连轧管技术未来发展方向展望
2021-04-26欧阳建
欧阳建,穆 东
(中冶赛迪技术研究中心有限公司,重庆 401122)
1 热轧无缝钢管技术发展现状
热轧无缝钢管生产机组主要有连轧管机组、CPE 机组、二辊斜轧管机组(Accu-Roll 机组)、三辊斜轧管机组(Assel 机组)、挤压机组、大顶管机组、周期轧管机组(皮尔格机组)、热扩管机组等[1]。其中,连轧管机组以其高效、高产、优质、低耗等突出优点已成为热轧无缝钢管生产的主流机型[2-6],至今已完成多次升级换代。近年来,无论是国内还是国外,热轧无缝钢管新建产能中90%以上均为连轧管机组。
连轧管机组自20 世纪80 年代诞生以来,就得到了国内外的广泛青睐和长足发展,先后经历了由全浮动到限动、由电动压下到伺服压下、由二辊到三辊的发展变化[7-9],其产品的表面质量、壁厚精度、成材率已进一步提高,可轧制产品的规格、品种进一步扩大,相对于其他轧管机组的优势更加明显。自从2003 年德国Meer 公司发明三辊连轧管机以来,三辊+限动+伺服压下的连轧管技术已成为发展主旋律[10]。
1.1 国内连轧管技术发展现状
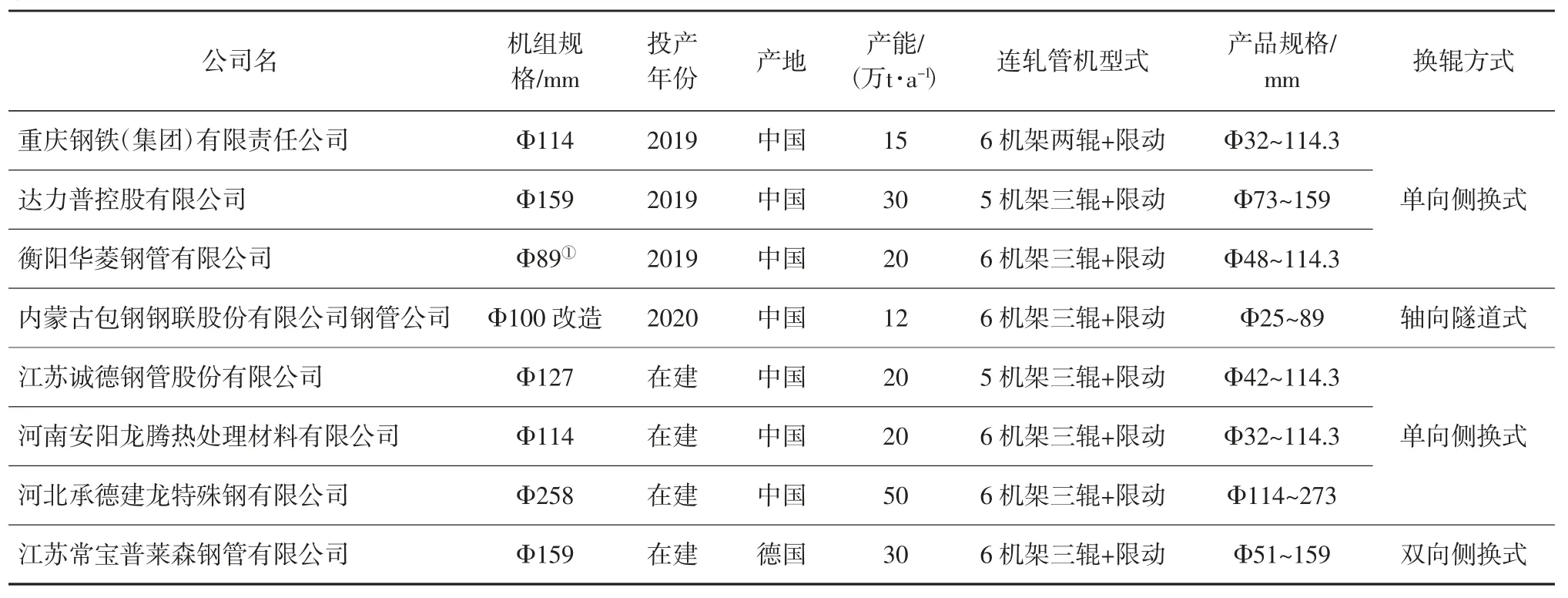
目前,国内已建及在建投产的连轧管机组共有45 套,在建的主要包括江苏诚德钢管股份有限公司1 套、江苏常宝普莱森钢管有限公司1 套、河南安阳龙腾热处理材料有限公司1 套和河北承德建龙特殊钢有限公司1 套,国内连轧管机组建设情况具体见表1。此外,另有几家企业也在酝酿建设新的连轧管机组。

表1 目前国内连轧管机组建设情况
续表
从表1 可以看出,自2013 年以来,国内已建和在建的18 套连轧管机组中,有17 套为国产,国产率高达94%;13 套为三辊+限动+伺服压下的主流配置,比例超70%,且大多都应用了工艺控制模型、连轧管机削尖等前沿技术。经过多年不断的引进—消化吸收—升级引进—消化吸收,国内连轧管技术在理论认知、设计、装备配置和生产应用方面都已经与国外最先进水平不分伯仲。
1.2 国外连轧管技术发展现状
连轧管机组各阶段技术的发展均起源于国外,主要掌握在德国SMS Meer 公司和意大利Danieli 公司手中:德国SMS Meer 公司收购Innse 公司,与其原有的钢管穿孔机、定(减)径机等产品相结合,为客户提供连轧管线全线成套机械设备;意大利Danieli 公司成立Centro Tube 子公司,并与拥有减径机成套技术的Kocks 公司合作,可为客户提供连轧管线机电液设备总成套。德国SMS Meer 公司和意大利Danieli 公司在全球的主要连轧管机供货业绩见表2~3。
从表2~3 可以看出,2012 年以后,这两家公司在国内的供货业绩已寥寥无几。可见,随着国产化连轧管机组核心技术的不断进步和完善,众多无缝钢管企业对国产技术的认可和信任也逐渐增强,核心技术和装备的国产化市场正在逐渐培育和兴起。
近年来,德国SMS Meer 公司和意大利Danieli公司先后开发出了号称更加完善的双向侧开换辊式三辊连轧管机组(BCO)。笔者认为,相较于常规单向侧开换辊式三辊连轧管机组,由于其液压小仓对称安装在牌坊上,理论上来讲,使得轧管机主体压下机构稳定、简单可靠,周向刚性更好;同时,处理轧管机内堆钢事故时更加简单快捷。此外,采用这种双侧大角度下传动的结构布置方式,可有效避免轧辊冷却水冲刷飞溅而腐蚀下传动轴及减速箱,后者在单向侧开换辊式三辊连轧管机组中是普遍存在的较难解决问题。
目前,国内唯一一套双向侧开换辊式三辊连轧管机组正在江苏常宝普莱森钢管有限公司工程建设中,2021 年有望建成投产。
2 连轧管技术未来发展方向展望
多年的理论和实践表明,连轧管特别是三辊连轧管技术将是淘汰落后产能,实现无缝钢管行业转型升级的主要发展方向[11-13],市场前景广阔。但无论是国内还是国外,连轧管技术发展到现在,仍然面临着几大技术瓶颈,主要体现在以下7 个方面。
(1) 从机组大小来看,目前市场上成熟应用的连轧管机组最大直径为508 mm[14],尚无法覆盖超大直径(比如Φ720 mm)无缝钢管的生产。生产无缝钢管的机组很多,但能够生产Φ508 mm 以上规格无缝钢管的机组只局限于大顶管轧管机、挤压机组、周期轧管机和扩管机组等,这些机组不仅能耗和金属消耗高,而且低下的自动化水平及生产效率无法满足未来转型发展新需求。因此,如何充分利用当下最先进最现代化的连轧管技术来生产大直径无缝钢管无疑是一个富有挑战性和机遇性的课题。
(2) 从机组规格组距来看,尽管连轧管机组标榜能生产的钢管规格组距能够适应径壁比D/S≤50[15],但生产实践表明,现有连轧管机组在生产壁厚4 mm 以下极薄壁钢管时,不仅容易导致产品表面产生孔洞、内直道、内折等缺陷,金属成材率偏低,而且轧制负荷高,参与轧制的变形工具、装备零部件损耗大,轧制过程容易失稳;在生产D/S ∧6 的特厚壁钢管时,受连轧管孔型大小的限制,在后续变形过程中又容易出现明显的内方缺陷。连轧管机组生产的产品规格范围受限,直接导致了目前市场上极薄壁、特厚壁这两类无缝钢管由其他工艺技术、环保都相对落后的机型生产,产品质量良莠不齐。

表2 德国SMS Meer 公司连轧管机主要业绩

表3 意大利Danieli 公司连轧管机主要业绩
(3) 从生产效率来看,现有连轧管机组换辊过程普遍依赖人工操作,结合对不同企业的生产调研,一次完整的换辊操作需要50~180 min 不等,耗时较长;对于当前最具代表性的限动芯棒连轧管机组,全线生产节奏(在线穿棒)难以实现所有目标规格在保证钢管质量的同时达到稳定轧制120根/h 的理论设定值,究其技术“瓶颈”,主要卡在芯棒限动循环连轧阶段的现有理论控制策略与实际生产控制过程无法完全匹配,限动连轧过程控制策略有待进一步优化。
(4) 从生产质量管控来看,现有产品质量跟踪、决策、控制更依赖人工检测反馈,没有完善的信息跟踪反馈控制策略,轧线作业率波动较大,质量不稳定,消耗较高。与其他无缝钢管生产机组相比,连轧管机组拥有较高的自动化控制和监测水平,可实现穿孔、连轧、定(减)径三大变形工序的工艺模型自动设定;配备高速数据采集系统,能对轧制数据进行实时存储、监控;采用动态压下轧制技术,减少切头损失,平均金属成材率已达到91%~92%,在众多无缝钢管机组中处于先进水平;配置在线尺寸检测系统,可实现热轧过程尺寸闭环控制;精整线配置高灵敏度无损探伤+人工检查,严格把控每一根下线钢管的质量等。但是,这些技术均局限于对热轧、精整局部区域的分区控制,并未实现全线(热轧+精整线)逐支物料跟踪,无法对全线数据进行关联、筛选和大数据分析,特别是不能把上述检验工序与轧制工序相关联,因此无法实现对产品质量缺陷的跟踪追溯以及对质量缺陷产生原因的自动综合评估,导致实际质量管控仍然比较困难。
(5) 从环保来看,现有连轧管机组在轧制过程产生的润滑剂及防氧化硼砂喷射均处于开放环境,除尘效果不理想,车间内石墨颗粒、硼砂颗粒、氧化铁粉浓度高,时刻威胁着操作人员的身体健康,与国家越趋严格的环保政策相悖。
(6) 从节能来看,现有的轧管工艺无论是从管坯连铸工序到热轧过程(通常温度从1 300 ℃→室温→1 200 ℃以上),还是定径后钢管空冷过程(通常温度从900 ℃→100 ℃以下),都存在大量的热能因没有合适的技术进行回收利用而白白损失,造成潜在的能源浪费。因此,从炼钢到无缝钢管生产制造全流程中,研发合适技术路线,实现热能利用是推进节能生产的技术关键。
(7) 从生产产品的品种来看,连轧管机组在生产高端无缝钢管品种(比如轴承管、高合金锅炉管、不锈钢管等)上具有一定的优势[16],但从实际应用效果来看,在生产这类品种时,无论是生产效率、成材率、生产成本还是产品合格率都有较大的提升空间。
综上分析,未来围绕着连轧管机组(尤其是三辊连轧管机组),从提效降耗、智能制造、绿色生产的角度出发,研发新一代高效、高品质、绿色、智能的连轧管线技术,将是无缝钢管领域顺应转型发展需求、保持未来长续稳定发展的趋势,具体表现在以下四个方面。
(1) 加快工艺技术、设备结构、液压及自动化控制技术升级,开发高效高精度轧制技术、石墨硼砂烟尘防治技术、轧制石墨废水循环处理技术、新一代轧制工具材料及特殊涂层应用技术、轧制工具在线自动监控技术等,力求在长寿命、绿色、高效、高精度、高品质方面实现创新和突破,满足国家环保政策要求以及钢管生产企业对品质和效率的追求。
(2) 大力推进轧管工艺技术创新,实现管坯热送热装工艺技术、钢管在线控轧控冷技术、冷床区钢管余热回收技术、低温露点烟气余热回收技术、燃气烟气自驱动深度全热回收技术等,全面实现钢管生产过程的节能减排。
(3) 在结合生产实践总结的基础上,加强理论研究,从机理上深入研究导致现有连轧管机组大小及产品规格范围受限的主要原因及解决思路,有的放矢,一方面力争在特大直径、特厚壁无缝钢管的生产上实现突破,另一方面提高小直径、极薄壁和特厚壁无缝钢管的生产稳定性和产品质量,从而在“以热代冷”宏伟目标上更进一步。
(4) 围绕着连轧管机组,加快推进数字化、智能化发展。
中短期内实现高度自动化和数字化,包括:轧机换辊自动化、工艺模型自学习化、精整生产线高度自动化,提高设备稳定性和劳动生产率;开发钢管在线智慧检测技术、轧机控制技术及跟踪标记技术,实现热轧+精整全线物料跟踪,并以此为基础构建无缝钢管生产工艺参数、生产工具、产品质量相互匹配的数据分析系统,形成轧线质量保证体系,实现全数字化生产,提高质量稳定性和产品合格率;基于机器人、跟踪标记及MES 生产管理系统应用,开发智能热处理线、智能探伤线、智能管加工线、智能接箍线等智能化精整线,在降本增效的同时,进一步助力无缝钢管终极产品档次升级及高新产品开发,实现无缝钢管产品从量变到质变过渡;开发无人天车、新型运输装置及立体仓库,打造智能管坯库、智能中间库、智能成品库,实现管坯、钢管转运少人化,推动厂内物流革命。
长期逐步布局智能化工厂:构建设备健康智能监控系统以及完善的智能生产线控制模块;普及智能立体仓库、无人仓管理、智能机器人应用等。全面打造基于生产、质量、设备、物流、绿色、安全、数字化等多个维度构建的无缝管智能工厂;从生产计划编制、全厂物流控制、产线全自动控制、原料及成品库智能化管理,到质量管理、设备健康管理、成本控制、精细化能源管理、集中管控全面实现少人化或无人化。
3 结 语
(1) 连轧管特别是三辊连轧管技术将是淘汰落后产能、实现无缝钢管行业转型升级的主要发展方向之一,市场前景广阔。
(2) 国产化连轧管技术已取得长足发展,目前在理论认知、设计、装备配置和生产应用方面,都已经与国外最先进水平不分伯仲。
(3) 无论是国内还是国外,连轧管技术发展到今天,已经暴露出一些技术瓶颈,主要包括机组大小及产品规格范围受限,新形势下面临环保压力,在生产效率、产品质量、生产成本等方面存在一定短板。
(4) 围绕着连轧管机组(尤其是三辊连轧管机组),从提效降耗、智能制造、绿色生产的角度出发,研发新一代高效、高品质、绿色、智能的连轧管线技术,加强理论研究与生产实践相结合,使用新工艺、新装备和智能化解决热轧无缝钢管的瓶颈和共性问题,将是无缝钢管领域顺应转型发展需求、保持未来长续稳定发展的趋势。
