始时间点开始计算延迟9个周波为最佳加顶锻压力的时机;同时,随压力的增加,零件接触界面的电阻是显著减少的,电流基本不受影响,那么形成熔核的能量减少、熔核直径就会减少,所以从第3组~第6组参数随着压力的增加,同时电流也跟着调节,这样才能保持熔核直径和板材焊透率基本不变。
从表2中看出,到第7组调节压力对缩孔的直径没有太大的影响,因此对于GH3030高温合金具有散热慢的物理特性,增加缓冷脉冲,那么就使锻压力达到最佳。对于这个压力值的保持时间长短来说显得很重要,因为焊缝的熔核是在锻压力外力的作用下进行凝固的,由于凝固有时间要求,如果锻压力的保持时间不够,就容易产生气孔缺陷,所以第8组参数是在第6组参数基础上把维持时间从25周波增加到35周波。随着维持时间的增加,气孔的直径从0.8mm降到了0.6mm,第9组参数把维持时间增加到45周波,气孔基本消除,最终满足设计和工艺的要求。即表2中第9组参数为最佳工艺。
3.3 正式零件批量稳定性验证
采用第9组参数进行生产验证,改进后的结果见表4, X射线检测质量一次合格率100%,达到预期的效果。

表4 零件改进后X射线检测结果
通过生产验证,第9组焊接参数零件外观如图3所示。由图3可以看出,经过改进后的焊接参数,零件表面状态为白亮色,外观无烧损氧化;经X射线检测,不仅在焊接第13个首件上合格,满足设计图样和工艺要求,X射线内部气孔缺陷的数目少,最大为0.2mm,而且8个零件用第9组参数进行焊接内部均符合标准要求。

图3 第9组焊接参数零件外观
通过金相试验(见图4),横向熔核宽度4.3m m,薄板焊透率40%,厚板焊透率40%,压坑深度均约0.15m m;纵向剖切焊缝重叠率为30%~50%。经过金相组织分析(见图5),焊缝区为枝晶组织,基体和热影响区是等轴晶组织,热影响区组织较基体有明显的晶粒长大,满足G3030高温合金电阻焊接的组织和强度要求。
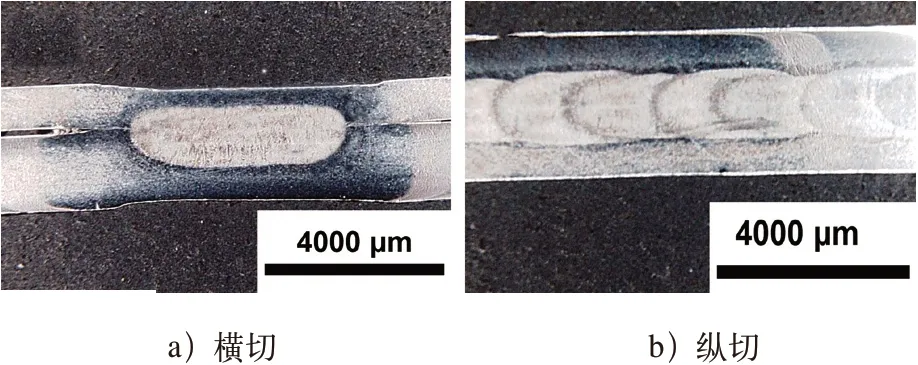
图4 缝焊焊缝熔核宏观低倍金相

图5 缝焊焊缝熔核微观金相组织
4 结束语
1)高温合金GH3030不等厚环形件缝焊最佳焊接工艺为:焊接设备选用绕度小、随动性好的AB-150-40S焊机;焊接模式从滚焊改为滚点焊(步进点焊);电流脉冲从单脉冲调整为预热、焊接、回火多脉冲焊接;焊接压力为85PSI,锻压增量压力为22PSI,锻压延迟为9个周波;维持时间为45周波;焊接滚盘设计为上8mm、下7mm等宽滚盘。
2)新确认的焊接参数熔核平均为φ5.2mm,焊缝熔核焊透率薄板和厚板均为40%,重叠率为30%~50%,焊缝未出现熔核的偏移。焊缝组织为均匀的枝晶组织,基体和热影响区为等轴晶组织,热影响区组织较基体无明显的晶粒长大,焊缝内部气孔最大为0.2mm,远远小于标准要求。
3)多批次零件生产验证一次X射线检测合格率为100%;零件焊缝外形美观接近金属本色,不仅大大提高了产品质量和零件的生产效率,而且降低了生产成本。
