馏分油加氢装置增产加氢石脑油方案分析
2021-08-25潘雄岗中海石油舟山石化有限公司浙江舟山316000
潘雄岗(中海石油舟山石化有限公司,浙江 舟山 316000)
0 引言
中海石油舟山石化有限公司加氢装置由镇海石化工程有限公司设计的170万吨/年馏分油加氢,加氢改质单元由反应部分(包括压缩机和循环氢脱硫)、产品分馏部分、轻烃回收部分及公用工程部分等组成,2018年采用中海油天津化学院公司开发催化剂,二段全循环工艺,加工原料为:重馏分油、焦化柴油以及焦化石脑油,最大限度生产石脑油,调和后满足重整原料要求(氮含量小于8×10-6mg/L),同时副产液化气和轻石脑油等。
本装置与2006年8月破土,2008年4月开工。10年过去,现在主要产品是加氢石脑油和低硫柴油,而加氢石脑油作为UOP重整进料,少部分根据市场需求作为化工原料进入市场销售。自2016年以来,企业急需调整产品结构,为其寻找新的出路,进一步降低柴汽比提高经济效益,探讨增产石脑油的方法。
1 提高石脑油收率可行性分析
1.1 装置未满负荷操作
受公司整体生产安排限制,加氢原料处理量一直维持在设计负荷的70%~80%左右,反应跟分馏操作还有不少提升空间,提高石脑油收率具有良好条件。
1.2 高性能催化剂更新
随着催化剂不断更新换代,新型催化剂具有加氢脱硫脱氮活性高、稳定性好、选择性集中等特点,中国石油化工股份有限公司抚顺石油化工研究院研制的FF系列催化剂不断更新,中海油天津化学院公司研制的THH系列等都对石脑油收率提高提供了可能。
2 方案分析
2.1 影响因素
原料油性质:通过对比其他加工类型原料性质,可以发现延迟焦化柴油本来就具有高硫高氮含量等特点,加上装置运行周期长,与原设计相比,原料在密度、硫氮含量以及残碳含量方面会有大幅度增加,杂质结构会更加复杂[1]。
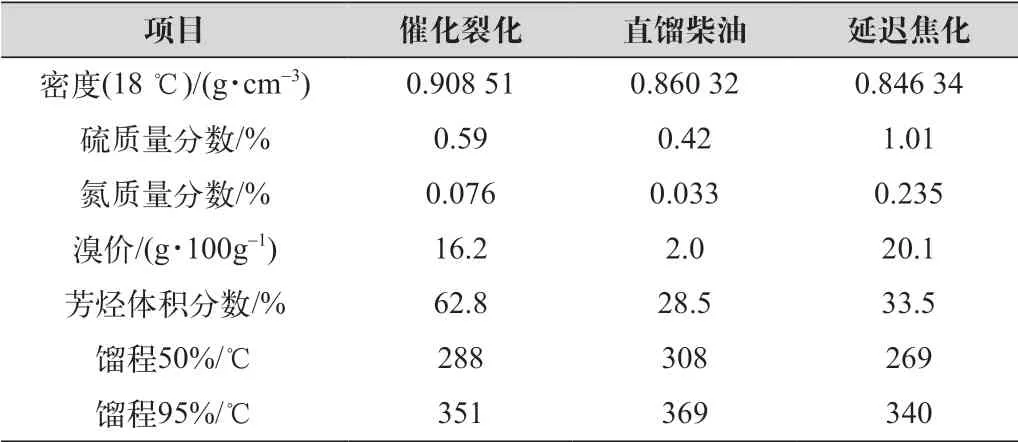
表1 不同柴油馏分性质对比
2.2 方案
加氢改质石脑油产率影响因素主要有催化剂性质、反应温度、空速、反应压力、抽出量、柴油回炼、适当提高干点和提高转化率等,对应影响因素我们提出了更换催化剂、提高反应进料温度、降低运行空速、提高反应系统压力、增大重石脑油抽出量、掺炼催化裂化柴油、自产柴油回炼、适当提高石脑油干点和提高转化率等方法,并对比分析每种方法石脑油收率,从而得出结论。
3 更换催化剂
不同类型的加氢裂化催化剂性能千差万别,其差别不仅表现在活性方面,还表现在加氢功能和裂化功能之间不同匹配导致加氢裂化产品选择性不同,导致产品差别的变化。
以石脑油和催化重整原料为主要目的产品时,要选择轻油型加氢裂化催化剂及采用全循环流程。这类催化剂的强酸性和中等加氢活性有利于反应物分子的异构化、歧化、芳构化、加氢、氢转移和C-C键断裂,使产物中烷烃的异构烃与正构烃之比高,保留单环结构,石脑油产品具有较高的芳烃潜含量[2]。催化剂具有很好的温感特性,不同压力下均具有适宜的裂化活性,可以得到高芳烃潜含量的加氢石脑油馏分。
随着催化剂的改造升级,在选择性方面做了很多调整,装置根据产品需要选择合适的催化剂类型已经成为常态,本装置在2018年大检修期间对催化剂选择做了调整,最大限度的增产石脑油,并取得显著效果。
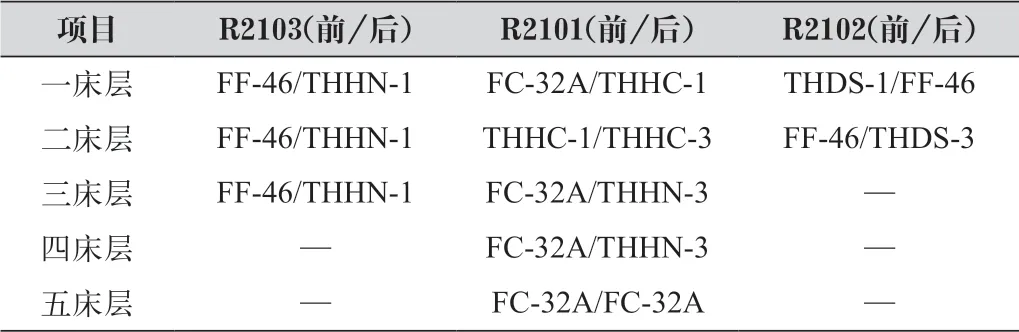
表2 反应器大检修前后催化剂装填型号表
4 提高反应温度和降低空速
反应温度是调控反应深度最直接且最有效的方法,在柴油加氢裂化反应器中,各床层平均反应温度都相对较高,裂化反应更是属于强放热反应,精制反应的加氢脱硫、加氢脱氧、加氢脱氮、芳烃加氢饱和脱金属反应都属于强放热反应,反应温度对加氢反应的影响就繁杂很多。从动力学角度出发,反应温度的提高确实有利于反应速率的加快,也有利于硫、氮、氧等杂质的脱除,并且提高芳烃的转化率;而对于热力学角度而言,一系列的加氢强放热反应,当反应温度过高时,热力学平衡常数会减小,芳烃加氢就会受到抑制,加剧裂化反应,导致十六烷值下降,并且催化剂在高温度下也更容易失活。因此,柴油加氢反应需要选择合适的温度,不宜过高,满足产品需求条件下尽可能采用较低反应温度。
经过以往研究发现加氢精制和加氢裂化在提温后,石脑油中环烷烃会增加,烷烃和芳烃则减少,芳潜值增加。适当提高精制和裂化反应温度,还能够达到提高石脑油收率的目的[3](锦江石化装置在现有设计的前提下,实现了增产石脑油这一目的,并在此借鉴他们的经验,通过提高反应温度和降低空速的方法,实现了轻重石脑油收率的提高,中间馏分的下降),但只靠提高反应温度还是具有局限性,反应温度过高,将会导致催化剂的失活,因此,应该多方面考虑来提高石脑油收率。
4.1 提高反应压力
氢分压与反应器入口压力成正比,为使加氢装置处于最大的氢分压下运行,一般装置都使压力接近于其设计压力,加氢反应通过提高氢分压可以加快HDS、HDN、多环芳烃的加氢饱和及开环裂解的反应速度,有利于加氢裂化反应过程的进行,但随氢分压的升高,化学氢耗显著增加,主要是随氢分压的提高,芳烃加氢饱度相应的提高,从而消耗了更多的氢气,但是重石脑油收率和选择性变化却不大;石脑油中环烷烃含量随着氢分压的提高会有所上升,而芳烃含量则显示下降的趋势,芳潜含量变化则不大[4]。所以说反应压力对产品分布基本没有影响,这是因为所用催化剂的裂化反应遵循正碳离子反应和β键断裂的反应机理,与氢分压基本无关。
4.2 增大重石脑油抽出量
分馏塔运行过程中,石脑油收率大幅增加,会使主分馏塔塔顶气相负荷增大,石脑油分馏塔气液相负荷也大幅增加。为了减少分馏部分塔设备负荷,采用加大重石脑油侧线抽出量方案,将大部分重石脑油从侧线抽出,经重石脑油汽提塔分馏后作为重石脑油产品外送。这样提高了精馏段的分离能力,改善了石脑油的收率,在不改变塔处理能力情况下很好的解决了塔负荷过大问题,达到多产石脑油的目的。
4.3 掺炼催化裂化柴油
通过查阅资料,对比FCC柴油与直馏柴油的烃类组成如表3所示。

表3 各种原油FCC柴油与直馏柴油的烃类组分对比[5]
由表可以看出同一种原油FCC柴油的链烷烃含量要低于直馏柴油,芳烃的含量要高于直馏柴油,其中多环芳烃的占比较为明显。相对于直馏柴油,FCC柴油中的芳烃化合物主要是以多环芳烃为主,并且含有大量的三环芳烃。所以掺炼FCC柴油能够重复利用这部分多环芳烃,这样既能解决加氢裂化原料短缺的问题,还能解决FCC柴油芳烃轻质化问题,各个炼油厂柴油产品升级得到解决,更重要的是能够提高轻组分的收率,实现增产石脑油的目的。
4.4 自产柴油回炼
受自身反应空速、氢油比限制,柴油一次通过反应转化率较低,通过自产柴油回炼一定程度可以增加反应转化率,资料显示,个别装置在回炼自产柴油占进料4%,其他工艺条件不变的条件下,与回炼前相比,回炼产品加氢石脑油、重石脑油收率合计增加1.39个百分点,喷气燃料收率则增加了1.95个百分点,目标产品(喷气燃料、石脑油)收率提高了3.29个百分点。以此为据,柴油回炼也是一种多产石脑油不错的选择,由此本装置通过改变回炼柴油占比,得到柴油回炼后石脑油收率对比表如表4所示。
通过表4可以看出,通过调整本装置的改质柴油回炼量,发现柴油回炼占比大小对石脑油收率具有显著影响,未柴油回炼时改质石脑油收率为19.5%左右,回炼比在0.14%左右效果最佳,通过对比可以看出,适当提高回炼量有利于提高改质石脑油收率。但在运行过程中发现,回炼占比越大,装置能耗就越大,提高了石脑油收率也提高了装置能耗,目前不断优化,以得到最大经济效益。

表4 柴油回炼石脑油收率对比表
4.5 适当提高石脑油干点
加氢裂化装置多生产石脑油能够带动更好的经济效益,并且C6~C11石脑油馏分还是催化重整装置良好的原料,适当的提高石脑油干点,可以把C6~C11组分纳入石脑油馏分中,通过扩宽石脑油馏程,最简单且最有效的提高石脑油收率,本装置最初石脑油干点控制在170~175 ℃,调整后控制在174~178 ℃,石脑油收率提高1.1个百分点,同时提高石脑油干点可以适当提高分馏塔顶温度,塔顶凝结水板换换热温度得到提高,达到节能降耗的目的。但不能一味的提石脑油干点,但如果太高,会使催化重整催化剂积碳结焦。
4.6 提高转化率
反应深度可以用转化率来表示,转化率指的原料大分子转化成轻质产小分子的百分数。转化率的调整一般通过调整裂化反应温度来实现,温度的变化对转化率是相当敏感的,在一定转化率范围,反应温度与转化率基本上呈线性关系[6]。转化率变化直接影响产品的分布,更换催化剂、提高反应温度、降低空速都是为了提高石脑油转化率,以最大转化率增产石脑油。
5 结语
通过提高反应温度与降低运行空速、提高反应系统压力、增大重石脑油侧线抽出量、掺炼FCC柴油、柴油回炼、提高加氢石脑油干点和提高转化率等措施都有效地提高了轻重石脑油的收率。提高反应温度有利于提高石脑油收率,但受催化剂本身性质所限,高温度和温升对装置安全、长周期平稳运行不利,只能适度提反应温度。从各方案结果对比得出,提高柴油回炼、提高重石脑油侧线抽出和提高石脑油干点相结合的方案最有效,提高反应温度和降低空速受限因素较多,表现次之,掺炼FCC柴油效果最不好,提高反应压力对结果影响不大。多方案共同作用效果较好,单方面存在能耗高等问题,具体效益有待深入分析。
