基于浆料形态的陶瓷3D打印技术的浆料体系研究进展
2021-07-13刘文进周国相林坤鹏张砚召杨治华贾德昌
刘文进,周国相,林坤鹏,张砚召,赵 哲,杨治华,2,贾德昌,周 玉
(1.哈尔滨工业大学特种陶瓷研究所,哈尔滨 150006;2.哈尔滨工业大学重庆研究院,重庆 400000)
0 引 言
陶瓷的应用在我国具有悠久的历史。从日常生活使用的传统瓷器到现代的电子陶瓷、结构陶瓷等特殊陶瓷,陶瓷的应用范围已发生极大的变化,也因其具有耐高温、硬度大、导热效率高等优点,备受学者关注。传统制备陶瓷的方法是将各种原料粉末混合、成型、烧结,得到陶瓷件。但由于陶瓷烧结需要较高温度,形状尺寸和性能极易受到烧结过程的影响,且陶瓷本身脆性较大,烧结后不易再加工,所以一些表面质量和精度较高的陶瓷利用传统制备工艺很难得到[1]。而3D打印技术则在解决这个问题上起重要作用。
3D打印技术也称增材制造,以其操作简单、成型快、精度高等优点[2]成为生物医学、航空航天、工业生产等领域[3-4]最具发展前景的技术之一。3D打印技术通过计算机辅助设计,按照数字化模型,可快速精准地获得传统工艺无法轻易得到的精密器件,也因其在高度复杂结构陶瓷器件成型方面的巨大优势,成为众多学者研究的重点。目前,用于陶瓷领域的3D打印技术主要有熔融沉积成型(fused deposition modeling, FDM)、选择性激光烧结(selective laser sintering, SLS)、光固化成型(stereolithography, SLA/digital light processing, DLP)、喷墨打印(inkjet printing, IJP)和直写成型(direct inkjet writing, DIW)等,在陶瓷3D打印技术中,用于3D打印材料的状态可分为三种:浆料形态、粉体形态、固体形态。本文详细介绍了上述陶瓷3D打印技术的原理及优缺点,并以技术应用最广泛的浆料基陶瓷3D打印技术为例,对其打印浆料中的粘结剂、分散剂等主要添加剂的种类、使用原理和效果进行综述。
1 陶瓷3D打印技术及分类
1.1 基于浆料形态的陶瓷3D打印技术
基于浆料形态的陶瓷3D打印技术中,浆料一般是由陶瓷原料粉体与其他添加物混合而成,比较典型的成型技术有光固化成型(SLA)、喷墨打印(IJP)和直写成型(DIW)。
SLA陶瓷3D打印技术是将光固化树脂和陶瓷材料混合形成均匀浆料,这种树脂对紫外线非常敏感,当紫外线照射在浆料上时,聚合物与紫外光束相互作用,浆料凝固,紫外线在计算机控制下逐层扫射,成型固体的形状可由计算机控制,再经脱脂烧结后,得到三维陶瓷样品[5-6],图1(a)是SLA陶瓷3D打印技术典型的原理设计图[6]。光固化技术自开始应用于陶瓷材料起,就被迅速应用在电子传感器、生物医学植入物等领域[7-10]。其优点主要包括:极高的精度和分辨率、成型速度快;可打印形状复杂的结构,且可满足尺寸较大的样品生产;也因其较高的固化程度,使烧结后收缩变形减小。但是,该技术中的光敏树脂价格较高,且含有一定毒性,易使人体过敏,对环境造成污染;紫外线的引入也使SLA陶瓷3D打印技术成本较高。
IJP陶瓷3D打印技术是利用计算机控制喷头喷嘴将浆料喷在指定位置,形成一层特定的图形,之后再接着打印第二层、第三层,直至完成多层打印[11],示意图为图1(b)所示。IJP陶瓷3D打印技术所使用的喷头喷嘴可达微米级别,所以对浆料中颗粒粒径有较大要求,防止堵塞喷嘴[12]。IJP陶瓷3D打印技术因其可实现复杂图形陶瓷的制备,且具有成本低、精度高、效率高等优点,在国内陶瓷生产行业得到了快速推广应用。此外,IJP陶瓷3D打印技术也存在一些问题:(1)IJP陶瓷3D打印技术制得的陶瓷密度较低,在不破坏陶瓷尺寸精度的情况下,很难用外部加压的方式增加陶瓷密度[13];(2)IJP陶瓷3D打印技术多用于二维材料的打印,如薄膜材料、涂层材料,在高度上难以得到复杂的多孔结构[14-16];(3)IJP陶瓷3D打印技术使用的部分浆料易挥发和产生沉淀,保质期较短,使用过程中容易导致成分分布不均匀,使烧结后显微结构均匀性差,劣化材料性能;(4)IJP陶瓷3D打印技术使用的喷头喷嘴寿命短暂、价格昂贵,且在使用过程中还需严格防止水性浆料与喷头内部发生短路现象。对于IJP陶瓷3D打印技术而言,性能更加优良、价格更加低廉的喷头喷嘴是当前的技术难点[17]。
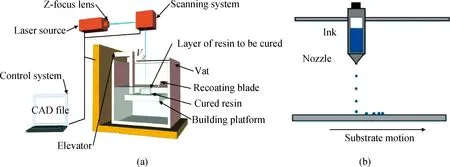
图1 (a)SLA原理设计图[6];(b)IJP原理示意图[11]Fig.1 (a) Schematic diagram of SLA[6]; (b) schematic diagram of IJP[11]
DIW陶瓷3D打印技术是通过挤压装置,将陶瓷粉料和添加组成的浆料挤出料筒,通过喷头挤在指定位置,并按照Gcode设定在二维平面上移动,完成一层图形后,再升高料筒到适合位置,进行下一层,如此逐层叠加打印,最终得到三维样品[18-21]。图2(a)为DIW陶瓷的工作原理示意图。通常情况下,DIW陶瓷3D打印技术中的陶瓷浆料黏度较低[22],相比于SLA和IJP陶瓷浆料,DIW技术中浆料会受到压力作用而被挤出,在挤出过程中,较大的剪切速率会大幅度降低浆料的黏度。因此,DIW用陶瓷浆料可具有更高的固含量相,其技术结构简单,灵活性强,尤其适用于制造具有周期性结构特征的多孔陶瓷。
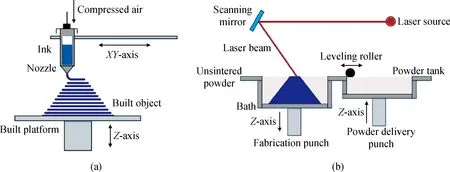
图2 (a)DIW原理示意图[11];(b)SLS与SLM原理示意图[11]Fig.2 (a) Schematic diagram of DIW[11]; (b) schematic diagram of SLS and SLM[11]
1.2 基于粉体、固体形态的陶瓷3D打印技术
基于粉体形态的陶瓷3D打印技术主要有选择性激光烧结(SLS)和激光选区熔融(SLM)技术。SLS、SLM技术是控制激光束按设计好的路线对陶瓷粉体进行加热,工作原理示意图如图2(b)所示。SLS陶瓷3D打印技术需将低熔点粉体加热至熔化[23-25],粘结成型,SLM陶瓷3D打印技术则需将所有粉体熔化[2,25]。这种基于粉体材料的陶瓷3D打印技术具有如下优势:整体生产周期短,样品致密度高,其中SLM陶瓷3D打印技术可得到致密度为100%的样品。另一方面,也因激光束的使用,能量较高,能耗大,成本相应提高;而且SLM陶瓷3D打印技术熔融至冷却过程的温度梯度高,会导致样品内部出现较高的热应力,从而增大陶瓷缺陷[26-27]。
而基于固体形态材料的陶瓷3D打印技术主要有熔融沉积成型(FDM)、层压物体制造(LOM)。FDM陶瓷3D打印技术是提前将陶瓷粉体与热塑性树脂混合,先加工成毫米级别的长丝状物,再进行3D打印,经喷嘴加热至稍高于细丝熔点后挤压在相应位置[28-29],图3(a)为其原理示意图。FDM陶瓷3D打印技术成本低、适用性广、操作简单,但该技术获得的样品表面光洁度差、机械性能差,且因热塑性树脂等有机物粘结剂难以去除,样品致密度较低。LOM陶瓷3D打印技术是先将陶瓷浆料压制成薄层材料,再通过激光束切割出相应的形状,按设计好的涂层形状一层一层进行切割,最后逐层粘结,碾压成型[30-31],如图3(b)所示。LOM陶瓷3D打印技术成型速度快,可用于制备大型器件。不足之处是存在叠层结构层压工艺的共同难题:如表面台阶纹的出现;各方向机械性能不同;带有空腔结构的材料易出现形变,且碎渣、废屑需后续处理,增加工艺成本等。

图3 (a)FDM技术[29];(b)LOM技术示意图[15]Fig.3 (a) Schematic diagram of FDM[29]; (b) schematic diagram of LOM[15]
2 基于浆料形态的陶瓷3D打印技术的材料组成
在基于浆料形态、粉体形态和固体形态的三种类型陶瓷3D打印技术中,基于浆料形态的陶瓷3D打印技术适用材料范围最广,成本较低,其应用范围也是最广的。在基于浆料形态的陶瓷3D打印技术中,浆料的流变性能和可扩展性是3D打印工艺的重点。如在制备喷墨打印技术中浆料需满足以下条件:浆料具备较高的粘合剂含量的同时,需黏度较低,防止堵塞打印喷头;为了便于下一层打印,浆料固化速度需足够快;水性浆料应避免与喷头内部发生短路现象。为制备合适的浆料,在陶瓷粉末中掺入各种类型的添加剂,形成适当黏度、具有一定流动性的浆料,常见的添加剂有粘结剂、分散剂、表面活性剂、发泡剂等。本文主要从最关键的粘结剂、分散剂入手对浆料的组成进行探讨。
看着村民挨个投票,赵明武感慨良多,往事一幕幕浮现。南北方种植条件不同,赵明武有心理准备,但实地一看,还是感到震惊。“这块地是小岗村地势最高的,而且高低差大,起伏不平;土壤属于黄棕壤土和沙壤土,不保水,种植条件极差;更重要的是严重缺水,可用于灌溉的水库在21 km以外……当时,很多专家都说,肯定搞不赢。”
2.1 粘结剂
在3D打印中,粘结剂是制备打印浆料必不可少的成分,一般来说,粘结剂在粉末颗粒表面形成润滑膜,合适的粘结剂有利于将基体粉料粘结在一起,从而对陶瓷坯体的致密度和强度产生影响[32],如Enneti等[33]探讨的粘结剂饱和度对喷墨3D打印制备的陶瓷样品生瓷强度的影响。结果表明,粉末层厚度一定时,样品生瓷的强度随着粘合剂饱和度的增加而增加,主要与固化过程中粘合剂和将粉末颗粒粘合在一起形成的摆动键有关,粘结剂饱和度越高,形成的摆动键越明显,即颗粒接触面积越大,从而可得到强度更高的样品。粘结剂种类繁多,按照化学组成,大致可分为有机粘结剂和无机粘结剂两类。
2.1.1 有机粘结剂
有机粘结剂在3D打印中的应用非常广泛,按基体溶液不同又可分为树脂基和水基。
树脂基粘结剂是以树脂作为主要成分的粘结剂,常见的为丙烯酸酯类树脂,该类光敏树脂在SLA技术中得到高频使用,如1,6-己二醇二丙烯酸酯[34-37]、三羟甲基丙烷三丙烯酸酯[38]、丙二醇二丙烯酸酯[39]等。Hinczewski等[7]使用二丙烯酸酯作为粘结剂制备Al2O3陶瓷,得到固含量体积分数为53%、黏度低于5 Pa·s的浆料;Wu等[36]研究了紫外光与1,6-己二醇二丙烯酸酯单体基陶瓷树脂的固化动力学,获得固含量体积分数为50%、黏度约5 Pa·s 的浆料;Bae等[37]采用1,6-己二醇二丙烯酸酯作为光敏树脂制备陶瓷熔模铸造模具。同时学者们还对光敏树脂间的组分和配比进行了研究[40-43],Johansson等[44]选用乙氧基化(2)1,6-己二醇二丙烯酸酯、二(三羟甲基丙烷)四丙烯酸酯和二季戊四醇五/六丙烯酸酯作为聚合物单体,掺入Al2O3粉末进行陶瓷的3D打印。结果表明,单体组分与单体比例对降低陶瓷零件缺陷有重要作用,选择合适的树脂单体有利于优化浆料性能,提高陶瓷件密度。
水基粘结剂是以水为主要成分,具有黏度低、易挥发等特点。Griffith等[45]使用SLA技术制备陶瓷器件时,使用丙烯酰胺水溶液和二丙烯酸酯,结果表明,二丙烯酸酯具有更高的折射率,黏度也较大。而丙烯酰胺水溶液折射率更低,浆料固化深度较大;且丙烯酰胺水溶液属于水基粘结剂,黏度较低;同时在SLA打印制备的陶瓷中脱脂烧结时,有机物的挥发会导致陶瓷致密度下降,甚至变形坍塌,所以需要保证陶瓷粉体固含量足够高,以便于制备出密度较高的陶瓷样品[46],所以水基的丙烯酰胺水溶液也因其低黏度、低折射率的特点更适用于陶瓷基的SLA技术。随后Wu[47]、Wang[48]等相继对使用丙烯酰胺水溶液作为光敏树脂制备陶瓷器件,浆料固含量体积分数可达57%,黏度低于2 Pa·s。聚乙烯醇(PVA)是IJP与DIW技术中较为典型的水基粘结剂,其水溶液具有良好的润湿性及粘结性,在传统陶瓷的制备方式和3D打印技术中均有应用,如Maleksaeedi等[49]以PVA为粘结剂应用于IJP陶瓷技术中,得到固含量体积分数为30%的浆料。随着陶瓷性能多样化的发展,3D打印技术中水基粘结剂的类型也逐步增多[50];Wang等[51]使用聚乙二醇作为粘合剂,制备二氧化硅梯度指数透镜;Huang等[13]使用聚乙烯吡咯烷酮溶解于去离子水和二甘醇作为粘结剂,获得黏度为2.99 mPa·s的IJP打印浆料;Xia等[52]以水溶性环氧树脂作为粘结剂,制备出应用于DIW技术的浆料,其固含量体积分数可达58%,黏度低于10 Pa·s;Yang等[18]使用热固化粘结剂卡拉胶这种植物胶制备氧化铝陶瓷零件,浆料固含量体积分数可达56%,黏度低于10 Pa·s;Chumnanklang等[53]采用麦芽糊精作为粘结剂,以包覆法包裹羟基磷灰石颗粒,探究对制备生物陶瓷生坯和烧结件的影响,发现粘结剂浓度增加,生坯强度增加,烧结件强度也随之增加;Muniz等[54]研究了聚乙烯醇、聚醋酸乙烯酯和阿拉伯胶三种不同粘结剂对IJP技术打印氧化铝陶瓷的影响。结果表明,以聚乙烯醇和阿拉伯胶为粘结剂,可使陶瓷样件获得低孔隙率、较高的密度与更高的机械性能。水基粘结剂中聚乙烯醇、聚乙二醇等有机聚合物作为粘结剂时,具有溶于水、润滑性好等优点,但存在粉料固含量低的问题;植物胶如卡拉胶、阿拉伯胶等粘结剂则具有较强的亲水性,环保安全。
粘结剂种类和含量对浆料及陶瓷性能有重要影响。在一定范围内随着粘结剂含量的增加,浆料黏度升高,相应流变性能减弱,生坯强度增强[53]。粘结剂种类方面,非水基粘结剂通常黏度较高,浆料稳定性更高,但需花费大量时间进行脱脂,排除有机物后留下气孔、孔洞等缺陷,且不易完全去除树脂基粘结剂,残留的有机物也易成为坯体缺陷;而使用水基粘结剂制备的浆料虽然稳定性较差,获得的生坯强度较低,但浆料黏度较低,且烧结时去离子水可完全挥发,有利于获得更致密的显微结构;水基粘结剂中,质量损失温度点较高的粘结剂,可使陶瓷样件获得低孔隙率、较高的密度与更高的机械性能[54]。
总体来说,有机粘结剂的使用不可避免导致陶瓷烧结后产生气孔、孔洞等缺陷,使其致密度降低、力学性能变差,且SLA技术中有机粘结剂含有一定毒性,对环境也会造成污染,有学者提出应该尽量减少或避免添加有机粘结剂,节能环保的无机粘结剂成为首选。
2.1.2 无机粘结剂
无机粘结剂是由无机盐、无机酸、无机氧化物和无机碱金属等组成的一类耐高温性能较强的粘结剂,一般分为磷酸盐系、硅酸盐系等,多为水基粘结剂。最初无机粘结剂在3D打印技术方面的应用几乎都是基于硅酸盐体系,如Sachs等[55]以胶体二氧化硅水溶液作为粘结剂,固体含量质量分数为50%,黏度低于10 mPa·s,Zhu等[56]以粒径为0.2 μm的硅粉水溶液作为粘结剂得到固含量体积分数为66%的浆料。无机粘结剂既可起到粘结剂作用,也可成为陶瓷组分的一部分。随着研究方向的扩展,有关无机粘结剂对陶瓷样件影响的研究被报道[57-59]。Zhao等[57-58]使用3D 纳米氧化锆悬浮液作为粘结剂对陶瓷芯进行3D打印,探究了该种无机粘结剂饱和度对烧结体性能的影响,发现粘结剂的饱和度升高,浆料黏度增高,烧结体的线性收缩率降低,抗弯强度增加。Jin等[59]报告了一种Si-O-P无机粘结剂,通过加入的磷酸二氢铵(NH4)H2PO4在加热过程中分解并与陶瓷基体中的SiO2反应生成Si-O-P化合物可起到粘结作用,用于直写式打印制备Si2N2O陶瓷和多孔陶瓷。

无机粘结剂的使用成本低、无污染,可作为潜在的陶瓷坯体增强剂使用,尤其在制备多孔陶瓷时,增大无机粘结剂的添加量,可提高陶瓷固含量,增加基体强度,图4(a)为粘结剂饱和度对陶瓷抗弯强度的增强作用[57]。总体来说,无机粘结剂因其较强的吸水性能、耐高温性能,在制备高温烧结的陶瓷器件方面具有巨大优势,而且在降低陶瓷零件的烧结线收缩率上效果显著。有机添加剂的减少也有利于获得更高的致密度,但无机粘结剂也存在着灵活性较低的问题,如喷墨打印或直写式打印中无机粘结剂不可逆性固化会导致喷头堵塞。如何在3D打印技术中高效利用无机粘结剂是一项实用且极具挑战性的重大课题。

图4 (a)粘结剂饱和度对抗弯强度的影响[54];(b)分散剂含量对浆料黏度的影响[54]Fig.4 (a) Effect of binder saturation on bending strength[54]; (b) effect of disperser content on the viscosity of slurry[54]
2.2 分散剂
3D打印对浆料的黏度有不同要求,如SLA技术要求浆料黏度低(浆料黏度低于5 Pa·s)[38,41,61]、均匀性好[62];喷墨打印技术浆料既要满足黏度低条件,还需有较快的固化速度,便于浆料成型。此时除了粘结剂,还要加入一些其他添加剂,以便于调整浆料状态,分散剂就是其中重要的一种[49,63]。陶瓷粉体表面具有亲水性基团,而部分添加剂尤其树脂类具有疏水性,亲水性粉体与疏水性树脂之间的不相容性会导致体系中的团聚与沉淀,因此选择分散剂时通常要求其具有亲水性极性基团和疏水性端链,这样既可与颗粒表面相互作用,又可为非极性介质提供稳定性。浆料中分散剂的添加,可有效增强颗粒的表面润湿性能,从而提高粉体在浆料中的分散性和稳定性,降低浆料黏度,如图4(b)所示,提高浆料固相含量。因此分散剂在浆料体系中的作用机制主要有:(1)空间位阻稳定机制,因分散剂的特定基团,使陶瓷粉体相互远离的效应;(2)静电稳定机制,因分散剂发生电离,使附着了分散剂的陶瓷粉体带上一定量的电荷,增强颗粒间静电稳定。浆料根据粘结剂的不同,添加的分散剂同样可分为水基和非水基。
含有树脂基粘结剂的浆料通常添加非水基分散剂,如油酸、硬脂酸、松油醇等,此时电荷作用微弱,分散剂作用机制以空间位阻稳定机制为主。Wu等[36]以丙烯酸酯类光敏树脂作为粘结剂,硬脂酸+油酸为分散剂,研究了紫外光固化制备丙烯酸酯基陶瓷的固化动力学;Li等[35]分别探讨了硬脂酸、油酸和聚丙烯酸铵作为粘结剂时对SLA技术制备Al2O3陶瓷的不同作用,发现硬脂酸和油酸与树脂具有更好的润湿性,且可获得黏度更低的浆料;Ponnambalam 等[64]研究油酸作为分散剂对Al2O3陶瓷和ZrO2陶瓷的影响,结果表明分散剂的用量也对浆料流变性能产生影响,随着分散剂用量的增加,浆料的黏度先缓慢下降再逐渐上升,浆料黏度达到最低时,分散剂浓度为最佳剂量。
水基浆料中可添加的分散剂种类有聚丙烯酸盐、聚乙烯吡咯烷酮、柠檬酸铵、聚乙烯亚胺等。聚丙烯酸盐等[48,65]高分子分散剂作为水溶性分散剂在陶瓷3D打印技术中应用十分广泛,聚丙烯酸盐等以其独特的空间位阻稳定机制和静电稳定机制,可有效调节其黏度和稳定性。Wang等[48]分别使用水溶性分散剂聚丙烯酸钠、聚乙烯基吡啶酮、聚丙烯酸铵制备出黏度低于2 Pa·s应用于SLA技术的浆料。Yang等[18,66]以柠檬酸铵作为分散剂,获得固含量体积分数为56%、黏度低于100 Pa·s的浆料,制备Al2O3陶瓷。
另外,商用分散剂[38,67-70]的使用也逐渐增多。Li等[38]报道了光固化技术制备氧化锆陶瓷中,几种商业分散剂对氧化锆粉末在树脂中分散性的影响。研究表明分散剂因含有的官能团对氧化锆颗粒表面的结合能力不同,可以提供不同程度的空间位阻稳定,所以降低黏度的效果也各不相同。优化分散剂的性质和用量,以满足3D打印浆料高固含量、低黏度的要求,有助于陶瓷样件获得高致密度与良好的性能。
最后,浆料的特性不仅与添加剂种类息息相关,还与陶瓷粉体的性能、颗粒粒径级配有关,为制备出性能更加优良的3D打印浆料,还需继续对浆料配方进行科学系统的探索。
3 结语与展望
按照陶瓷3D打印技术的材料形态,可将陶瓷3D打印技术划分为基于浆料形态的陶瓷3D打印技术, 基于粉体形态的陶瓷3D打印技术,基于固体形态的陶瓷3D打印技术。其中:
(1)基于浆料形态的陶瓷3D打印技术得到的器件精度高、分辨率高,样品外形结构、性能与浆料性能密切相关,但粘结剂的加入使样品烧结后出现气孔、孔洞等缺陷的几率增大,样品致密度较低,且有机组分的使用易造成环境污染、成本升高。
(2)基于粉体形态的陶瓷3D打印技术适用的器件尺寸范围较大,生产周期短,避免了粘结剂等添加剂的加入,样品致密度较高,甚至可达100%,但因激光束的使用导致生产成本较大;基于固体形态的陶瓷3D打印技术使用范围广、操作简单,但在精度和机械性能上有所不足。
(3)基于浆料形态的陶瓷3D打印技术中,粘结剂、分散剂的种类和含量均对陶瓷性能有重要作用,根据不同陶瓷性能要求选择不同体系粘结剂、分散剂。通常,粘结剂、分散剂的使用可分为水基体系和非水基体系,水基粘结剂与水基分散剂对应使用,非水基粘结剂则对应非水基分散剂。并且,水基无机添加剂的使用,有利于增大坯体和强度、获得较高的样件致密度,也可避免有机粘结剂造成的环境污染;新型添加剂,如氧化石墨烯,可单独与陶瓷粉末掺杂,进行3D打印,在减少添加剂使用、增大样品致密度方面效果显著。因此,建议使用水基无机添加剂作为陶瓷浆料的添加成分。
同时,开发添加剂的种类,扩大其应用范围,制造先进仪器,改进技术以降低成本,也是目前陶瓷3D打印研究方面的主要方向。此外,陶瓷3D打印技术难实现大规模产业化是当前陶瓷3D打印技术的难题。我国陶瓷3D打印技术正处于起步阶段,未来将拥有巨大的发展空间。
