HC冷轧机结构及工艺参数设计
2021-08-06胡海亮
邱 越, 胡海亮
(黑龙江科技大学, 哈尔滨 150022)
1 HC冷轧机国内外现状
我国冷轧行业快速发展,但在制造、研发方面仍与国际先进水平有较大差距。随着轧制行业的不断创新,冷轧机的工作效率逐步提高,其自动化控制水平也不断完善,在精度和响应速度方面有较大的提升。
国外冷轧机已形成两大主流,即HC系列和CVC系列,采用正负弯曲的工作辊,在轧制较宽带钢时,弯辊力对带钢中部几乎不起作用,从而对板型和厚度精度的控制产生影响。
2 HC冷轧机结构方案设计
2.1 HC轧机辊系方案比较与设计
HC冷轧机中间辊在控制板形精度方面起到良好的控制,可以做轴向移动,不仅在结构上有明显的区别,在功能上具有良好的板型控制能力。良好的边部减薄能力和局部高点控制能力广泛应用于冷轧带钢和平整度。HCW轧机移动轧辊和弯辊机构均为工作辊,控制材料边部厚度,应用于热轧厚板材。HCMW轧机虽然和HC冷轧机结构相似,也可以控制轧制精度,但HCMW轧机广泛应用于热轧带钢。
2.2 压下装置方案比较与设计
轧辊手动压下装置古老传统,生产效率和生产水平都比较低。轧辊电动压下装置采用齿轮进行调速,提高机械传动效率,成本降低,可准确提高压下量精度,在带钢轧制设备压下装置中应用广泛。轧辊液压调整装置结构复杂,元器件加工制造难度大,成本高,维护和保养需要投入更多的人力及技术,以保证精度。
2.3 轧机机架方案比较与设计
机架是轧钢设备的骨架,是电机、轴承、各辊及其安装装置的载体,同时承受轧制过程中较大的力。在冷轧设备工作过程中,机架要保证具有较好的强度与较高的刚度要求,以满足轧制生产过程中的要求。机架分为闭式机架和开式机架。闭式机架的强度和刚度较高,其主要应用于轧制力较大的板带轧机,提高轧制精度。开式机架,其刚度较差,对于大型六辊轧机,其刚度要求要比闭式机架差很多。
2.4 HC冷轧机结构方案确定
通过比较各设计方案,最终确定辊系HC轧机辊系,压下装置为电动压下装置,机架形式为闭式机架。图1为冷轧机的结构形式。
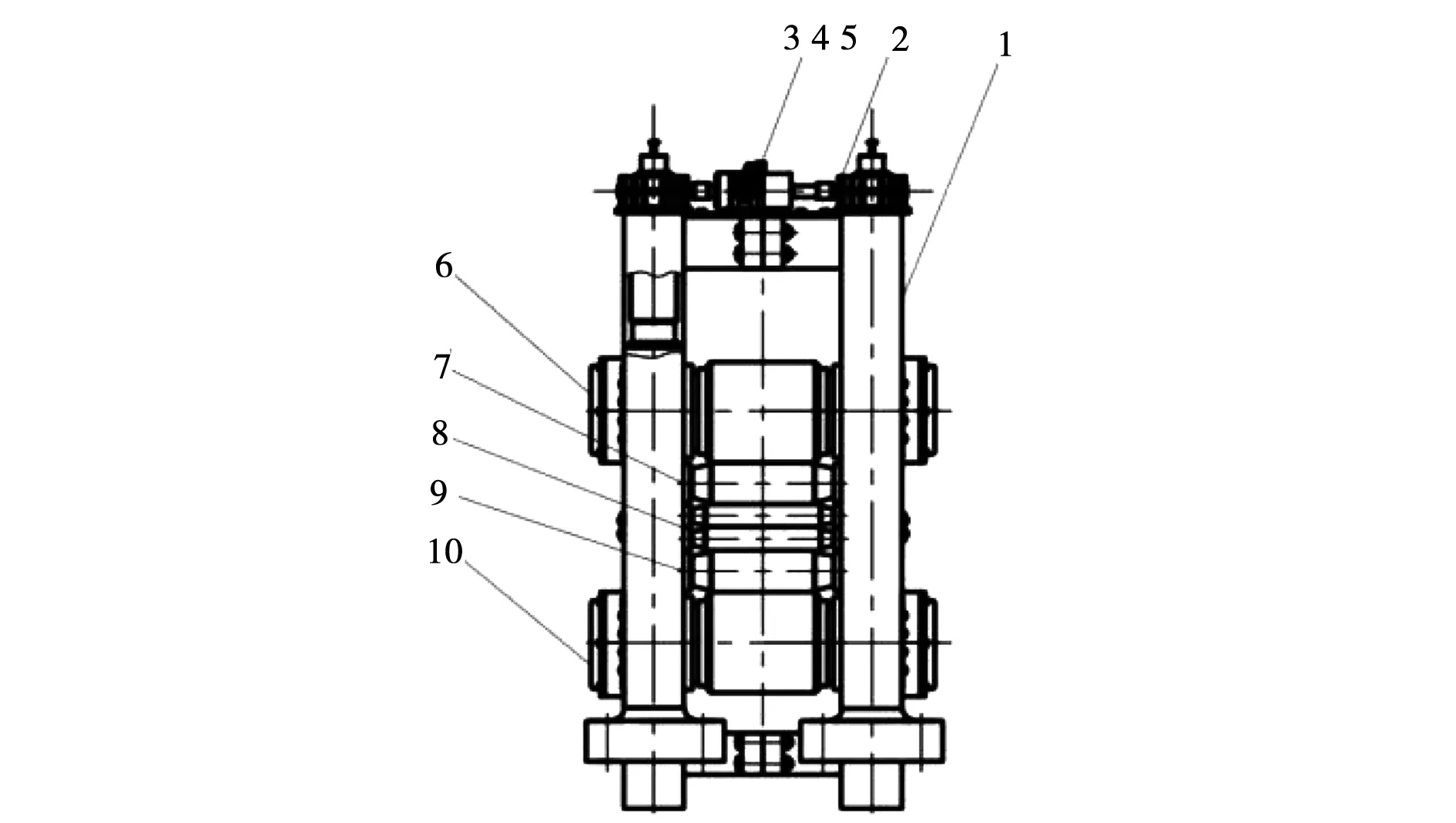
1-机架;2-压下装置;3-六角螺栓;4-六角螺母;5-垫片;6-上支撑辊装置;7-上中间辊装置;8-工作辊装置;9-下中间辊装置;10-下支撑辊装置图1 HC冷轧机结构Fig.1 HC cold-rolling mill structure
3 HC冷轧机参数设计
3.1 轧制力能参数设计
目前大量生产的普碳钢与结构冷轧带钢几乎都是由六辊冷轧机轧制而成的,根据不同的冷轧机种类,通过查阅相关资料设计,可以设计出轧制规程,计算轧制张应力、轧制平均单位压力、轧制总压力和传动力矩。以1450HC冷轧机工作辊的结构设计为例,重点给出工作辊尺寸的推导过程并进行校核,从而设计出满足生产需求的冷轧机。
3.2 工作辊尺寸参数计算
3.2.1 辊身长度L的设计
冷轧板带的最大宽度由辊身长度所决定,辊身长度L和板带的最大宽度关系式如下:
L=Bmax+a
式中:L—辊身长度,mm;Bmax—板带材的最大宽度,mm;a—随带材宽度而异的余量。
3.2.2 工作辊辊身直径D的设计
工作辊辊身直径D可根据下式计算。工作辊辊身直径D受最大咬入角α和轧制时轧件的最小厚度同时制约。工作直径D根据最大咬入角α计算:
式中:—轧制时最大咬入角;Δh—压下量,mm。根据经验公式如下:
D<(1 500~2 000)hmin
设计冷轧机工作辊尺寸时,通常各种轧机L与D之间都有相应的比值,即L/D=2.2~4.0。
3.2.3 辊颈直径d和辊颈长度l的设计
设计时,由于使用滚动轴承外径较大,所以辊颈尺寸不宜过大,一般近似选择d=(0.5~0.55)D,l=0.83~1.0d。
3.2.4 辊头结构设计
为了使冷轧机的轴承装卸方便,通常情况下做成带扁头(平台)结构,如图2辊头结构示意图。

图2 辊头结构示意图Fig.2 Roller head structure diagram
3.2.5 轧辊材料的确定
根据重型机械企业标准JB/ZQ4289—86(轧辊钢)可知:冷轧工作辊用钢的钢号为:8CrMoV、86Cr2MoV、9Cr、9Cr2、9Cr2Mo、9Cr2W、9Cr3Mo、60CrMoV等,根据冷轧机的使用场合选择材料。
3.3 工作辊强度校核
本设计采用第四强度理论进行校核计算,得出辊颈断面处的应力值为:
式中:Fw—弯辊力,kN;dw1、dw2—两个圆角过渡区的断面直径,mm;l1、l2—圆角过渡区的两个断面到轧制反作用力Fw的距离,mm;Rb—许用弯曲应力,MPa。
通过校核,使σw1≤Rb,σw2≤Rb,弯曲应力满足使用要求。
轧钢机械生产过程中,工作辊承受弯矩很小,由于传动力矩的存在,使工作辊受到较大的切应力。根据公式:
式中:—切应力,MPa;Tmax—最大传动力矩,kN·m;Wt—抗扭截面系数。根据比较τ≤[τ],故其切应力满足使用要求。
3.4 闭式机架强度计算
强度计算时可以用材料力学方法,从而求解出静不定框架的静不定力,最后对闭式机架的强度和刚度进行校核。通过查阅得到机架的材料许用应力值为[σ],比较:
σ2n≤[σ]
σ2w≤[σ]
σmax1n≤[σ]
σmax1w≤[σ]
其中:σ2n、σ2w—分别为立柱内、外侧表面的计算应力,N/mm2;σmax1n—横梁中内表面的最大应力,N/mm2;σmax1w—横梁中外表面最大应力,N/mm2。
4 冷轧机轧辊的使用与维护
冷轧机的轧辊如何使用及维护对当前的轧制行业来说仍然是一个不断困扰的艰难问题。由于冷轧机轧辊常常在高温、摩擦、重载荷等恶劣环境下对轧件进行冷轧作业,如此恶劣的环境很易导致冷轧机的轧辊变形、磨损严重产生裂缝等种种故障,如果在轧制过程中发现、处理不及时,会影响正常生产,因此,正确使用及维护冷轧机轧辊的方法在轧制行业过程中尤为重要。冷轧机轧辊的使用与维护的措施有轧辊冷却,用探伤探测出微裂纹,然后进行打坑等。
5 结论
以1450HC冷轧机为例,通过冷轧机各结构方案对比,设计出具有良好板型控制能力、边部减薄和局部高点控制能力要优于其他形式的轧机。以工作辊为例,设计其相应尺寸,通过查阅相关资料,设计出中间辊和支撑辊尺寸,并完成校核,其在实际设计过程中具有十分重要的参考意义。