气刀的原理及使用
2021-07-28解士玲
解士玲
(首钢京唐钢铁联合有限责任公司,河北 唐山 063299)
引言
热镀锌生产线是将一定厚度的冷轧板经过碱液清洗和电解清洗,除去表面油污,再进入退火炉进行退火,退火后的带钢经过锌锅中的锌液进行镀锌,出锌锅后,气刀装置与锌层测厚仪形成闭环实现对锌层的有效控制,镀锌后的带钢经过光整、拉矫、卷取等工艺,形成最终产品。
1 气刀应用原理
气刀应用的是射流原理:当气流喷射到带钢上面,与带钢形成速差,对粘附在带钢上的锌液产生上阻力,使一部分锌液沿带钢流回锌锅,留在带钢的锌液经过冷却形成镀层。具体如图1所示:

图1 气刀刮锌原理图
2 气刀结构特点
多腔气刀的气流经过五个腔体的储压、蓄能、导流,使气流的压力稳定、流量均衡,保证了带钢表面纵向锌层厚度的稳定性,详见图2。气刀本体还装有边部挡板、刀唇清理器、刀唇封堵等重要装置。

图2 气刀本体剖视图
气刀参数的调整通过8台VFD电机控制,实现高度、距离、角度的精准控制,满足60~450 g/m2的双面镀层要求。气刀供气系统包括空气系统和氮气系统,空气供气系统由两台8级离心鼓风机和储气单元组成,氮气供气系统由综合管网氮气及减压系统和储气单元组成,具体如图3所示:

图3 气刀系统图
3 镀层厚度的影响因素
生产过程中,影响镀层厚度的因素较多,主要包括气刀压力P、刀唇间隙b、气刀与钢带间距s、气刀角度a、产线速度v等。其中刀唇间隙的分布也是控制镀层均匀性的主要因素[1-2]。
3.1 气刀刀唇的间隙
在气刀刀唇中间一段喷射的气流只有沿带钢上下和垂直带钢表面的速度,带钢横向速度几乎为零。但在气刀边缘部位,气流会向外发散,即有带钢横向上的速度分量,因而此处气流较为紊乱,流速比较低,气流动压头也较低。假设从刀唇喷出的气体速度是均匀的,根据现场测试得到气刀气流在带钢横向的压力变化曲线如下页图4所示。
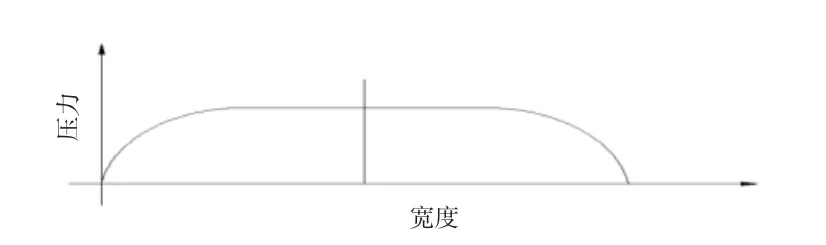
图4 气刀宽度方向压力分布情况
气刀的刮锌能力与气流的动量,即气流的速度和流量有关系。刀缝间隙b与气流动量I存在如下关系[3-4]:I=Pb2。可见,如果气刀的缝隙b越大,则气流的动量I就越大。所以设定不同的刀唇间隙值可以改善带钢的边部增厚问题。现场气刀下刀唇保持平直,调整上刀唇进而调整刀唇间隙,根据现场经验得到的刀唇间隙调整曲线为:A5—B5,b1=c和(A6—A10、B6—B10),b2=kx+c其中。初始值分别c=1.1 mm,k=0.025 mm,x取自然数1~5,间隙调整参考图5。

图5 气刀刀唇间隙调整参考图
3.2 带钢速度
在镀锌实际生产过程中,带钢速度随规格的变化而变化,对镀层厚度影响较大。气刀不投用时,产线速度增加,带钢出锌锅时的泵升作用增加,冷却后留在带钢表面的镀层会增加,从图6可以看出,当带钢速度为140 m/min时,镀层厚度达到1 400 g/m2左右。
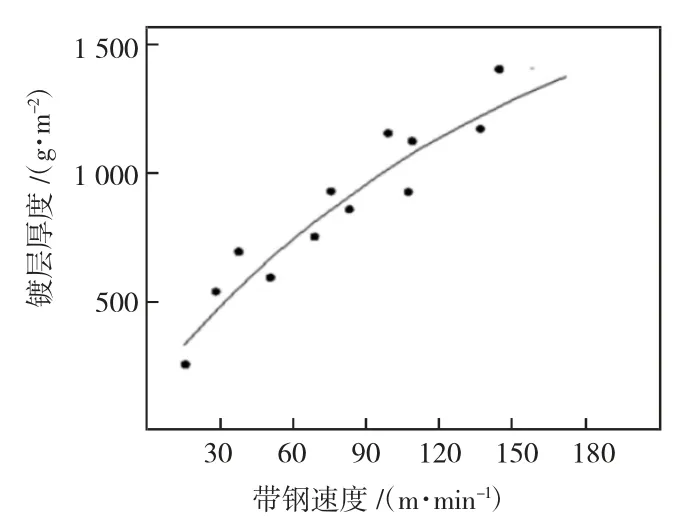
图6 镀层厚度随带钢速度变化曲线(不投气刀)
气刀投用并固定其它参数,测得镀层厚度随带钢速度的变化曲线如图7,在有效生产速度区间60~150 m/min内,镀层厚度增量△d≈2/3倍带钢速度的增量△v,即。因此,当产线速度发生变化时,需改变气刀压力等参数来消除带钢速度对镀层厚度的影响。
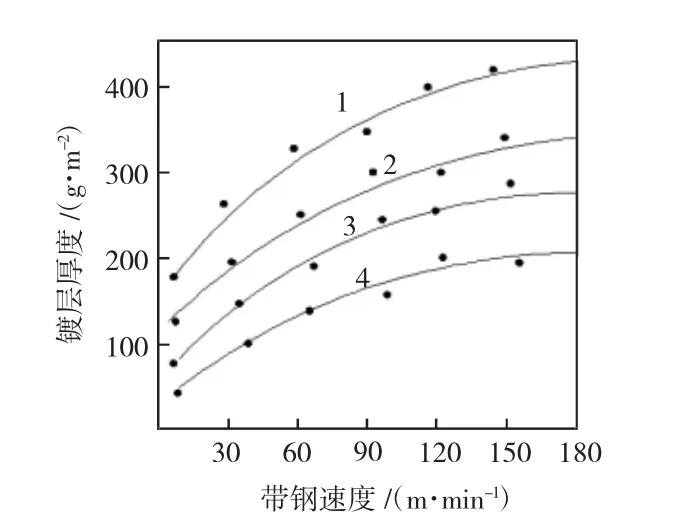
图7 镀层厚度随带钢速度变化曲线(不同气刀压力)
3.3 气刀压力和气流速度
根据射流作用原理,气刀的刮锌能力取决于气流的质量与速度的乘积,而同状况下,气刀压力越大,气流速度则越快,根据动量守恒定律,作用到带钢上锌液的动量就越大,刮锌能力越强,锌层厚度越薄。其他条件一定,测得锌层厚度随气刀压力的变化曲线如图8所示。

图8 镀层厚度随气刀压力变化曲线(不同带钢速度)
由上图得出压力越大则镀层越薄的规律,并且是压力每增加10 kPa,则镀层就减薄40~60 g/㎡,可根据锌层测厚仪测得数值调整气刀压力。特殊区间是当带钢速度为30 m/min时,压力低于30 kPa,气流的刮锌作用更大,随压力增加,镀层减薄;压力大于30 kPa时,气流的冷却作用增加,锌液到到达刀唇前大部分已凝固,所以随压力增加,冷却效果增加,镀层变厚。
3.4 气刀角度
气刀角度指下刀唇内平面与水平面间的夹角,也可根据气流方向判断,气流往上吹时为正角度,气流往下吹时为负角度。为提高刮锌能力、防止锌液飞溅,一般选用负角度,范围为0°~5°。气刀角度对镀锌量的影响大致趋势是:镀层随负角度增加而减薄,但角度相对其他参数,对镀层厚度影响较小,一般不通过调整气刀角度来控制镀层厚度。气刀角度的调整更多的是因为产品质量缺陷,如带钢表面横向条纹、刀唇粘锌引起的气刀条纹等。
3.5 气刀与带钢的间距
在带钢离气刀的距离为刀唇间隙的5倍以内时,气流的速度和动压头基本不变,镀锌量随与气刀距离的变化变小。但在生产实际中气刀与带钢的距离一般为8~20 mm,超过刀唇间隙的5倍,到达带钢的气流速度会急剧下降,刮锌能力下降,镀层厚度增加。从生产实际得出这样的经验关系:其他参数不变,气刀间距与镀层厚度成正比关系,气刀间距与带钢的增量约为镀层厚度增量△d的0.5倍,即△S≈0.5△d。
4 结语
气刀作为连续热镀锌产线的关键核心设备,其刀唇间隙、压力、距离等参数的控制是镀锌产品的关键。在日常生产过程中,要逐渐学习掌握参数本身的控制和各参数的匹配,实现对镀层厚度及均匀性的良好控制。
