HRB500E抗震钢筋小方坯连铸生产实践
2021-07-12李维华
李维华
(福建三宝钢铁有限公司技术中心,福建 漳州 363000)
0 引言
GB/T 1499.2-2018《钢筋混凝土用热轧带肋钢筋》中,钢筋按屈服强度等级分为400、500、600Mpa级,按生产控制状态分为热轧钢筋和控轧细晶粒钢筋两个牌号系列,按三个强度等级,两个牌号系列划分,本标准共有HRB400、HRB500、HRB600、HRB400E、HRB500E、以及HRBF400、HRBF500、HRBF400E、HRBF500E共九个钢筋牌号。HRB500级钢筋宜应用于受荷较大且由承载力控制截面配筋的纵向受力钢筋,如高层、超高层建筑、大型框架结构、高烈度区钢筋混凝土结构和大跨度及重荷载下梁、板,不宜应用于普通跨度的多层框架结构、基本上按构造配筋的多、高层框架-剪力墙和剪力墙结构及普通楼板、按构造要求配置的钢筋[1-4]。RB500级钢筋同普通钢筋相比的优点表现在以下方面:可减少钢筋的使用量,节约工程直接成本,减少钢筋的安装量,节约工程物资及人力的投入;显著改善梁、柱节点中钢筋密集的情况;具有强度高、延性好、碳含量低、可焊性优良等良好的力学性能;能在保证工程质量的同时,满足规范及设计要求。本文研究的HRB500E抗震钢筋采用高硅高锰合金元素设计,主要摸索HRB500E抗震钢筋电炉冶炼和连铸生产的生产工艺和生产可行性,为后续轧钢工序提供前提条件[5-8]。
1 电炉冶炼
本文HRB500E抗震钢筋小方坯采用电弧炉→精炼炉冶炼法,冶炼设备为90t超高功率电弧炉,整个冶炼工艺为:电炉冶炼→出钢脱氧合金化→钢包精炼→连铸,电炉冶炼示意图如图1所示,具体控制过程如下。
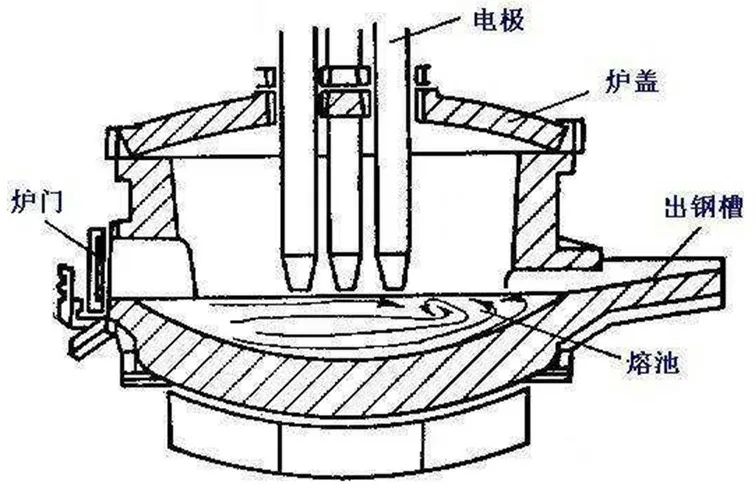
图1 电炉冶炼示意图
1.1 化学成分控制
本文HRB500E抗震钢筋小方坯的化学成分在满足国标GB/T 1499.2-2018的情况下,主要采用提高钢中Si和Mn含量来增加最终钢筋产品的强度,具体情况如表1所示。
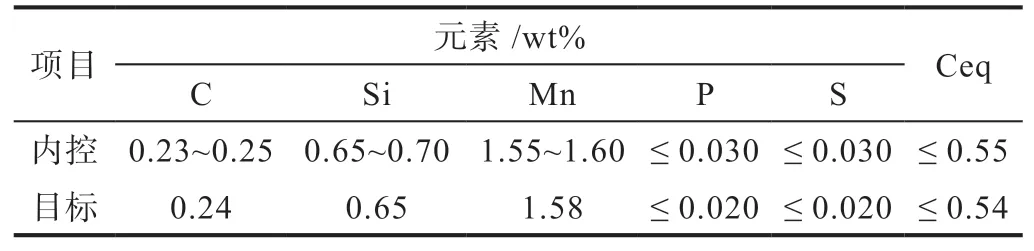
表1 化学成分控制标准
1.2 熔化期操作
熔化期的目的是将固体废钢铁料熔化,通过配料、布料、供电、吹氧助熔和提前造渣等操作,达到快速熔化,最大可能地降低电耗,为氧化期创造好条件。主要操作要点包括合理布料、合理供电、合理吹氧助熔和提前造渣熔,化期大约占整个冶炼时间的一半以上,冶炼电耗约占整个冶炼期的2/3以上,熔化期的电极消耗约占整个冶炼期的2/3以上。
1.3 氧化期操作
氧化期是现代无还原期电炉冶炼的关键过程,当废钢料完全熔化并达到氧化温度后进入氧化期,氧化期主要操作要点包括造渣与脱磷、氧化与脱碳、气体与夹杂物的去除以及终点温度控制。
1.4 LF精炼操作控制
LF精炼是冶炼高质量钢材必不可少的环节。精炼的主要任务是脱氧、脱S、脱气、去除非金属夹杂物、精确微调合金成分和钢水温度,为连铸的稳定生产提供优质钢水。
2 方坯连铸工艺控制
本文耐大气腐蚀螺纹钢HRB400aE小方坯连铸机为四机四流全弧形板坯连铸机,1#、2#和3#连铸机弧型半径均分别为8m、8m和9m,铸坯断面为165mm×165mm,铸流间距为1.2m,结晶器长度为0.9m,浇铸钢种为普碳钢、低合金钢和焊条钢。
2.1 连铸温度制度控制
连铸温度制度控制主要包括氩后温度控制、大包开浇温度控制和中间包温度控制,其温度控制还与上钢类型有关。氩后温度开浇包1600℃~1615℃,连浇包1580℃~1595℃;大包开浇温度开浇包1590℃~1610℃,连浇包1560℃~1580℃;中间包温度/℃,开浇包1535℃~1555℃,连浇包1515℃~1535℃;中间包温度/℃,开浇包1535℃~1555℃,连浇包1515℃~1535℃。
2.2 拉速控制
连铸浇铸作业过程中,拉速要适当控制,过快则容易出现漏钢等事故,过慢则影响当班产量等,1#机、2#机起步拉速0.5m/min~0.8m/min,正常拉速2.2~3.0m/min。
2.3 冷却模式主要参数控制
二次冷却模式采用中冷配水模式,1#机R8m小方坯铸机结晶器水量按115m3/h~125m3/h控制,2#机R9m小方坯铸机结晶器水量按130m3/h~140m3/h控制,二冷比水量按1.6L/kg~1.8L/kg控制,根据生产情况可对水量进行适当调整,但必须确保铸坯具有良好的表面及内在质量;为防止铸坯产生横裂纹,铸坯矫直温度>990℃。
3 连铸方坯质量检验
3.1 低倍组织检验
连铸坯低倍检验的内部组织缺陷评级标准:YB/T153-2015《优质结构钢连铸方坯低倍组织缺陷评级图》,经过检查,铸坯组织无中心疏松、缩孔、内部裂纹、角部裂纹、中间裂纹、中心裂纹和皮下气泡,可见低倍质量合格。
3.2 外形尺寸及表面质量
通过检查,本文试验方坯外形边长、对角线之差、定尺长度、切斜长度和鼓肚情况均合格。另外,通过表面质量检查,未发现裂纹、翻皮、结疤、夹杂、擦伤、气孔、皱纹等等缺陷,均合格。
4 结语
通过采用高硅高锰合金元素成分设计,同时控制好电炉炼钢熔化期操作、氧化期操作和LF精炼操作控制,控制好连铸温度制度、拉速控制和冷却模式主要参数控制等工艺手段,成功制备了符合国标的HRB500E抗震钢筋小方坯,并且连铸小方坯表面质量和低倍组织质量均合格,说明制备工艺可以大规模生产。
