电池包侧向挤压和底部托底的仿真分析研究
2021-07-06朱红霞
朱红霞,胡 淼,李 欣
(凌云工业股份有限公司,上海 201708)
新能源汽车是世界汽车产业的发展方向,它不仅能降低环境污染,而且推动了汽车产业升级,并为智能电网建设助力。新能源汽车产业迅猛发展的同时,其暴露出来的安全隐患问题也不断成为社会舆论焦点。电动车起火现象屡见不鲜,火灾事故多因道路异物碰撞或其他机械载荷造成动力电池包受撞击、挤压后电池壳体发生变形,导致模组电芯、高压线束等电器元件短路或热失控起火[1]。
电池包局部挤压主要体现在侧向挤压、底部托底两种典型工况。GB38031-2020《电动汽车用动力蓄电池安全要求》[2]中所涉及的动力电池系统机械安全性能评判测试主要包括振动、机械冲击、挤压和模拟碰撞。挤压测试要求挤压速度不大于2 mm/s,通过有限元软件进行电池包挤压工况仿真模拟时,若按照实际试验施加速度为2 mm/s 的载荷挤压,由于计算机性能限制,求解效率低下,不利于快速得出结果指导设计,仿真一般使用力载荷或者较大的速度载荷进行挤压。电池包底部托底指汽车行驶过程中途经洼路、减速带、压过砖块石头等地面突出物时,电池包底部受到挤压、撞击或剐蹭,由于道路异物形状复杂,暂未形成标准规范对电池包底部托底机械安全性能进行测试要求,各类型异物托底严酷性没有参考比照。本文基于以上两种工况对某款电池包进行了仿真分析研究。
1 仿真分析模型的建立
1.1 电池包建模
研究所选用电池包结构及材料性能如表1 所示,主要包括上壳体、电池模组、下壳体三部分。上壳体材料为SMC;下壳体为铝挤出型材焊接而成,材料6061_T6,下壳体底板为带型腔的双层铝合金型材;电池模组包括模组电芯、模组端板,端板材质6063_T6。Hypermesh 具有强大的有限元网格划分前处理功能,应用其前处理模块对模型进行合理简化处理并划分网格。电池包上、下壳体网格基础尺寸为4 mm,单元类型为壳单元;电池模组网格基础尺寸为10 mm,单元类型为六面体实体单元。电池包螺栓连接采用RBODY 单元,焊缝连接使用壳单元;电池模组端板与电芯共节点连接。

表1 电池包模型及材料性能参数
1.2 电池包侧挤压仿真模型的搭建
参照GB 38031-2020《电动汽车用动力蓄电池安全要求》对电池包进行挤压仿真边界条件设置。挤压板设置为Φ150 mm 的刚性圆柱,圆柱高度大于被测对象高度,小于1 m;电池包侧挤压方向设置为y方向;电池包底部、被挤压侧分别设置刚性墙约束。目前,电池包挤压仿真分析一般对刚性圆柱施加力载荷或者较大的恒定速度载荷进行挤压[3-5],为对比结果差异,载荷参数设置为100 kN 以及2、30、100、200、500 和1 000 mm/s。电池包本体设置自接触,电池包与刚性圆柱间建立接触对,接触类型选用TYPE7,电池包施加重力。电池包侧挤压模型见图1。以上7 种侧挤压仿真模型分别使用16核工作站和160 核高性能云计算平台进行求解计算,以对比计算时间。
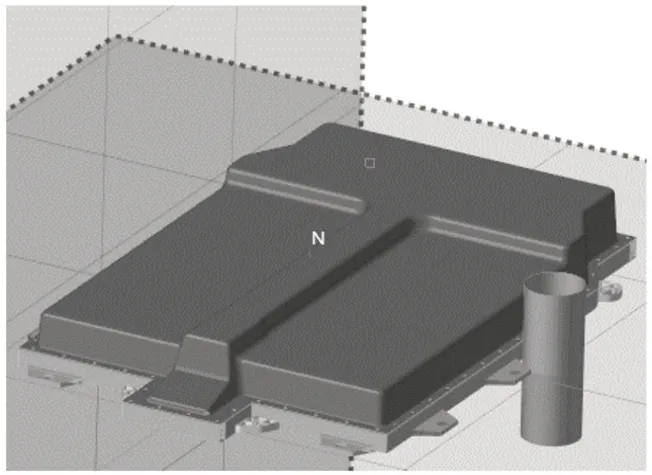
图1 电池包侧挤压模型
1.3 电池包底部托底仿真模型的搭建
电池包底部结构损坏的程度与道路异物的几何形状、规格尺寸和碰撞冲击形式有着密切关系,由于目前并没有统一规范对电池包底部机械性能测试进行要求,故根据部分企业要求及检索的部分重要文献来设定电池包底部托底仿真边界条件[6-10]。
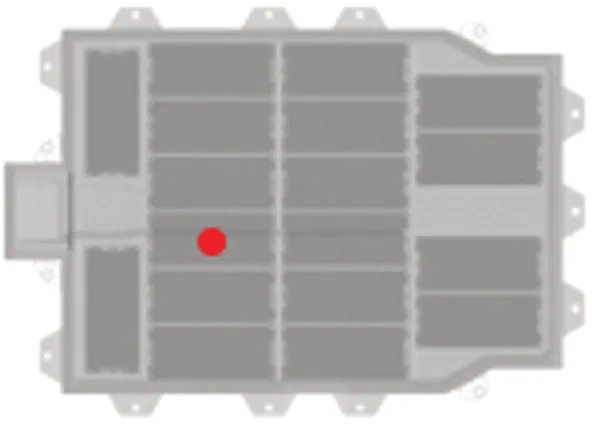
图2 异物托底位置
2 仿真结果对比分析
电池包侧挤压和底部托底工况仿真模型搭建完成后,采用通用有限元求解器RADIOSS 软件进行分析计算,并使用Hyperview/Hypergraph 后处理软件对计算结果进行处理。
2.1 侧挤压仿真分析结果
对于施加恒定速度载荷工况,当刚性圆柱与电池包边框间挤压接触力达到100 kN 时即可停止挤压计算,挤压仿真分析结果见图3。
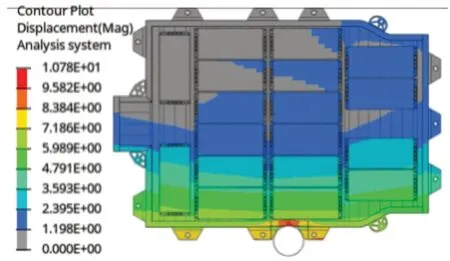
图3 电池包侧挤压仿真分析结果
提取7 种侧挤压工况过程中刚性圆柱的接触力-时间曲线、侧向位移-时间曲线,拟合获得刚性圆柱接触力-位移曲线如图4(a)所示,电池包侧向加载100 kN 挤压力时,侧向位移8.86 mm,以施加载荷100 kN 时求解的位移-力坐标(8.86,100)为基准,各速度载荷下挤压力达到100 kN 时获得位移进行对比。图4(b)为电池包挤压试验,图4(c)为2 mm/s 挤压速度下所提取的挤压柱力-位移曲线,与以100 mm/s 速度的挤压仿真提取的数据进行对比,并以±20%试验力值作为浮动范围窗口,由于仿真材料参数不能完全体现实际材料性能,及其他各类因素影响,试验仿真结果有一定差异,但由图可见,曲线趋势具有一致性,当侵入量选定90 mm 时,试验挤压力约为400 kN,仿真挤压力约为450 kN,相差约12%。
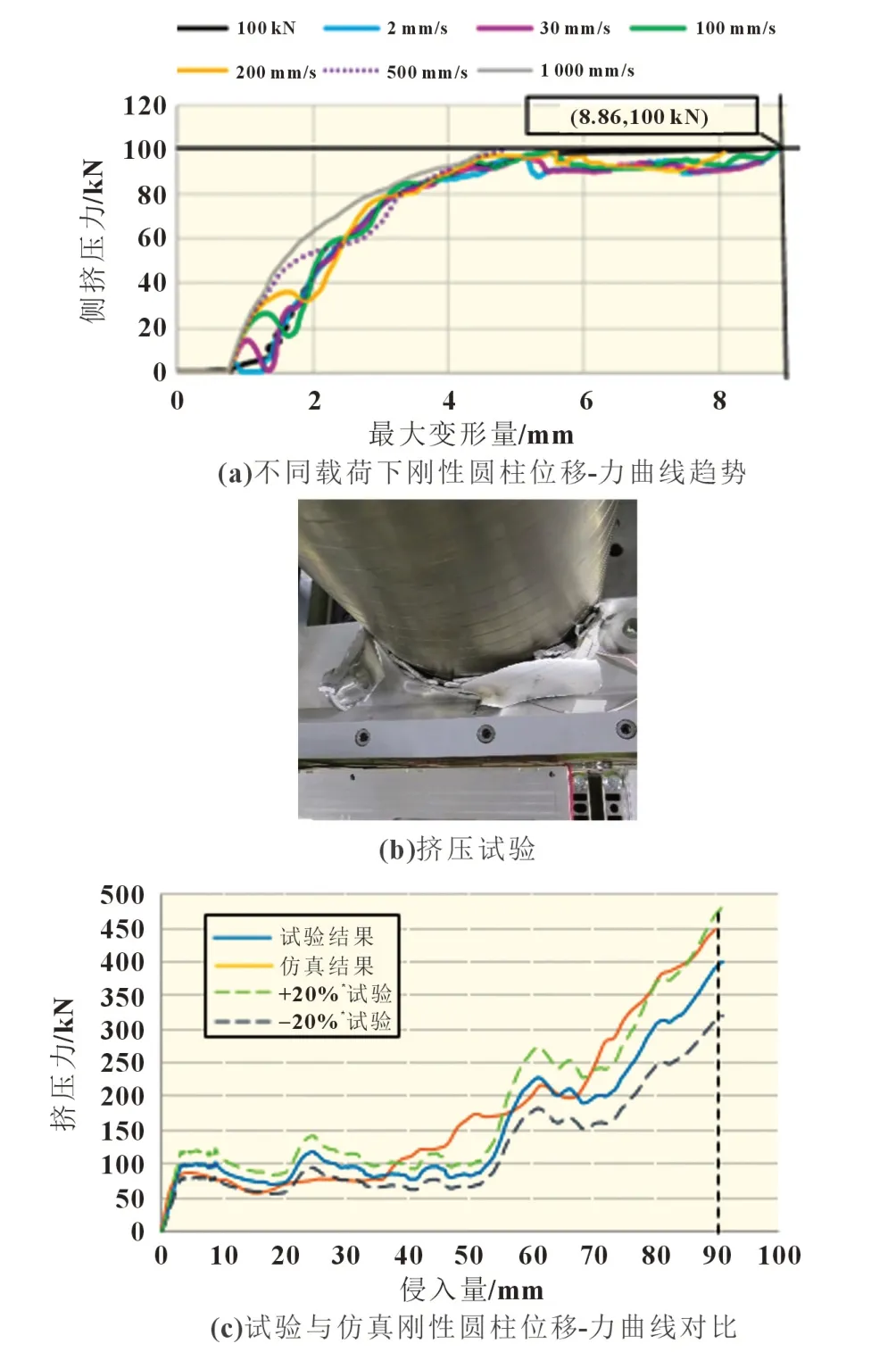
图4 刚性圆柱位移-力曲线趋势
由表2 可知,电池包侧向挤压分别施加2、30、100、200、500 和1 000 mm/s 速度载荷,挤压柱接触力达到100 kN 时挤压柱侧向位移分别为8.87、8.85、8.84、8.80、4.78 和4.65 mm,经对比可得,当挤压柱接触力达到100 kN 时,加载速度值越小,挤压柱位移与加载挤压力时结果越接近;加载速度值为1 000 和500 mm/s 时,挤压柱位移与加载挤压力时相差较大。
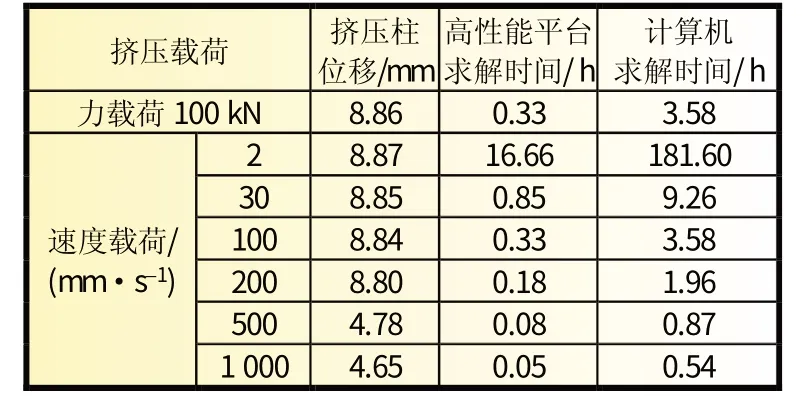
表2 不同载荷下位移、求解时间对比
相同侧挤压工况下,160 核高性能云计算平台计算时间约为16 核工作站的10.9 倍。由于速度载荷值越小,计算求解时间越长,因此在使用速度载荷进行侧挤压分析时,应综合考虑计算机性能与求解精度,而非一味追求实际测试条件要求,不计时间成本。
2.2 底部托底仿真分析结果
电池包托底属于结构耐久工况,电池包经多次托底后各功能均应保持正常,要求下壳体底板托底后不能出现开裂现象,电池模组Z方向不受挤压或挤压力、挤压变形量限制在一定范围内。
提取电池包异物托底模拟工况的变形(图5)、底板塑性应变仿真分析结果进行研究对比。由于电池包底板为铝型材结构,因此分别考察上、下底板变形量(表3)。锥形异物托底类似于钝刺,条件最苛刻,托底力达不到25 kN 底板塑性应变便会超过材料断裂延伸率,发生开裂,锥体会接触并挤压模组;其余5 种托底工况下,电池包底板均与模组地面有一定距离,未触碰电池模组,底板最大塑性应变率均小于材料断裂延伸率,不会发生开裂。下层底板变形量按长方体、五棱柱、三角柱、Φ150 mm 球体、Φ75 mm 球体次序依次增加,上层底板变形量除长方体托底工况外也按此次序依次增加,底板变形严重程度主要由托底异物尖锐度、托底接触面积、底板结构特征所决定,同等托底力载荷下,托底异物越尖锐、托底接触面积越小底板变形大,甚至开裂失效。长方体托底时,虽然托底面积较大,但是上、下层底板间布置的筋特征刚好位于挤压面上方,下层底板向上移动时,其连接的两条筋同时推动上层底板运动,筋并未发生明显弯曲变形,故上下层底板位移量接近。
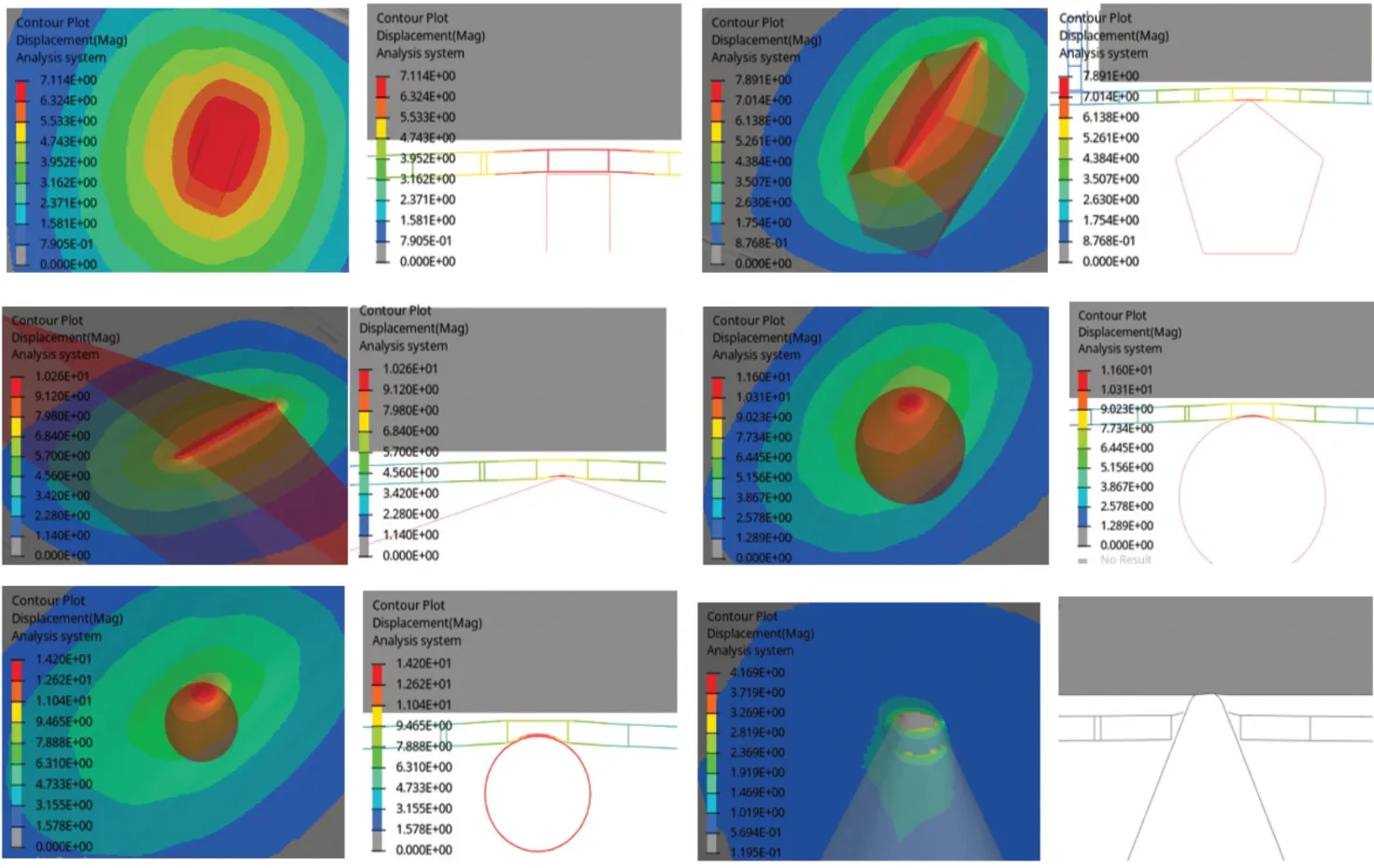
图5 电池包底部托底仿真分析结果
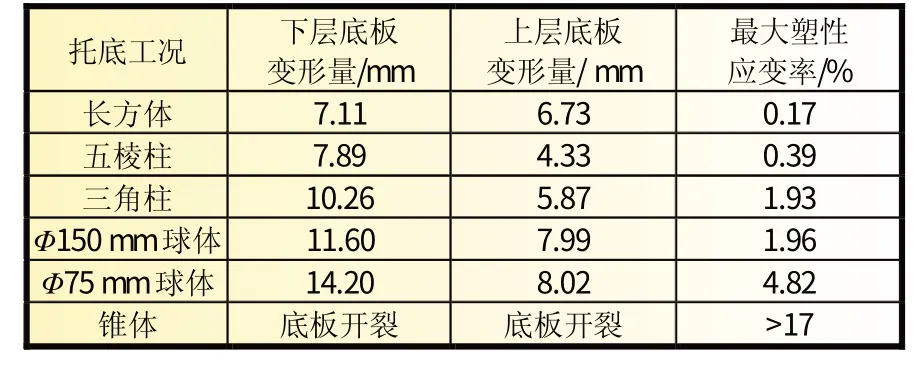
表3 各托底工况下底板变形量
3 结论
通过对动力电池包侧挤压进行仿真分析得出,施加不同挤压载荷时,速度参数在2~200 mm/s 范围内刚性圆柱接触力达到100 kN 时挤压变形量与施加100 kN 力载荷时挤压变形量数值一致性很高,兼顾结果精度与计算时间成本情况下,可以选用施加力载荷或者100 和200 mm/s 速度载荷进行仿真分析。通过选用不同形状几何物体模拟电池包底部托底工况发现,托底力为定值时,托底异物尖锐度、托底接触面大小是影响底板变形量的主要因素,可通过电池壳结构设计特征、布置形式、连接关系、加工工艺进行改善,或者汽车底部增加防撞梁、底护板,保护电池包安全性。
该仿真研究可为电池包侧挤压分析参数设置和异物托底变形评判提供重要参考。由于几何结构简化、模型网格尺寸大小、材料参数性能等都会对仿真计算结果精度造成一定影响,在借鉴应用结果时需视情况进行合理选择。
