干式电力变压器凝胶固化炉的优化设计
2021-08-21张军海莫向松郭敬旺叶彪
张军海 莫向松 郭敬旺 叶彪

摘要:局部放电量是衡量干式电力变压器质量主要指标之一,局部放电量超标时,会影响变压器的运行寿命而危及用电安全。目前常用的凝胶固化炉在凝胶阶段时,沿线圈高度方向上的温度基本是一致的,凝胶时整个线圈同时释放出大量的应力,引起线圈开裂和内部产生气泡从而造成局部放电量增加。因此根据环氧树脂的特性优化线圈的凝胶固化工艺,同时配合工艺对凝胶固化炉的结构进行优化设计,保证凝胶固化炉满足优化后的工艺要求,达到沿线圈高度方向分阶段凝胶和分阶段释放应力的目的,最大限度地降低树脂凝胶时释放的应力,避免线圈在凝胶固化时开裂和在线圈内部产生气泡,从而降低变压器的局部放电量。试验结果表明,采用优化结构的倒梯度凝胶固化炉浇注的线圈,变压器局部放电量可以控制在5pC 以内,远低于国家标准规定的10 pC 限值,可以大幅度提高变压器的运行寿命。
关键词:变压器;倒梯度;凝胶固化;局部放电;开裂
中图分类号:TM412 文獻标志码:A 文章编号:1009-9492(2021)12-0211-05
Design Optimization of Gel Curing Oven for Dry-type Transformer Manufacturing
Zhang Junhai,Mo Xiangsong,Guo Jingwang,Ye Biao
( Guangzhou Yibian Electric Equipment Co.,Ltd.,Guangzhou 511450,China )
Abstract:Partial discharge is one of the major indexes to evaluate dry-type power transformer's quality. Unqualified partial discharge will affect transformer′sservice life and also poses a threat to electrical safety. The gel curing ovens,which are popularly used nowadays,are normally having almost the same temperature at its height direction at the time of gel curing. During gel curing stage,extensive stress will be released concurrently from the whole coil,which will cause cracks on coils. Then,transformer partial discharge is increased. According to the characteristics of epoxy resin,the gel solidification process of the coils was optimized,and the structure of the gel curing furnace was optimized according to the technology. It ensures that the gel curing furnace meets the requirements of the optimized process and achieves the goal of phasing the gel and releasing the stress in stages in the direction of the height along the circle,so as to minimize the stress released during the resin gel. It avoids the cracking of the coil during gel solidification and produces bubbles inside the coil,thereby reducing the local discharge of the transformer. The test results show that the partial discharge capacity of the transformer can be controlled within 5 pC under the optimized structure of the inverted gradient gel solidification furnace,which is far below the 10 pC limit specified in the national standard,and can greatly improve the operation life of the transformer.
Key words:transformer;inverse gradient;gel curing;partial discharge;crack
0 引言
随着国家“一带一路”深入推进,越来越多的干式电力变压器进入非洲市场,由于国内的干式电力变压器具有较高的性价比,目前在非洲市场占据较大的市场份额,但与欧美发达国家的变压器质量相比,仍存在一定的差距,主要体现在变压器的局部放电量指标方面。由于历史原因,非洲市场使用的变压器,均按欧盟发达国家的标准执行,在签定合同时,一般会要求变压器的局部放电量小于或等于5pC,对局部放电量的要求非常严格。GB1094.11—2007《电力变压器第11部分:干式变压器》规定干式电力变压器的局部放电量小于或等于10pC,当变压器按传统工艺浇注线圈时,凝胶工艺阶段线圈沿高度方向温度相同,会同时释放出大量的应力引起线圈开裂和内部产生气泡从而造成变压器局部放电量增加2],采用此工艺浇注的线圈,局部放电量可满足国内标准要求的10pC限值,但局部放电量实测值在5~10pC范围,达不到非洲市场变压器局部放电量小于或等于5p的要求,因此在变压器工艺制造时,要采取一定的措施。线圈的凝胶固化工艺对局部放电量的控制具有根本性的影响,因此如何根据环氧树脂的特性,对线圈的凝胶固化工艺和与之配套的凝胶固化炉进行优化,成为降低局部放电量的关键。本项目是非洲卢旺达世纪工业园区20kV干式电力变压器产品,局放要求小于或等于5pC,线圈浇注工艺采用优化结构倒梯度凝胶固化炉进行凝胶固化,与采用传统的凝胶固化炉工艺相比,凝胶时沿线圈高度方向的温度从下到上逐渐降低,线圈从下往上分阶段凝胶,降低树脂凝胶时释放的应力,避免线圈在凝胶固化时开裂和在线圈内部产生气泡,从而降低变压器局部放电量[3]。
1 产品技术条件
产品主要技术要求如下。
产品型号为SCB13-4000/20;额定容量为4000 kVA;额定电压为20 kV/0. 4 kV;额定电流为115. 5 A/ 5773. 5 A;高压侧分接范围:±3×2. 5%;额定频率为50 Hz;相数为3;冷却方式为AF,使用条件为户内;海拔高度为2000 m;联结组标号为Dyn11;短路阻抗为8%;空载损耗小于或等于3890 W;空载电流小于或等于0. 55%;负载损耗小于或等于21000 W;声级水平:声压级小于或等于53 dB;局部放电量小于或等于5pC;温升限值为100 K;绝缘系统温度等级为F。
其中,空载损耗、负载损耗、总损耗、空载电流、空载电压比、短路阻抗的允許偏差按国标GB1094. 1- 2013《电力变压器第1部分:总则》执行[4]。
2 环氧浇注树脂特性分析
2. 1环氧树脂的凝胶固化条件
树脂凝胶固化程度决定线圈的性能质量,在线圈的凝胶固化过程中,应考虑线圈的实际工况,如树脂反应放热量、线圈直径及高度、凝胶固化炉的传热方式和导热效果等,根据这些实际情况确定凝胶固化工艺参数[5],线圈凝图1线圈凝胶固化工艺时序胶固化工艺时序如图1所示。
2. 2 温度对环氧浇注树脂击穿强度影响
通过对同一厚度多个环氧浇注树脂样块的击穿电压试验发现,环氧树脂的击穿电压随样块温度的升高而下降[6]。变压器在实际运行时,线圈的温度较高,树脂的击穿电压必须留足够的设计裕度,否则会增加变压器的局部放电量。
2. 3 玻璃化转变温度Tg 对凝胶的影响
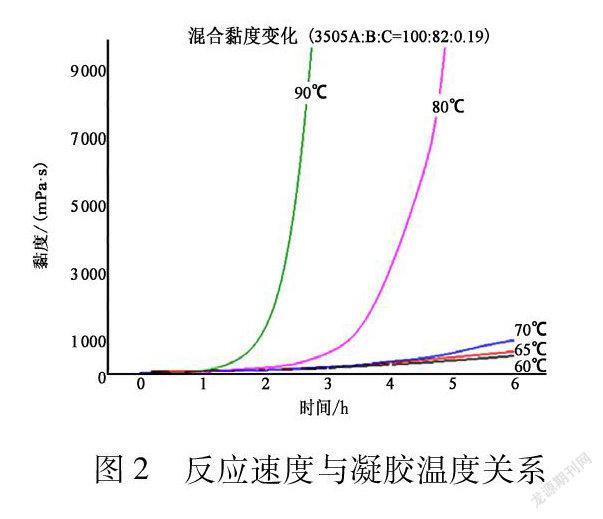
玻璃化转变温度Tg 是线圈凝胶固化工艺重要的一个参考指标,是树脂由高弹状态向玻璃状态转变时的温度值,Tg 值越大,树脂的耐热性能越高,机械性能越好,但树脂在凝胶固化时释放的应力越大,线圈容易开裂,造成局部放电量增加[7]。反应速度与凝胶温度的关系如图2所示。由图示中的曲线看出,玻璃化转变温度取80℃较为合理,反应放热和凝胶时间可达到比较理想的平衡点,玻璃化转变温度低于80℃,反应太慢,生产效率低,树脂容易产生沉淀,温度太高将导致反应放热太快,应力在短时间内大量释放,线圈容易开裂。
2. 4 凝胶时间对浇注工艺的影响
凝胶时间是指环氧树脂由流动的液态变成不流动时的固态所经历的时间,凝胶时间越短,应力释放的速度越快,树脂越容易开裂,但凝胶时间过长,树脂中的硅微粉容易产生沉淀,影响线圈的质量,根据实际经验,凝胶时间控制在6~10 h 左右最佳[8],凝胶时间与线圈的体积成正比。
2. 5 固化时间对浇注工艺的影响
是指树脂由凝胶点到完全固化所经历的时间。固化时间一般是按时间梯度进行,根据实际经验,一般按100℃(3~5 h ),130℃(8~12 h )固化结束后在断电闭门状态下自然降温至60℃以下拆模,时间上选择的原则是体积较大的线圈固化时间较长[9]。
3 技术方案
3. 1传统技术方案
(1)传统凝胶工艺
线圈在凝胶阶段时,沿线圈高度方向上的温度基本是一致的,凝胶温度均为80℃,时间6~10 h,这种工艺方式,线圈凝胶时会同时释放出大量的应力容易引起线圈开裂造成局部放电量增加[10]。
(2)传统凝胶固化炉性能
加热时炉内部沿高度方向温度基本一致,当炉温达到80℃时,线圈树脂同时凝胶固化,产生大量应力,会导致绝缘层产生裂痕及表面有收缩的条纹,有些裂纹可能很小,用肉眼很难发现,但试验测试时局部放电量会变大,影响到产品的运行寿命[11]。炉内温度控制精度较差,一般温度误差在±3℃以内,温度控制误差越大,局部放电量越大。
3. 2 优化后技术方案
3. 2. 1 优化工艺过程
优化后的凝胶固化炉内的温度,可以沿炉内高度方向分阶梯进行倒梯度控制,实现凝胶阶段优化工艺过程如下。线圈底部温度80℃、线圈中部温度76℃、线圈顶部温度72℃,保持4h;线圈底部温度80℃、线圈中部温度80℃、线圈顶部温度76℃,保持2h;线圈底部温度80℃、线圈中部温度80℃、线圈顶部温度80℃,保持2h,凝胶时间共计8 h,线圈在凝胶阶段,温度沿线圈高度呈倒梯度时行。这种凝胶方式,是沿线圈底部、中部、上部分阶段进行凝胶而释放应力,不是按传统工艺线圈沿高度方向同时释放应力,可以大幅度降低线圈开裂的可能性,达到降低线圈局部放电量的效果[12]。炉内温度进行精准控制,一般温度误差控制在±1℃以内。
3. 2. 2 凝胶固化炉优化具体方案
(1)倒梯度凝胶固化炉工作原理及用途该固化炉具有独特的热风循环、自动智能控制工艺全过程的干式变凝胶专用固化设备。固化炉顶部设置变频控制的大风量低噪声耐温型离心式风机,由3台热风循环风机+2台冷风进风机+1台废弃排气电机组成。加热室设置在内胆两侧及底部风道内。凝胶阶段,三面同时加热,通过智能温控系统与电动风阀执行的配合控制,调节冷热风量的比例,从而使炉内的温度从下往上具有3~5℃的递减趋势,达到倒梯度的效果[13]。固化阶段,工作时工作室内采用左右风道下部(约1/3高度)及可调式出风口出风的方式,垂直向上送风,使工件外部各个部分同时受热;在工作室内热风与工件进行充分热交换后均匀回流到顶部吸风室,然后再经风机送入两侧风道内(加热室)再次加热,周而复始。由于采用了大风量,高风压的循环风机进行强迫式热风循环,从而保证了工作室内良好的温度均匀性。使固化炉内室温度达到工艺要求。
该设备可广泛应用于生产变压器行业高质量干式变压器环氧浇注后的凝胶固化使用,特别适用于对局部放电量要求较低的场合。
(2)倒梯度凝胶固化炉特点
采用程序智能温控仪AI518P,PID 参数自整定,固态继电器+周波控制器无触点连续调功,参数设置完毕后自动完成树脂凝胶固化工艺全过程,可以满足多种固化曲线,性能可靠,操作简单。针对高质量干式变压器的特性和温度要求,采用独特的风量控制系统及更加合理的热风循环系统,使固化炉内凝胶阶段,温控具有可控的倒梯度功能;固化阶段,温度更加均匀,效果更优。加热元件采用低负荷U 型电加热管,抗氧化、性能稳定、使用寿命长。保温材料采用低导热系数优质硅酸铝棉,节能效果明显。
(3)倒梯度凝胶固化炉主要配置和技术参数
该产品是为专业生产环氧树脂绝缘干式电力变压器线圈浇注固化用的“倒梯度定向凝胶固化炉”。干式电力变压器生产制造时,线圈干燥、树脂浇注、凝胶固化等工艺过程非常关键,特别是在树脂凝胶固化过程中,温度的控制精度直接影响线圈的生产质量。
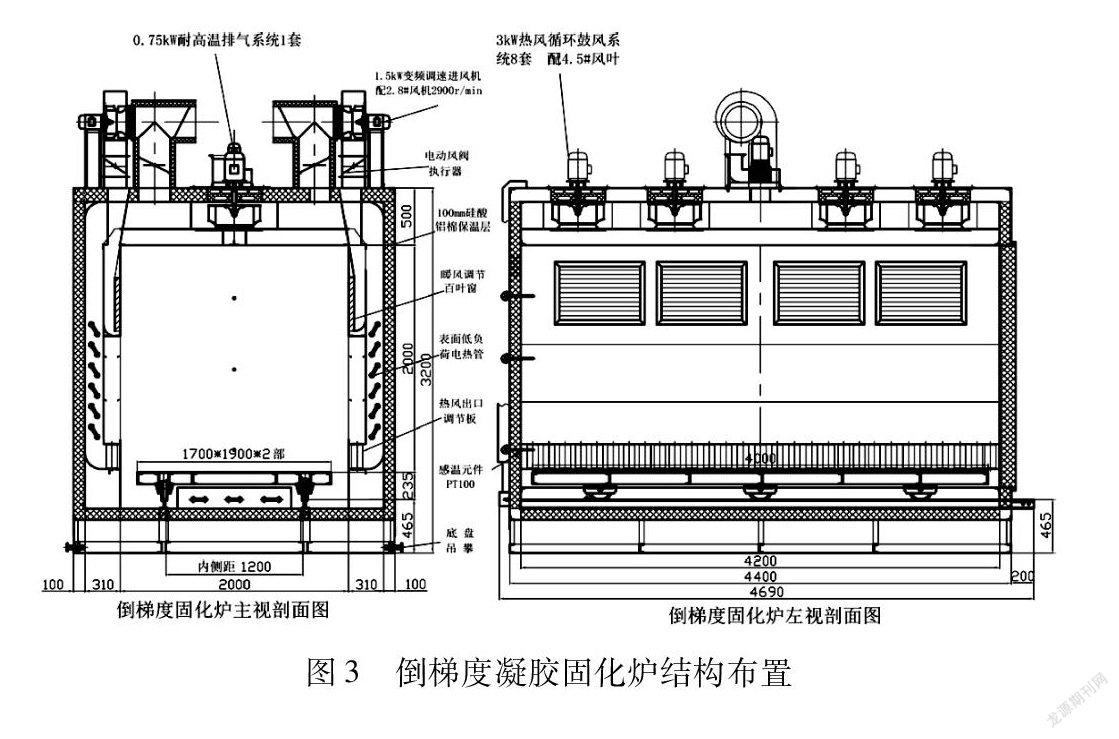
现大部分的固化炉追求的是内部各部位一开始就温度基本一致,如果产品树脂在固化过程中同时固化收缩,会有应力产生,可能导致绝缘层产生裂痕(有的可能肉眼看不到)及表面有收缩的条纹,试验测试时局放数值变大,影响到产品的性能和美观,给公司带来不利影响。因此,对干式变压器局部放电量有更高要求的企业来说,普通的固化炉已不能满足工艺要求。所以说环氧浇注干式变压器在生产的凝胶阶段,如何能保证树脂在凝固的过程实现从下而上可控制地定向凝胶,最后在均匀温度下固化,尤为关键。现通过不断地研究、试验,吸收和消化国外的先进技术,成功研制出倒梯度固化炉(温度在垂直方向上实现可控制的梯度均匀递减)。这种新一代干式变专用生产设备,是变压器行业固化炉理想的升级换代产品。图3所示为倒梯度凝胶固化炉的结构布置图。
表1所示为倒梯度凝胶固化炉的具体技术方案说明。
4 试制工艺
本次试制树脂材料采用江特8968A ( H 级)和8968B ( H 级),比例1∶1,根据我司使用江特树脂的实际经验,考虑到变压器容量大,线圈体积大,采用倒梯度凝胶固化炉时最终确定的凝胶固化的工艺如下。
(1)线圈底部温度80℃、线圈中部温度76℃、线圈顶部温度72℃,保持2h;线圈底部温度80℃、线圈中部温度80℃、线圈顶部温度76℃,保持2h;线圈底部温度80℃、线圈中部温度80℃、线圈顶部温度80℃,保持4h。
(2)线圈固化100℃ (5 h ),130℃ (10 h )。
(3)倒梯度凝胶固化炉在断电闭门状态下自然降温至80℃,保温2h,再升温100℃ (3 h ),130℃(6 h )。
(4)倒梯度凝胶固化炉在断电闭门状态下自然降温至60℃时出炉拆模。
采用传统凝胶固化炉的工艺除了凝胶阶段没有采用倒梯度工艺外,其余和采用倒梯度凝胶固化炉的工艺相同。
5 结果与分析
同时生产2台SCB13-4000/20变压器,一台采用传统浇注工艺配合传统凝胶固化炉进行浇注,此台产品用于深圳光明新区,另一台采用优化浇注工艺配合优化结构倒梯度凝胶固化炉进行浇注,此台产品用于卢旺达世纪工业园区,其局部放电量实测值如表2所示。
通过实测值对比,可以看出采用优化结构倒梯度凝胶固化炉生产的线圈,局部放电量最大值为4 pC,满足非洲市场局部放电量小于或等于5pC 要求,与采用传统凝胶固化炉生产的线圈相比,局部放电量降低5 pC 以上,线圈的电气性能显著提高,增加了變压器的使用寿命。
本次凝胶固化工艺是根据线圈的高度及体积确定的具体方案,线圈沿高度方向分3个梯度进行凝胶。线圈高度越高,采用倒梯度工艺的效果越好。当变压器容量大于或等于8000 kVA 时,凝胶时可以考虑沿线圈高度方向分4个梯度进行凝胶,充分发挥倒梯度凝胶固化工艺的优势。
6 结束语
采用传统凝胶固化炉生产的线圈,局部放电量可控制在5~10 pC 范围,而采用优化结构倒梯度凝胶固化炉生产的线圈,局部放电量均控制在5pC 以内,远远低于国家标准规定的10 pC 限值。本次研发设计的倒梯度凝胶固化炉,性能稳定,温度控制精度高,凝胶固化时,线圈底部、中部、顶部的温度误差范围实际控制在±1℃,低于传统凝胶固化炉±3℃的温度误差,由于温度误差较小,变压器局部放电量的控制更为稳定。
本次研发设计的SCB13-4000/20干式电力变压器采用优化结构倒梯度凝胶固化炉对线圈进行凝胶固化,局部放电量实测值A 相为3pC,B、C 相为4pC。该产品在非洲已经安全运行2年,运行状况良好。运行1年后,对该变压器的各项性能进行了复试,局部放电量实测值和出厂时的数据保证一致,获得了用户的好评,产品局部放电量达到国际先进水平,为公司后续产品进入非洲市场打下坚实的基础。
参考文献:
[1]中国国家标准化管理委员会,电力变压器第11部分:干式变压器:GB1094. 11-2007[S]. 2007.
[2]张乾荣,魏忠正.环氧树脂浇注干式变压器局部放电的原因分析和管控措施[J].变压器,2021,58(2):66-68.
[3]景贵东.中压环氧树脂绝缘件产品局部放电问题分析[J].电工电气,2019(10):74-76.
[4]中国国家标准化管理委员会,电力变压器第1部分:总则: GB1094. 1-2013[S].
[5]顺特电气有限公司.树脂浇注干式变压器和电抗器[M].北京:中国电力出版社,2005.
[6](德)曼弗雷德·贝伊著.于海年译.浇注环氧树脂的电气及介电特性[M].沈阳:辽宁科学技术出版社,1997.
[7]赵亮,吕振卯,孙明杰.玻璃化温度测试在干式变压器浇注中的应用[J].电工电气,2012(3):50-54.
[8]沈阳沈变所变压器技术培训学校.干式变压器制造工艺 [M].沈阳:辽宁科学技术出版社,2017.
[9]刘建华,李永新,唐明珠.环氧树脂浇注干式变压器局部放电原因分析和控制[J].变压器,2019,56(3):26-30.
[10]金朝晖. 35 kV环氧树脂浇注干式变压器局放的控制[J].电气制造,2012(10):75-76.
[11]王秋红.电力设备产生局部放电现象及分析[J].应用能源技术,2020(11):10-12.
[12]张军海,彭景伟,余小平,等.环氧树脂特性分析及变压器绕组浇注工艺优化措施[J].机电工程技术,2020,49 (11): 243-246.
[13]吴洽.关于35kV环氧树脂浇注干式变压器局放的控制探讨[J].中国设备工程,2018(11):224-225.
第一作者简介:张军海(1969-),男,重庆人,大学本科,高级工程师,研究领域为电力变压器、新能源变压器、节能变压器技术研发。
(编辑:刁少华)