一种哈氏合金B3弯头成型工艺的研究
2021-06-07董健
董健


摘要:对哈氏合金B3的材料特性进行了简要介绍,对哈式合金B3弯头采用压制成形及推制成形材料用量进行对比,采用薄壁焊管进行推制成形工艺进行试验。结果表明采用薄壁焊管推制弯头的成型方式,弯头的成形质量完全满足标准要求,加工工艺简单且材料使用更节约。望以此作为薄壁焊管推制弯头成形的有效参考。
关键词:哈氏合金B3;弯头;焊管;推制成形
0 引言
哈氏合金为美国哈氏公司研制的系列合金超材料。哈氏合金中下分的子种类众多,其中较为常用的是B2、B3、C276、C22等。哈氏合金的对盐酸、醋酸、硫酸等还原性介质或氧化性介质,均具有十分显著的抗腐蚀能力。因此,哈氏合金在化学工业、纸浆和造纸、烟气脱硫、海水环境、垃圾处理、电子行业等领域,都得到了广泛的应用。近年来哈氏公司新研制出的B3合金,是在哈氏合金B2的基础上改进的新材料,提高了材料的热稳定性,从而提高了耐蚀性能,改善了热成形与冷成形性能,相比B2合金又有了一个大的超越。目前B3合金材料还在专利保护期,只有哈氏公司可以生产,价格更为昂贵,因此在设计时管道、管件壁厚较薄,也对弯头的成型工艺提出了更高的要求。
本文对哈氏合金B3弯头的不同的成型工艺进行对比、研究分析,并进行试验,找出了一种既节约材料又可靠的哈氏合金B3弯头加工工艺成形方法。
1 材料性能
哈氏合金 B3(UNS No.N10675)是一种以镍、钼、钴等元素组成的镍基高温合金,含镍量大于65 %,镍钼总含量为94%-98%,主要力学性能见表1[1]。
哈氏合金B3的成形加工特性主要有[2]:
(1)哈氏合金B3的常温延伸率为40%,这一数据说明其塑性较好,非常有利于冷加工。
(2)材料冷加工后才生硬化现象,最直观的体现是表面硬度升高,塑性降低,再次加工容易产生裂纹缺陷,说明其加工必须连续性,不可中断,若中断,必须对材料进行固溶退火处理,恢复其力学性能,才可以进行加工。
(3)哈氏合金B3在高温下对氧化性介质及硫、磷、铅及其他低熔点金属十分敏感。
(4)在600~800℃区间,长时间加热哈氏合金B3会产生脆性相,导致延伸率降低,而且在此温度区间外力或变形受到限制时,容易发生热裂纹。因此在热处理时或采用热成形时,避开此温度区间,应控制在900℃以上。
2、弯头压制成形工艺与推制成形工艺对比
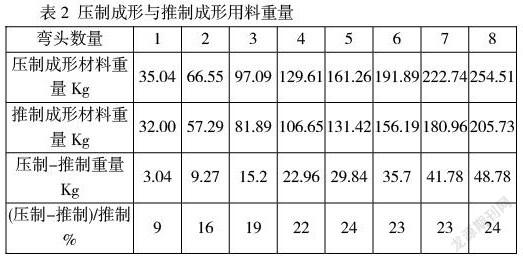
对于1.5D标准弯头成形方式常规有两种,分别为管道推制成形和扇形片压制成形。根据对加工单位调查,对于公称直径不大于DN450的弯头,两种成形工艺加工费用相近。对于哈氏合金B3弯头,大于DN100的弯头都是采用板材压制成形工艺。压制工艺相对简单对厚度没有苛刻的要求,但是压制成形工艺有一个很大的缺点,就是材料利用率较低,材料利用率在80%左右,会产生较多的边料,只能作废料处理。而推制成形工艺是先卷制成管道,没有切割边料,材料利用率为100%。在采购材料重量上相对于压制成形工艺节约10%~30%的材料,对于哈氏合金B3这种昂贵的材料,成本会有很大程度地降低。另外,推制成形工艺的焊管一般采用等离子焊接,不需要填丝,节约焊接材料。
以弯头90EL DN250为例,哈氏合金B3材料厚度为4.78mm的弯头压制成形工艺与推制成形工艺用料重量进行对比,见表2。
3 弯头推制试验
根据在制合同的规格,选取δ4.78 的ASME SB333 N10675 的板材为弯头成形进行试验。弯头的规格为:90EL DN250-4.19,数量2件。
3.1 管道的成型
按照弯头的规格、数量,所需要的管道尺寸为φ273×4.78,长度1540mm,下料尺寸为δ4.78×844×1540mm,折制后管子外径为φ274-φ275mm,成形时使外模可以与管子贴得更紧,减小成形过程出现褶皱的风险。
3.2 成形前准备
(1)把管道切割成需要的形状及尺寸。哈氏合金B3很硬,采用锯床切割效率较低且锯条的损耗较大,因此采用等离子的切割方式进行切割,必须将切割的端口的氧化渣、毛刺等打磨去除干净,防止在外力作用下产生裂纹缺陷。由于管道的直径比磨具大,若焊缝余高过高会使此处产生凹陷缺陷,需要将焊缝余高打磨至母材齐平。
(2)切割后的管道进行固溶热处理。由于哈氏合金B3在高温下对氧化性介质及硫、磷、铅及其他低熔点金属十分敏感,所以在热处理前需要对管道进行酸洗处理,并且采用电加热炉进行固溶热处理。先空炉加热至1080℃,将工件快速进炉,再进行快速升温至1080℃,保温大于等于15分钟,出炉水冷,表面有一层很厚的氧化层辅以酸洗去除。
(3)管道表面涂润滑剂。成形过程管道与模具之间会有很大的摩擦,也会对管道表面划伤,为了减小摩擦,保护管道表面,就需要在管道表面涂润滑剂。将管道直接浸在装满润滑剂容器中,来回并摆动约30秒钟,取出后进行晾干处理。
3.3 推制成型
由于管材中空特点,推制成形过程中内外侧壁厚会发生变化,且易引起其横截面形状的改变,易出现推头皱褶、外侧端口开裂、内侧壁失稳起皱、截面变形等成形缺陷。需要采取相应的措施来避免产生以上的缺陷。
(1)根据管道的壁厚及工艺要求选取不同规格的芯棒。管子与芯棒之间的间隙大了,推制时内弧易产生褶皱,外弧则会出现凹陷缺陷,间隙小了加大了阻力,推导端承受的推力就越大,易发生皱褶。综合考虑,此次试验选取的芯棒直径比管道内径小3mm。
(2)控制推导端进给的速度。变形的过程也是晶格发生了位移,晶格在金属内部流动的过程,管道壁厚较薄,也是晶格流动的截面较小,为了保证晶格在金属内部流动的顺畅,就需要更长的时间,若速度过快,易产生褶皱、撕裂等缺陷。
(3)观察推头是否出现皱褶。成形过程中应时刻注意管道推导端的变形状态,非常重要,是推制成功与否的关键。每推进约1/8长度时,将上模具抬起,退出推杆,观察并用手触摸检测管道推头端是否出现皱褶。若出现皱褶应立即停止推制,卸下工件作一次固溶热处理,校形后进行二次推制成形。
(4)成品的检查。对弯制结束的弯头进行外观检查,大弧侧存在局部凸起是由于模具在推制过程存在位移造成,其余表面光洁,弧度光滑,无开裂、皱褶缺陷,局部凹陷等缺陷。再对弯头表面进行喷丸、酸洗处理,去除表面润滑剂,内外表面整体PT检测无任何缺陷。
4、结论:
(1)通过此次的推制試验,可以确认哈氏合金弯头可以采用固溶热处理后的焊管进行推制成形。
(2)哈氏合金B3材料的加工硬化现象,使推导端优先受到推力,在推力作用下,使此处的材料更加坚硬、不易变形,从而避免了在推制过程中出现褶皱缺陷。
(3)按照此工艺对哈氏合金B3材料,规格为90EL DN300-4.57,共17件弯头进行推制成形,成品未发现任何问题,相比压制成形方案节省约160Kg材料。
(4)对于此次B3弯头的推制成形成功的经验,对于其他形式B3管件成型提供了经验支撑,起到引导作用。
参考文献
[1] ASME BPVC 2019 SECTIONⅡ MATERIALS Part B:Nonferrous Material Specifications SB-333 Specification for Nickel -molybdenumAlloy Plate,Sheet,and Strip[S ]
[2] 卢广贤,夏崇华,刘 丰. 哈氏合金 B3 材料成形加工工艺方法[B]. 压力容器,2012(29):48-51. DOI:10.3969/j.issn.1001-4837.2012.01.009.
