催化除氧与膜除氧技术在核电机组中的应用对比研究
2021-07-01王旭
王 旭
(三门核电有限公司,浙江 三门317112)
0 引言
重要设备的的腐蚀一直是影响核电机组安全稳定和运行寿命的问题。影响金属腐蚀的主要因素包括溶解氧含量、pH、水温、水中离子含量等。目前,核电机组中一回路和二回路供水pH控制、离子含量控制技术均很成熟。水温与工艺要求密切相关,设计工艺确定后无法进行控制。因此,供水溶解氧控制成为核电机组减缓腐蚀的重要方式。
AP1000三代核电机组设计上采用加氢催化除氧方式控制机组除盐水供水溶解氧,减缓设备氧腐蚀。国内部分二代机组为减缓设备腐蚀,增加机组运行寿命和提高设备可靠性,采用膜除氧技术控制机组供水溶解氧。本文通过对两种除氧技术进行对比研究,为后续机组设计和改造提供参考。
1 催化除氧和膜除氧技术介绍
1.1 催化除氧技术原理
低压加氢催化除氧技术已经应用在国外制药、化工等行业中,将钯金属作为催化剂吸附在树脂上,钯树脂是以强碱性阴树脂作为载体,将钯金属颗粒通过特殊工艺植在树脂表面。通过向除盐水中加入氢气并通过管道混合器将氢气溶解在除盐水内形成溶解氢,此时,除盐水内同时溶解有氧气和氢气。如图1所示,根据分子轨道理论,氢气与氧气在常温下不能自发进行反应,原因是二者电子云轨道对称性不匹配,在金属催化剂表面吸附后,受金属最外层d轨道的作用,氢电子云发生变形,从而变得可以与氧气在常温下进行反应[1]。因此,除盐水内的溶解氧和溶解氢通过钯树脂时在钯元素的催化下在常温状态反应生成水,从而达到降低除盐水溶解氧含量的目的。

图1 加氢催化除氧原理
水中溶解氧与溶解氢还原反应过程如下:

1.2 膜除氧技术原理
膜除氧技术已经在国内电子、医药、冶金、化工等领域进行广泛应用。膜除氧技术原理为亨利定律:在一定温度的密封容器内,气体的分压与该气体溶解在溶液内的摩尔浓度成正比。

P g为气体分压;
H为亨利常数;
X g为气体摩尔分数溶解度。
除氧膜是由聚丙烯中空纤维组成的疏水性膜,平均孔径为0.03μm,微小的孔径使水不能通过而气体分子可以通过。除氧膜为中空管状,内径为200~220μm,外径为300μm[2]。如图2所示,溶解有气体的水流过管外(水侧),当在管内(气侧)进行抽真空或氮气吹扫后,气液平衡向一方偏移,便会驱使管内水中溶解的气体从管内移向管外,从而达到除氧的效果。

图2 膜除氧原理图
2 催化除氧技术在AP10 0 0核电机组中的应用
AP1000核电机组在除盐水储存和分配系统中使用钯树脂作为催化剂进行加氢除氧。AP1000核电机组除盐水吹化除氧系统为集成模块化设计,模块内包括除盐水泵、管道混合器、钯树脂罐、树脂捕捉器、除气罐、鼓风机、加氢流量计等设备,如图3所示。
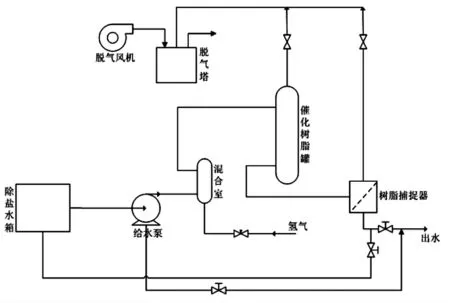
图3 催化除氧系统简图
除盐水经除盐水泵送入管道混合器与从氢气管线来的氢气进行混合,然后进入钯树脂罐顶部。除盐水经过钯树脂层后,再经过树脂捕捉器过滤掉可能从树脂罐内跑出的碎树脂,然后再供向用户或循环回除盐水储存箱。为了保证催化除氧效果,在树脂罐顶部设置有布水板防止除盐水在树脂罐内偏流,导致各部位流速不均,影响催化除氧效果。为避免未溶解在除盐水中的氢气进入下游供水管道或除盐水箱,在钯树脂罐顶部和树脂捕捉器顶部设置有排气管道,用于排出未溶解在除盐水中的氢气,排出的氢气进入除气罐后通过防爆鼓风机将氢气排至室外。
通过AP1000机组除盐水催化除氧系统的实际运行情况证明,经过催化除氧系统后供向机组各系统设备的除盐水氧含量可以维持在5 ppb左右,满足AP1000机组补水氧含量低于100 ppb的要求。
3 膜除氧技术在核电机组中的应用
国内某核电机组硼回收补水箱采用膜除氧工艺。硼回收系统设置了三个补水箱,可用来收集和贮存蒸发器的二次蒸汽冷凝液。三个箱体的有效容积为3×180 m3。根据水质要求,补水的氧含量应不超过100 ppb。三个补水箱在机组功率运行期间主要给主系统提供合格的除氧水和辅助系统用水。
膜除氧装置采用新型的气、液膜分离工艺,如图4所示主要包括脱给水泵、过滤器、气膜组件、真空泵、吹扫气体、保安过滤器、减压阀等部件。通过在氮气环境下抽真空的方法提高膜除氧效率。膜除氧装置由A/B列组成,一用一备。对主系统用水的补水箱是连续投运一列膜除氧装置除氧,连续除氧可将溶解氧控制在15 ppb以下。

图4 膜除氧系统简图
4 催化除氧技术和膜除氧技术对比
4.1 除氧速度对比
AP1000核电机组加氢催化除氧通过调整加氢量可以在10 min内将催化除氧系统出口溶解氧降低至10 ppb以下,并可以在8 h内将500 m3的除盐水箱内的氧含量由5 000 ppb降低至100 ppb以下,如图5所示。
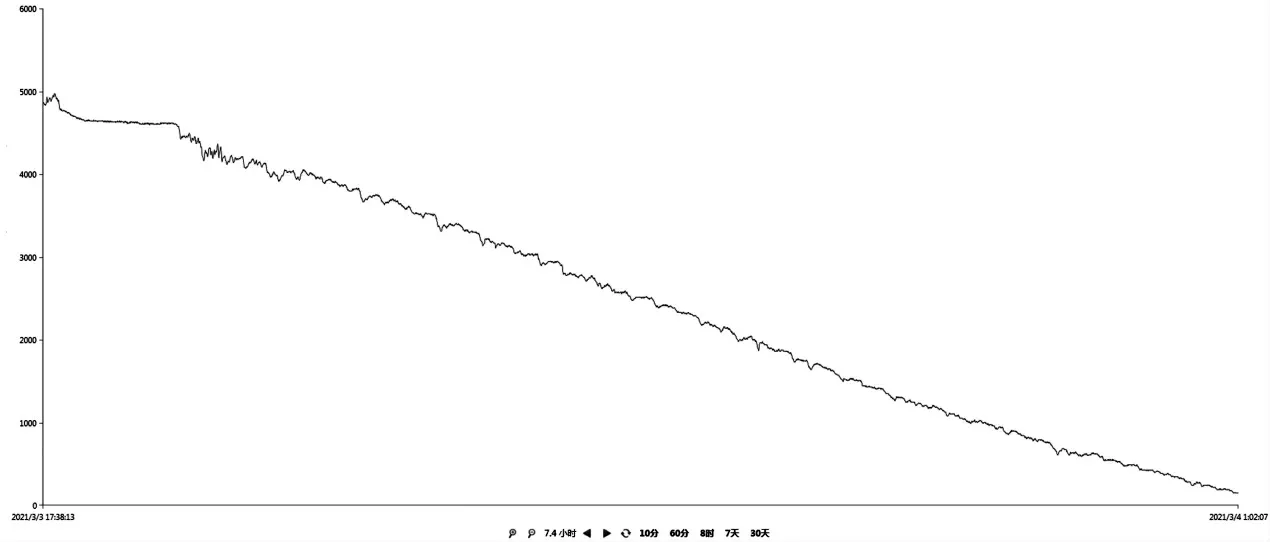
图5 500 m3除盐水箱氧含量下降趋势
国内某核电机组对硼回收补水箱改造增加膜除氧工艺,硼回收补水箱为3×180 m3。从图5中可以看出除氧单个水箱,溶解氧从3 000 ppb降至100 ppb大致需要消耗3 d,低于100 ppb后在进行除氧,氧含量下降较为缓慢,大约6 ppb/h。

图6 硼回收水箱溶解氧含量下降趋势
通过两种除氧方式除氧能力的对比发现,加氢催化除氧技术除氧速度明显快于膜除氧技术除氧速度。催化除氧系统随着原水溶解氧含量的变化,只需要调整加氢流量便可以始终保持催化除氧系统出口溶解氧浓度小于10 ppb,当原水溶解氧浓度降低后,加氢量可以随之减小,但并不会影响除氧速度。膜除氧系统在原水溶解氧含量较高时有较好的除氧效果,但是随着原水溶解氧的降低,除氧速度会逐步变低。
4.2 使用安全性对比
催化除氧技术需要通过向水中加入氢气进行除氧,氢气化学性质活泼,极易发生爆炸,所以,催化除氧系统对设备的防爆要求和防泄漏要求较高。为保证催化除氧系统安全运行,三门核电一期工程催化除氧系统在厂房和系统内均设置有氢气泄漏监测仪表,当出现氢气泄漏时,会联锁系统停运,并启动防爆风机将房间和系统内的氢气排出至室外。
膜除氧技术采用脱氧膜组件、氮气和真空泵物理除氧,其使用安全性要优于催化除氧技术。
5 结论
催化除氧技术和膜除氧技术在国内核电机组中均有应用。膜除氧技术具有运行安全性高的特点,但是由于物理定律限制,膜除氧系统在原水氧含量较低时除氧速度会随之降低。催化除氧技术具有除氧速度快,且不受原水溶解氧含量影响的特点。随着催化除氧技术在AP1000机组的实际应用和安全稳定运行,证明催化除氧技术是一种高效、成熟、可靠的除氧技术。随着钯催化树脂的国产化,催化除氧技术可以在充分论证的前提下在各领域推广应用。
