基于OSTA认证下较复杂零件的通讯传输及数控加工
2021-06-06匡清成立
匡清 成立

摘要:人社部OSTA下的铣工(数控铣床)项目认证考试是以实际数控铣削加工为依据的职业资格认证之一。其证也是“双证融通,产学合作”高职数控技术专业人才培养常见认证项目。通过选取典型铣削零件项目,选用《零件的三轴数控编程与加工》课程中的自动加工模块知识,进行了工艺分析、CAD建模、CAM编程、机床通讯传输设置及数控加工等,可对数控零件加工起到一定的借鉴作用,也能探索全程全方位培育高职数控加工人才。
关键词:数控铣削;CAD/CAM;通讯传输
中图分类号:TG519.1 文献标识码:A 文章编号:1674-957X(2021)09-0095-02
0 引言
NOST是英文National Occupational Skill Testing的缩写(即国家职业技能考试),由国家人社部下的职业技能鉴定中心OSTA管理、组织和实施的职业资格认证考试,共分成五个等级:五级(初级)、四级(中级)、三级(高级)、二级(技师)和最高的一级(高级技师)。它是一种以职业活动为导向,实际操作为依据,采用在OSTA监督下的第三方认证模式的综合性社会化的标准参考考试(CRT),具有公正性、统一性、权威性[1]。《零件的三轴数控编程与加工》是一门针对高职数控技术专业开发的理实一体化专业核心课程,精选来自数控工厂一线实际生产的加工项目来开展教学活动,培养学生掌握数控铣削编程加工的技术技能,基本达到职业技能鉴定项目铣工(数控铣)操作工(二级)水平。通过对选取OSTA下的典型零件项目进行工艺分析,CAM自动编程,机床通讯传输及数控加工等论述,探索全程全方位培育高职数控人才。
1 项目导读
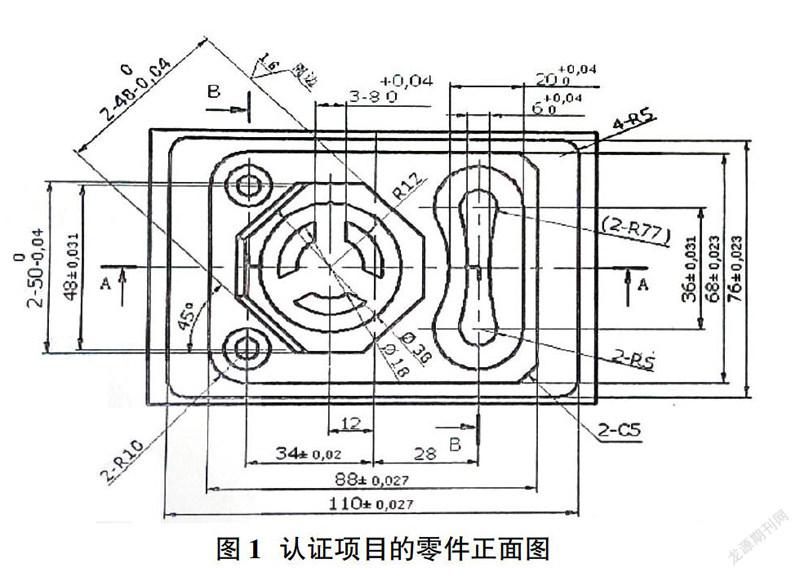
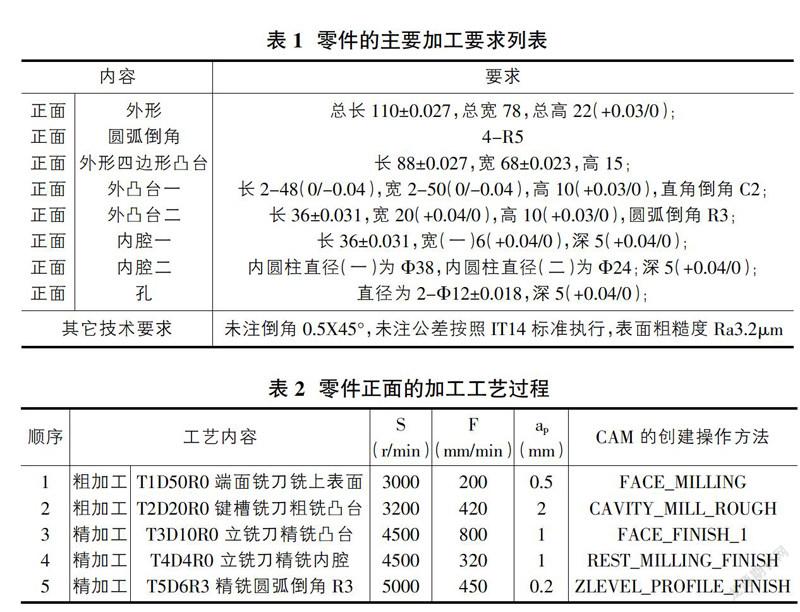
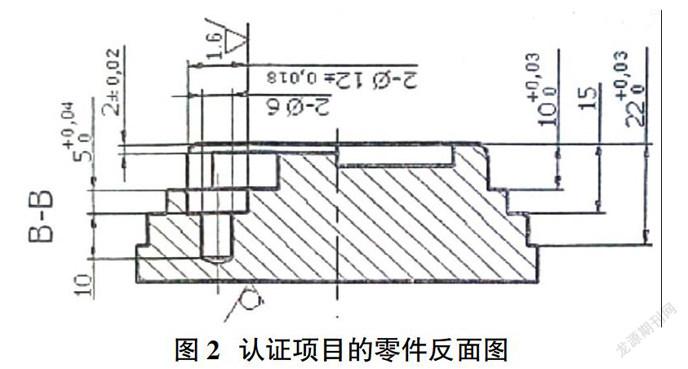
选用国家职业分类目录中的铣工(数控铣)操作项目的案例,见图1、图2所示。该零件为一个板块类铣削件,主要是正面加工,毛坯尺寸为115mm×80mm×30mm,主要特征有凸台、型腔、圆弧倒角、直角倒角、钻铰孔等,零件结构较复杂,材料为铝合金6061-T651,易加工。整个零件的主要尺寸公差为IT7级,加工表面粗糙度Ra3.2μm,精度要求比较高。相关的主要加工要求见表1所示。
2 零件的CAD建模
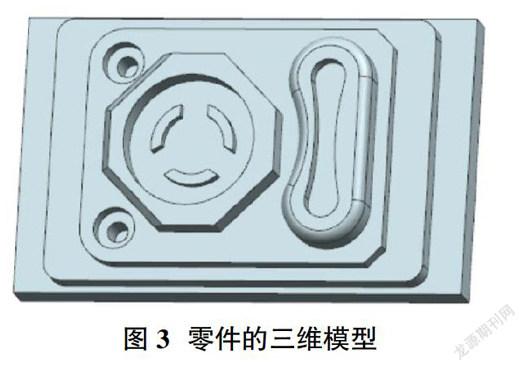
进入UG NX10.0前,先进行零件图样分析,分解零件图中的各个特征要素,了解相关尺寸精度及形位公差,确定先后零件特征的绘制顺序。打开UG NX的Modeling模块,进入Sketch(草图)模块,绘制草图,然后在运用拉伸指令(Extruded Body)和布尔运算指令(Unite、Subsection、Intersect)来建模。其正面建模图如图3所示。
3 零件的CAM加工
3.1 工艺分析及加工工艺路线设计
对图1和图2进行图样分析可知,零件仅需一次装夹完成零件的正面加工,相关加工内容比较复杂,有凸台、型腔、圆弧倒角及铰孔等特征要求。以毛坯作为粗基准定位,加工零件的正面特征。综上所述分析后,完成零件的加工工艺过程如表2所示。
3.2 零件的CAM粗精加工
进入“CAM会话配置”对话框,选“cam_general”,并初始化加工环境。接着依次接着创建刀具、创建几何体等,其余默认设置。
零件的粗加工,主要完成零件的上表面加工、零件的外形粗加工和零件的内腔粗加工。铣削上表面,调用“FACE_MILLING”,设置如下:刀具选择“T1D50R0”端面铣刀,切深“0.5”进给速度选擇“3000r/min”,其余默认。粗加工零件外形,调用“CAVITY_MILL”,设置如下:刀具选择“T2D20R0”键槽铣刀,切深“2”,进给速度选择“3200r/min”,其余默认。
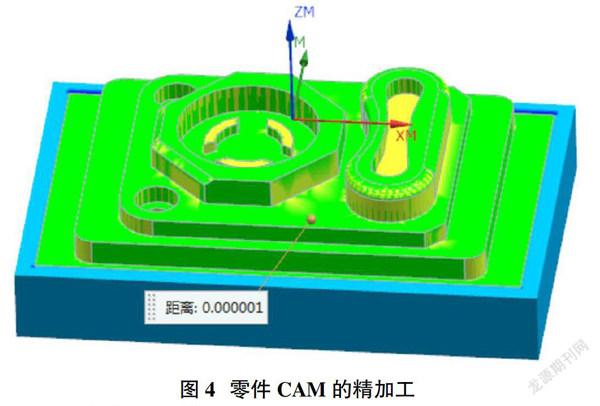
零件的精加工,主要完成零件的外形及内腔精加工。创建工序“REST_MILLING_FINISH”,设置如下:刀具选择“T4D4R0”立铣刀,切削模式选择“跟随部件”;平面百分比选择“50%”,切深“1”;进给速度选择“4500r/min”,其余默认。其零件的CAM仿真如图4所示。
4 数据通讯的实现
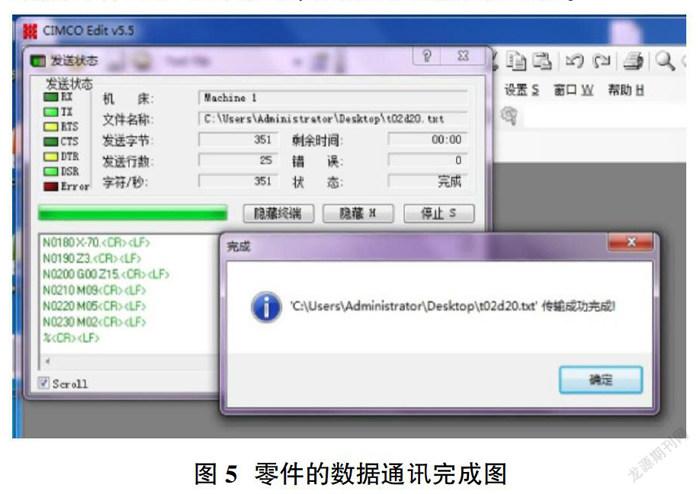
选用CIMCO Edit软件的计算机和FANUC-0I-MB系统的加工中心实现数据通讯。CIMCO Edit版本是V5.5,这是一款简单易学,具有强大的机床DNC传输等功能的软件。
首先,设置软件。打开“CIMCO Edit”软件,选“机床通讯“菜单,端口中设置:端口“COM1”;波特率为“9600”;流控制“硬件和软件”,最后保存确认。接着,设置加工中心。在控制界面中,模式进入“PROG界面”,选择“READ”软键,点击“EXEC”软键,等待接收NC代码文件。最后,回到进行“CIMCO Edit”软件传输界面,点击“开始”按键,发送NC代码文件。加工中心接收到后,软件界面会提示传输成功完成,如图5所示。
安装毛坯,对刀设置,最后操作加工中心加工零件,最终完成的零件,如图6所示。
5 结语
职业技能鉴定中的铣削项目,只是一种标准参考考试(CRT),达到分数线就能及格。但实际的零件产加工涉及到机床精度、夹具装夹、刀具选用及操机人员等方方面面问题,这些综合后才能完成合格零件产品。这个零件产品只能是一百分,需要我们努力提高数控加工水平才能完成各种复杂零件加工,担负起国家建设重任。
参考文献:
[1]劳动和社会保障部培训就业司.国际职业技能鉴定教程[M].北京:现代教育出版社,2009:3-5.
[2]王卫兵. UG NX10数控编程学习教程[M].三版.北京:清华大学出版社,2019.
[3]马俊,成立.数控加工中心编程与操作项目教程[M].北京:清华大学出版社,2016.
基金项目:苏州市重点实验室资助项目(SZS201815);服务企业技术技能平台(2020kypt01);院课程思政示范专项建设项目-“零件的三轴数控编程与加工(2020 KCSZ16);院级科研成果转化教学资源(2020kyzh15)。
作者简介:匡清(1982-),男,江苏苏州人,讲师,研究方向为数控加工。
