声眼技术检测换热器管束的优势及典型案例分析
2021-05-25刘继鹏魏玉伟解洋
刘继鹏 魏玉伟 解洋
(1.广西壮族自治区特种设备检验研究院,广西 南宁,530200;2.中国石油天然气股份有限公司广西石化分公司)
1 前言
换热器是工业生产中的常见热交换设备, 在石化、电力、化工、冶金、食品、制药、空调制冷等领域运用非常广泛,特别是在石油化工生产装置中,换热器的数量占比达到40%[1]。 根据中国产业信息网发布的信息,预计2020 年中国换热器市场规模将达到1 300 亿元。 而大部分的换热器都是压力容器,属于特种设备,具有较高的危险性[2]。 因此,保障换热器安全高效的运行受到使用单位、 检验机构及监察部门的重点关注。
目前,在用换热器设备中,使用最多的是管壳式换热器,约占换热器设备的70%[3]。 管壳式换热器最脆弱的部位是其换热管束, 换热管束的工作环境复杂,接触的介质大多具有较强的腐蚀性,而为了提高换热器的换热效率,换热管一般都是薄壁管,很容易出现腐蚀、穿孔等问题,甚至部分换热器在投用几个月后就出现换热管泄漏事故, 严重影响企业的正常生产。因此,定期对换热器管束进行检验,排除缺陷,避免事故发生, 提高设备运行效率对社会经济的发展具有非常重要的意义。
2 原理及优势

图1 声眼信号原理
目前,国内对换热器管束的检验,使用最多的是常规涡流检测法。 涡流检测法是一种非常成熟的检测方法,但其也存在一定局限性,比如:检验效率低;只能检测导电性材质的管束;检测时探头要从管束中穿过;对U 形管等非直系管束检验比较困难;检测不同材质、管径的管束需制作相对应的对比样管。
对于换热器管束的检测,声眼检测技术相比常规涡流检测最大的优势体现在以下3 个方面:
(1)检测效率。 声眼检测的高效率是其原理所决定的。 声眼检测通过发射和接收声脉冲信号,根据接受到的反射信号来分析测量缺陷的位置、大小和特性。 由于声波的传播速度极快,检测过程瞬间完成,加上人工操作时间,检测完一根换热管所需时间一般不超过10 s。而且,声眼检测换热管时无需将其贯穿,只需将探头的前段深入管子内约1 cm 即可,一次检测便可实现缺陷的定位、定性、定量。 现场检测示例图见图2。

图2 现场检测示例图
(2)复杂形态换热管的检测。 由于涡流检测换热管时探头需要内穿,所以当检测U 形换热管时操作不便。 而声眼检测只需通过接收分析声脉冲反射信号来进行检测, 换热管的形状不会对检测结果造成影响,可以轻松实现各种形状换热管的检测。
(3)对比样管。
在对换热管进行涡流检测时需要制作相应的对比试管。 对比试管需与待检换热管具有相同或相近规格、型号、热处理状态、表面状态和电磁性能[5]。 对比试管制作的精确度直接关系到检测的灵敏度和准确性。目前国内使用的换热器管束的材质、规格种类繁多,要覆盖不同类型的换热管需要制备较多的对比样管。声眼的优势在于不需要制作专门的对比样管,只需要在检测前用校准管对设备进行校准, 然后从待检换热管束中挑选一定数量状况较好的作为参考管,将所选参考管的检测值的平均值作为数据分析参考值,无需制作对比样管,为检测工作节约了成本。
3 案例分析
利用声眼设备对某化工厂制冷设备的蒸发器和冷凝器换热管束进行检测。 该化工厂在生产过程中发现设备出现异常,于是停机进行检查,在做水压试验时发现冷凝器管束存在泄漏问题, 需通过检验找出具体的泄漏管,然后进行堵管处理。
秀容月明转入一条巷子,巷尾,有家小酒店,蜡烛明晃晃的,竟有六七人在喝酒,一人说道:“这桂花酒你们尽管喝,不喝,明天也便宜了胡人。”
(1)设备参数。
设备参数见表1。

表1 设备参数
(2)待检管束处理
声眼检测对待检管束内部的洁净程度要求较高,需对管束进行冲洗,吹干,否则其内部的杂质、积水等都会造成内部横截面发生变化, 从而影响检测结果的准确性。本次检测前,采用高压水枪对管子内部进行冲洗,然后用压缩空气对管子内部进行吹扫。
(3)参数选取
本次检测采用的是以色列Dolphin G3 检测系统,主要参数及辅助设备的选取方法如下:
3.1 适配器
设备探头需要通过适配器和泡沫橡胶密封与被检管子进行机械接触,为了满足检测精度的需求,应根据被检换热管的口径,选择适合的适配器,选择的原则是在适配器能轻松插入管口的情况下,尽可能选择较大的适配器,也就是填充系数尽可能为最高值。 根据此次检测管子的尺寸, 选择外径为15 mm的适配器。
3.2 校准管
选取1.5 m 无缺陷校准铝管进行校准。 利用对校准管的检测可以评价设备的准确度, 在每次正式检测前都需进行设备的校准。
3.3 门槛值
该门槛值是指期望设备能发现的缺陷尺寸的最小值, 门槛值的设定应根据客户的需求及检测经验进行选取。此次检测设定的门槛值为:腐蚀引起的壁厚减薄占比5%,阻塞引起横截面缩小的占比5%。
4 检测结果分析
检测过程中发现该换热器管束存在腐蚀减薄、堵塞和穿孔3 种类型缺陷。
4.1 腐蚀减薄
腐蚀缺陷定位及定量结果见表2, 腐蚀缺陷信号图见图3。

表2 腐蚀缺陷定位及定量结果
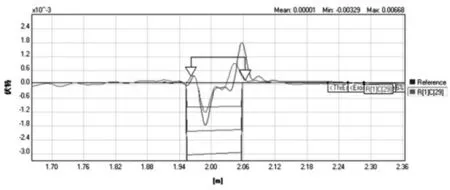
图3 腐蚀缺陷信号图
信号特征分析: 腐蚀减薄造成管子壁厚损失,属于横截面扩展的情况,根据设备处理反射信号的原理,会形成余弦波形。 图3 所示的波形就是典型的余弦反射波形。 可以理解为:声压在管子内传播,在管子内部横截面没有变化时, 声压没有变化,信号显示是一条直线,当遇到腐蚀减薄时,横截面变大,声压扩散变小,波形显示出明显的下降,到达缺陷最深处时出现最大值,对应余弦波谷,然后声压在缺陷中传播时又趋于平稳, 波形回到平衡状态,当声压传播到缺陷边界时,横截面逐渐变小,声压逐渐升高,波形出现明显上升,当声压通过缺陷到达无缺陷处时,横截面平稳不变,波形再次回到平衡状态。
4.2 堵塞。
堵塞缺陷定位及定量结果见表3, 堵塞缺陷信号图见图4。

表3 堵塞缺陷定位及定量结果
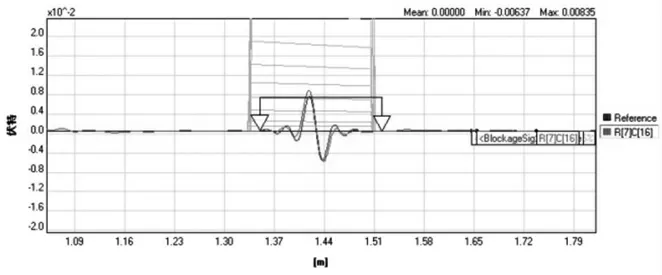
图4 堵塞缺陷信号图
信号特征分析: 阻塞的信号特征与腐蚀减薄的信号特征相反。阻塞会造成管子内部横截面的缩小,信号会形成正弦反射,波形会呈现正弦状。图4 所示的波形就是典型的正弦反射波形。可以理解为:声压在传播到阻塞缺陷时,由于横截面减小,声压聚集变大,波形显示出明显的上升,当声压传播到阻塞缺陷顶端时出现最大值,对应正弦的波峰,然后声压在缺陷中传播时波形回到平衡状态, 当声压传播到阻塞缺陷的对向时,横截面逐渐变大,声压逐渐变小,波形出现明显下降,当声压通过缺陷到达无缺陷处时,横截面平稳不变,波形再次回到平衡状态。
4.3 穿孔
穿孔缺陷定位及定量结果见表4, 穿孔缺陷信号图见图5。

表4 穿孔缺陷定位及定量结果

图5 穿孔缺陷信号图
信号特征分析: 穿孔缺陷跟腐蚀缺陷一样,造成管子内部横截面的扩展, 其形成的波形前半段和腐蚀缺陷形成的波形类似。可以理解为:声压在传播到穿孔缺陷起点时, 由于横截面变大, 声压扩散变小,波形显示出明显的下降,在声压传播到洞口时达到最小值,对应波形的波谷,当声压传播通过洞口后,横截面逐渐变小,声压逐渐升高,波形开始上升,但是由于穿孔的存在,声压无法回到原始状态。
5 结果验证
利用工业内窥镜对声眼设备检测出的穿孔缺陷进行验证。 通过内窥镜的检查,在声眼设备发现存在穿孔的换热管中的确发现了穿孔(见图6),测量内窥镜伸入到穿孔位置的距离, 得出的结果与声眼检测给出的缺陷位置数据相吻合。 企业根据我们给出的检测结果对存在穿孔的管子进行堵管, 复原设备后重新开机,运行正常。

图6 穿孔照片
6 结论
通过案例的验证可以看出声眼检测技术是非常可靠的。 但是,作为一种全新的检测技术其也存在着一定的局限性:
(1) 采用单一声脉冲技术的声眼设备只能检测换热管的内部缺陷 (加入超声导波技术后的声眼设备可以实现内外壁同时检测);
(2)在国内目前还没有相应的国家标准予以支持,因此也制约了其在常规设备检验中的推广[6]。
综上所述, 声眼技术是一种比较先进的检测技术,其相比传统的检验手段有很大的优势,其主要特点是能简便、高效、精准的对换热管缺陷进行定位、定性、定量,是一种值得推广运用的高新技术。 随着技术的不断完善, 相信声眼技术会得到越来越广泛的运用。
