数控机床控制参数优化
2021-07-20孔德斌孔令涛明满意
孔德斌,孔令涛,明满意
山东威达重工股份有限公司 山东枣庄 277500
1 序言
随着生产技术的不断发展进步,数控机床成了设备投资的重要组成部分,应用越来越广泛。数控机床是现代机床技术发展的重要标志,其水平的高低直接反映着机械设备制造的工艺水准。数控机床控制参数是数控机床的核心部分,对于整体设备的运行情况有重要影响。
机床控制参数,亦称机床数据,是对机床功能、轴运动控制、驱动类型和显示设定等进行定义的一系列数据,主要包括伺服电动机型式、齿轮比、转速、行程极限、丝杠补偿、控制参数及宏指令等。在机床调试过程中,通过观察参数不仅可以了解机床运动情况及电动机状态,而且适当优化参数可以起到事半功倍的加工效果。
2 参数自整定功能
利用参数自整定功能对系统驱动、电动机控制参数进行优化,并在优化前后分别进行了前瞻预读1000段及加速度≥0.8g的高速平滑加工测试,进行对比验证。
在参数优化前,加工过程出现振动,多处零件表面出现过切现象,曲率较大的部位尤为明显;在参数优化后,加工过程的振动明显改善,机床运行平稳,零件表面过切现象缓解,加工质量得到很大的改善,而加工时间保持不变。
系统驱动、电动机控制参数在参数自整定功能优化前后的对比(以X轴为例)见表1。

表1 参数优化前后对比
以某模具的精加工为例进行加工测试,数控系统开启“G05P3”高速加工模式,采用1000段小线段预读,加速度设置为0.926g,采用S曲线加减速,其中加减速时间分别为t1=14ms、t2=8ms。参数优化前后实际加工效果对比如图1所示,可以看出,优化前加工表面有明显的过切现象,而优化后过切现象改善。
3 机床与数控系统机电联调运行试验
通过机床伺服调试优化软件,进行针对刚性攻螺纹的运行试验,目的是有效看出刚性攻螺纹的同步性,为调试人员进行参数调整提供直观有效的判断依据。
试验表明,默认参数下,最大同步误差达8μm(见图2a),通过调整伺服参数,最大同步误差缩小为4μm(见图2b)。另外,Z轴电流增益#4260=5999,原为1000;刚性攻螺纹最大加速度#5105=60r/s2,原为139r/s2。
4 数控系统功能、性能和可靠性优化
通过持续不断的系统版本测试、迭代,改进设计,修正问题,可完善系统功能,优化系统性能及可靠性。以系统版本从V356-4.2升级到V357-3.7为例,其优化摘要见表2。
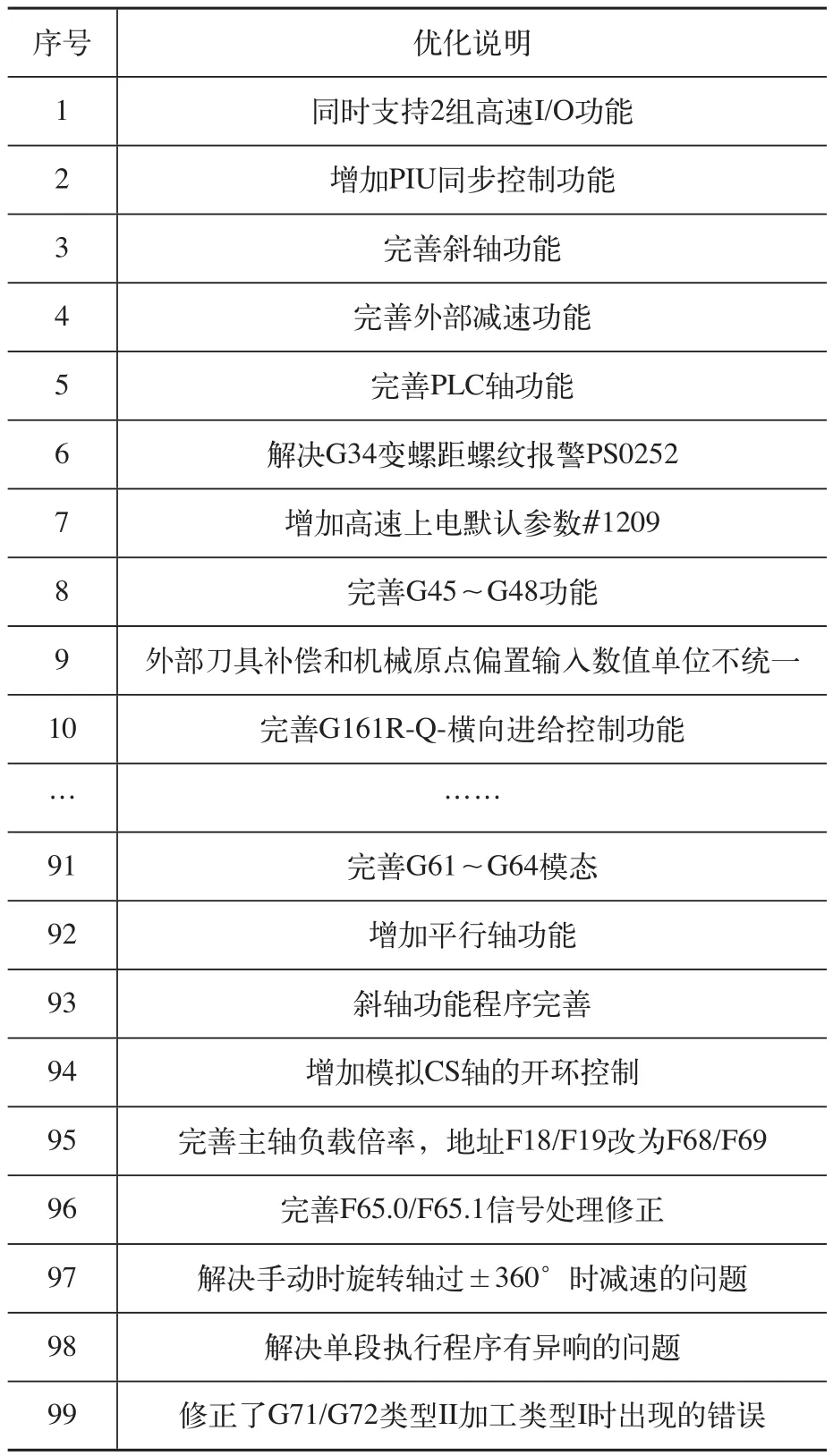
表2 系统升级优化摘要
5 结束语
通过参数自整定功能、机电联调运行试验等方法优化数控机床控制参数,可显著提高数控机床的加工效果。不断优化数控系统的功能、性能和可靠性等,也对充分发挥数控机床的性能有重要作用。
