探讨视觉检测系统VisionLine及其对激光焊接光束轨迹的影响
2021-06-07丁庆
丁庆

摘要:瞬息万变的市场,需要极其快速的反应能力来应对。当生产订单逼近甚至要超越生产线的产能时,节拍优化的重要性尤为突出。激光焊以其优异的焊接速度、极小的热影响区及变形量、适用的材料种类广泛以及深熔焊时较大的深宽比等优点能够满足各种场景的应用。目前在汽车零部件企业中,激光深熔焊接技术已成熟应用于钢活塞的生产中。除了其优异的焊接速度和极小的焊接应力外,激光焊也存在一些缺点,如设备造价高,焊缝硬度高等。但从产品质量角度考虑,最明显的当属焊接件装配精度要求高,以及光束在工件上的位置偏移不能过大。因为激光聚焦后光斑尺寸小,焊缝宽度窄,若装配精度达不到要求或光束偏移量大,易造成未熔合等焊接缺陷。
关键词:视觉检测系统;激光焊接;光束轨迹;影响
在钢活塞的激光焊接过程中,除了通过加工技术保证装配精度以及激光器的稳定性保证光束质量外,由于某些工件材料的特殊性,焊前需要加热,因此工件即使在加工时已保证精度,但由于加热又产生一定量的变形,所以识别并控制加热产生的变形尤为重要,否则光束产生的偏移量仍得不到有效识别和控制,进而无法保证焊接质量。因此,在我们的激光焊接过程中,引入视觉检测技术,实现焊缝偏移追踪,无论是加热引起还是装配精度引起的偏移,均可识别,识别后再优化焊接轨迹,从而保证光束偏移量在控制范围内。以下简单介绍一下Visionline的基本信息以及在活塞激光焊接过程的应用及效果验证。
1 Visionline基本信息
1.1硬件结构
该系统是由通快公司Trumpf生产制造的一种视觉检测系统。硬件结构主要由激光焊接头、相机、RJ45以太网数据线及操作面板组成。
除以上几个部件外,通常还有线性激光发射器和照明系统。线性激光发射器一般与激光焊接头连接在一起,照明系统与相机连接在一起。其硬件结构形式也可以根据实际需求定制,如连接多台相机或多路激光等等。
1.2软件结构
软件仅可使用通快自主开发的软件TruControl1000。其操作界面如下图所示:
主菜单一般包含:校准、服务、程序、生产和专家模式。
1.2.1校准模式一般用于刚安装调试时,校准结束后即产生相应的比例尺,显示在界面的右上角区域。
1.2.2服务模式一般包含程序备份和导出等功能。
1.2.3程序模式包含所有应用的检测程序,通常以清单的形式呈现。当有新产品需要检测时,即在该位置进行程序编写,或必要时进行删除。
1.2.4生产模式即实时显示生产时的检测状态,可实时监控其工作状态;正常生产时即采用该模式。
1.2.5专家模式包含专业设置及数据统计,一般不涉及,仅在特殊需求时使用。
设置栏一般包含:一般设置、网络设置、图片存储、操作级别、相机设置、基本信息及退出7大模块。 一般设置中主要是语言设置,该软件语言选项包含德语、英语、法语、俄语等数种语言,但不包含中文。使用单位可根据各自熟悉语言进行选择。 网络设置包含IP地址,网关等设置,主要用于各部件的通讯。 图片存储包含仅存储通过的图片,仅存储识别不通过的图片,或两者均存储等几种状态。该设置根据各自的需求选择即可。
操作级别分别包含0级、10、20、30、40、50、60和其它几个级别,级别设置同通快的激光器,不同级别对应不同的权限且对应不同的密码,其中“其它”级别为最高权限,一般由通快专业服务工程师使用,40级别以上即可以编写程序。
相机设置包含相机查找,添加及删除等选项。连接上的相机又包含编号、序列号、型号、网络接口、IP地址以及子網掩码等信息。
基本信息包含操作面板的硬件信息及软件的版本信息。
状态栏一般包含:当前登录级别、当前时间、与激光器的连接状态、相机连接状态、当前调用程序号、放大缩小图片、截图拍照、曝光和增益的参数调整以及帮助等信息。当前登陆级别即之前提到的设置栏中操作级别的选择。输入对应的密码后即在主界面右上角显示出来。当前时间可调整,一般设置为实时的时间,该信息同样显示在主界面的右上角位置,位于登陆级别的正下方。
与激光器的连接状态,开机后主要有两种形式,一种是长方形框一半淡蓝色一半呈灰色,另一种为整体淡蓝色。前一种状态表示与激光器连接不成功,最后一种状态为连接成功。当连接不成功时,设备可以正常启动,但visionline不会工作。
相机的连接状态,一般也包含两种情况。一种的完成的相机图形,另一种是相机中间断开的图形。前一种表示相机连接成功,后一种相机连接失败。当前调用程序号,即当生产时所采用的程序号。放大缩小图片,即图片可以放大或缩小,也可以平铺于界面。可根据实际需求进行操作。
截图拍照,即该系统拥有截图功能。由于在生产时,监控界面是动态的,且画面变换异常迅速,不利于仔细观察图片。当有需要时,采用该功能,可抓拍下图片存储于设定的位置,便于分析。曝光和增益的参数调整,既可以只调节曝光参数或增益参数,也可以两者都调整。该参数主要作用于相机采集图片时,不同的参数设置会得到不同效果的图片。帮助信息即一般性的或常见问题的解答。
比例尺即系统校准后的图像与实物的比例关系。其值来自于校准后的数据。
1.3 工作模式
Visionline通过相机采集工件图片,扫描识别图片信息、计算焊接轨迹并优化,将优化后的轨迹传输至激光控制器或NC程序,使工件在不调整的情况下得到正确的焊接路径,从而保证焊接偏移量在合格范围内。
2 Visionline在钢活塞激光焊接中的应用及效果验证
以钢活塞激光焊接为例,活塞焊缝均为圆形结构,生产时通过固定激光头焊接位置,旋转轴带动工件转动以实现环缝焊接。当工件被送进待焊工位时,Visionline首先开始工作,即采集图片信息,识别焊接位置并优化焊接轨迹,并将最终结果传输给NC。NC将优化后的轨迹传送给激光头,激光头在焊接时做对应的摆动,以实现优化后的焊接轨迹。从拍照检测到优化后的数据传输,Visionline的整个工作时间不超过1.5s。
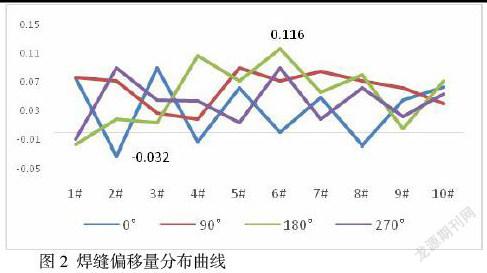
为验证其稳定及有效性,采用该检测系统焊接10只工件,分别编号为1#-10#。工件经600℃预热后焊接,激光焊接功率4000W,焊接厚度7mm,焊接速度5m/min,不加填充丝。焊后冷却至室温,进行切片检测,每只工件检4个方向,顺时针方向依次编号0°、90°、180°和270°。通过显微镜观察每个位置的偏移量,测量时始终从用左侧焊缝宽度减去右边焊缝宽度,即偏移量既可能是负值也可能是正值,负值或正值即意味着激光焊接时激光束偏向于某一侧。偏移数据如下所示,从左往右以依次为0°、90°、180°和270°,数值单位mm。
从检测数据分布来看,10只工件共40个测量位置中,出现焊缝宽度左右不对称的最大差值为0.116mm,最小差值为0mm。左右焊缝宽度偏差超0,1mm的部位仅2个,左右焊缝宽度差在0.05mm以内的占约50%。
由此可见,该系统的识别及纠偏能力完全可以消除激光焊接光束偏移导致的焊接问题。又由于及其迅速的的检测及计算能力,占用生产时间几乎可以忽略,因此无论从生产节拍考虑,还是产品质量保证,该系统的正确使用是工业自动化激光焊接生产中的一种重要保护手段!
参考文献
[1]Visionline Original operator’s manual 22-50-12-A0-CR02 TRUMPF Laser GmbH
