三区温度对风电叶片主梁用拉挤玻板性能影响研究
2021-07-04杨超平李兆星
杨超平 李兆星




摘 要:浸渍环氧树脂的玻璃纤维在拉挤机牵引下通过加热模具并受热固化形成拉挤板材。模具加热一般采用三个区域分段加热。本文选取三组不同三区温度进行板材制造,研究其对产品表观性能、理化性能、静态力学性能的影响。研究结果表明:较低三区温度的产品,边缘有富树脂及掉粉现象,拉伸力学性能明显偏低,0°拉伸强度为1309MPa,其余两组分别为1405MPa,1400MPa。较高三区温度的产品表观性能异常,出现板材发黄现象,而其静态力学性能无明显提升。
关键词:风电叶片;拉挤板材;三区温度;性能;
2021年1月,國家能源局发布2020年全国电力工业统计数据。截至12月底,全国发电机装机容量约22亿千瓦,同比增长9.5%。其中风电装机容量约2.8亿千瓦,同比增长34.6%;太阳能发电装机容量约2.5亿千瓦,同比增长24.1%。截至12月底,风电新增装机7167万千瓦。
风力发电高速增长,但同质化竞争严重。平价、低价项目的推进,代表竞价时代已经来临,风电产业成本压力巨大。风电叶片作为风力发电机组的主要部件,成本占据重要地位。近年来,风电叶片日趋大型化,叶片越大越长,其材料用量及重量也越大,不仅会增加风力发电机组的载荷,也会导致风力发电机组的成本居高不下。因此,风电叶片的轻量化、高强度、低成本是其工艺发展的必然方向。
拉挤板材采用高模量纤维结合树脂进行生产,该工艺自动化程度高,质量稳定。产品在长度方向基本无限制,可以满足风电叶片大型化需求。产品的高纤维含量使其有更高的力学性能,同等力学性能要求下,能有效降低叶片重量及材料成本,在叶片主梁制造部分基本已替代传统灌注工艺。
拉挤板材在制造过程中,由于工艺参数问题,可能导致产品外观、力学性能低等问题。温度是控制产品固化度及性能的主要参数,三区温度主要控制板材成型及固化,后固化温度主要控制板材完全固化并防止由于温度剧烈变化带来的应力集中。本文主要是研究三区温度对产品外观、理化性能、静态力学性能的影响,为拉挤板材生产工艺参数设定提供相关的参考。
1试验部分
1.1. 试验材料
拉挤环氧树脂(东树新材 DQ209E及DQ209H);玻璃纤维(欧文斯科宁 WS4000);脱模剂(AXEL INT1890M);脱模布(浙江佑威 PY-PA66-85)。
1.2. 试验设备
履带式拉挤设备(NLL-12T);万能力学试验机(MTS 45.105-100KN);CNC加工中心(PL700A);分析天平(ME204);箱式电阻炉(SGMM11/17A);模具(Cr12MoV,长900mm,宽270mm,高120mm)。
1.3. 试验方案
产品在一定拉挤速度下,通过模具加热(三区)进行固化,再通过4个后固化箱(单个长度1m)进行后固化。
根据前期试验经验,拉挤速度固定为450mm/min;后固化温度固定为145℃,135℃,125℃,115℃。
根据拉挤速度,拉挤板材在模具合计受热时间120s(每个区40s),在每个后固化箱受热时间约133s。
本次主要研究三区温度对产品性能的影响,根据该体系环氧树脂的前期拉挤经验,考虑板材固化情况及脱模布耐温情况,本次试验主要在150℃~200℃范围内选取三组三区温度进行对比试验。
三区温度:方案A(155℃,175℃,185℃);方案B(160℃,180℃,190℃);方案C(165℃,185℃,195℃)。
1.4. 测试标准
本次研究共涉及9项测试,测试项次涵盖拉挤板材所必要的理化及静态力学性能表征,其测试标准如表 5所示。
2结果分析与讨论
2.1表观性能
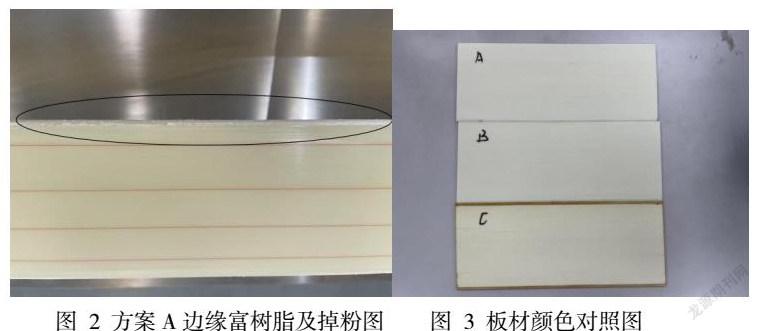
在进行三种方案产品制造过程中,方案A产品边缘有富树脂及掉粉现象(详细情况如图 2所示),而方案B及方案C无异常现象。针对现象进行分析,方案A三区温度相对较低,导致板材在制造过程中固化度不足,富树脂块与板材剥离并与模具连续摩擦,导致产品边缘出现富树脂块及玻璃钢粉末。
三种方案制造的拉挤板材去除脱模布后,进行颜色对比,发现方案C板材较其余两组对比样颜色偏黄,特别是脱模布未覆盖区域偏黄较为明显(详细情况如 图 3所示)。针对现象进行分析,方案C三区温度相对较高,树脂受热反应加剧,反应快速放热,导致拉挤板材表面颜色偏黄。
2.2理化性能
(1)密度
密度测试数据,均满足叶片设计要求。测试数据波动范围为2.15~2.17,最大偏差0.93%,波动范围较小(详细数据如图 4)。针对数据进行分析,三区温度对板材密度基本无影响。
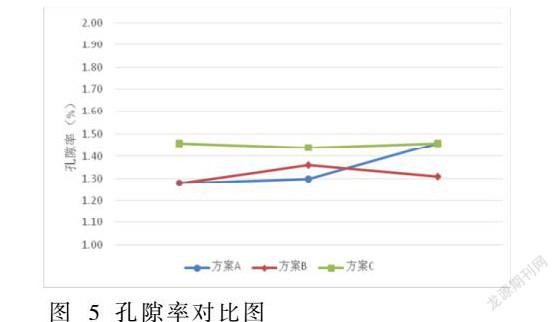
(2)孔隙率
孔隙率测试数据,均满足叶片设计要求。测试数据波动范围为1.28~1.46,最大偏差14.06%,波动范围较大(详细数据如图 5)。针对数据进行分析,三种方案间数据存在较大偏差,但方案A本身单组数据同样存在较大偏差;考虑孔隙率本身受密度及纤维含量的影响较大,分析认为该偏差主要是由数据离散性造成的,三区温度对板材孔隙率基本无影响。
(3)纤维质量含量
纤维质量含量测试数据,均满足叶片设计要求。测试数据波动范围为83.34~84.20,最大偏差1.03%,波动范围较小(详细数据如图 6)。针对数据进行分析,三区温度对板材纤维质量含量基本无影响。
(4)玻璃化转变温度(Tg)
拉挤玻板玻璃化转变温度是表征产品固化度的主要指标,要求一般为≥105℃。针对数据进行分析,方案A低于指标要求,表明产品固化度不足,可能会影响产品的力学性能,具体影响范围还需通过详细性能数据对比进行分析。方案B与方案C数据基本一致,表明产品固化达到一定程度后,提升温度短时间加热对产品固化度提升无明显效果。
2.3静态力学性能
产品制造完成后,按对应标准,采用CNC加工中心进行样条加工并对边缘毛刺进行水磨处理,以保证试样性能的准确性。
(1) 拉伸性能
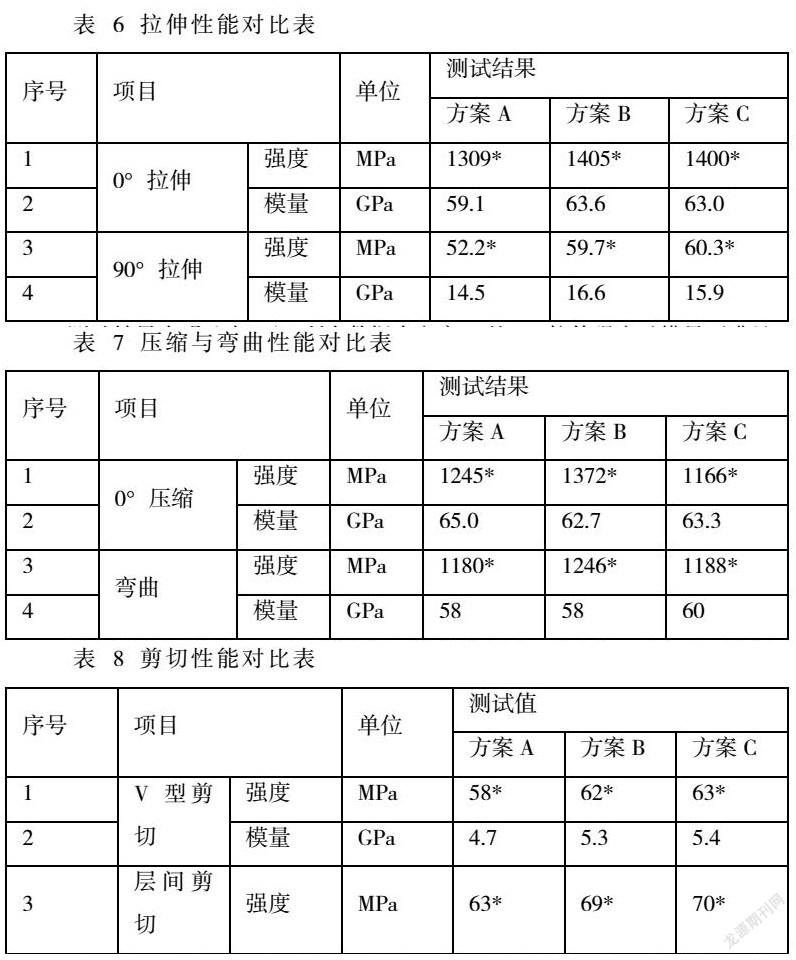
测试结果表明(表 6),所有数据中方案A的0°拉伸强度及模量不满足叶片设计要求,其余均满足使用要求。方案B与方案C各项拉伸性能基本相当。结合玻璃化转变温度的数据,表明产品未完全固化前,三区温度对产品拉伸性能提升明显;三区温度各提升5℃,拉伸各项性能提升约7%~15%。当固化达到一定阶段后,继续提升温度对产品拉伸性能基本无明显意义,该趋势与Tg表现趋势方向一致。
(2) 压缩与弯曲性能
测试结果表明(表 7),数据均满足叶片设计要求,但方案A及方案C强度性能数据明显低于方案B。影响复合材料的力学性能的因素主要有基体及纤维本身性能,复合材料界面的影响。方案B主要考虑树脂固化度不足,造成性能偏低,而方案C考虑温度过高导致树脂基体软化,使其与玻璃纤维粘结力降低,在复合材料界面处树脂基体与纤维材料产生相对滑动,导致性能偏低。
(3) 剪切性能
测试结果表明(表 8),方案A数据不满足叶片设计要求且明显低于方案B及方案C,方案B与方案C结果基本一致。分析原因,性能偏低主要由温度偏低固化度不足导致。
2. 结论
(4)根据试验表明,三区温度过低会导致拉挤板材固化度不足,边缘出现富树脂及出粉等表观异常;三区温度过高会导致树脂反应加剧,拉挤板材表面颜色发黄。三区温度的设置与树脂本身的性能息息相关,应配套进行。
(1)三区温度对拉挤板材密度、孔隙率、纤维质量含量参数基本无影响。
(2)三区温度过低会降低产品固化度,当温度已满足产品完全固化需求后,提升温度短时间加热对产品固化度提升无明显效果。
(3)各项力学性能对比数据均表明:產品未完全固化时,三区温度对产品力学性能提升效果明显;固化达到一定阶段后,继续提升温度对产品力学性能基本无明显意义且会因为温度过高导致树脂软化而造成个别性能降低。温度对力学性能的影响大趋势基本与玻璃化转变温度一致,后续进行相关研究时可以以玻璃化转变温度为大范围筛选判定依据。
参考文献:
[1] 丛庆,林凤森,等. 高性能碳纤维/环氧树脂复合材料板的制备及其性能表征研究[J].化工新型材料,2019,47(4):81-83.
[2] 肖鹏. 复合材料拉挤工艺树脂固化动力学研究[J].工程管理与技术,2020(13):190-192.
[3] 周毛毛,惠颖. 拉挤型玻璃纤维复合材料性能试验研究[J].低温建筑技术,2016,38(11):1-3.
[4] 梅端,王均,等. 树脂玻璃化转变温度对GFRP拉/压性能的影响[J].武汉理工大学学报,2009,31(21):77-80.