负温环境下Z 向性能超厚钢板焊接施工技术研究
2021-04-25杜得强
张 立,陈 兵,杜得强
(1.中铁电气化局集团北京建筑工程有限公司,北京 100000;2.中建科工集团有限公司,北京 100000)
0 绪论
北京地铁19 号线新宫车辆段项目位于北京市南四环外,19号线一期工程南端,本车辆段占地面积30.05 万m2,总建筑面积约12 万m2,地上2 层,建筑高度19.5m,采用型钢混凝土框架结构,总用钢量约3 万t。
北京地铁19 号线一期工程施工具有工期紧、用钢量大、钢板厚度厚、焊缝要求等级高等特点,主要采用Q355B 钢材,涉及最大板厚80mm,Z 向性能为Z35。北京地铁19 号线一期工程地处北京地区,冬季最低温度达零下15°C,进行常规焊接施工将难以保证焊缝的质量,容易出现钢板层状撕裂。为了保证钢结构施工在低温环境下得以如期进行,研究总结带Z 向性能的超厚钢板在负温环境下的焊接控制技术,减小在负温环境下焊接施工产生的焊接应力及钢构件变形,避免因应力或变形过大或焊接质量缺陷而影响带Z 向性能超厚钢板的使用性能。
1 负温下带Z 向性能要求超厚钢板焊接特点
由于北京地铁19 号线一期工程地处北京地区,冬季施工室外最低温度达零下15°C,外界环境温度与超厚钢板焊接时的温差较大,从而导致在焊接过程中及焊接完成后焊缝降温速度过快,结晶速度过快,从而导致焊缝及焊缝熔合区域钢材的弹性及塑性性能降低,脆性性能增加,由此,焊缝内部容易产生裂纹和母材层状撕裂等质量问题,母材层状撕裂和焊接残余应力将影响超厚钢板Z 向性能,为避免负温环境下焊接施工对超厚钢板Z向性能的影响,需采取严格有效的焊前预热和焊后保温措。
北京地铁19 号线一期工程采用钢骨混凝土框架结构,钢柱主要采用十字型截面,最大尺寸为1500mm×700mm×25mm×80mm,部分采用H 型柱+钢板墙组合构件,厚板立焊缝长达13.6m,最大焊接板厚达80mm,负温焊接会产生较大残余应力以及较大的钢板焊接变形。
根据负温环境下钢金属结构内部结晶的理论,减小负温环境下超厚钢板焊接的应力及变形的关键之处主要为:①缩小局部环境与施焊钢构件的焊接温度差,主要是采用焊接局部环境加热保温措施,为焊接施工提供适合的作业环境;②从焊接工艺入手,合理开设焊接破口及焊接顺序,避免焊接应力过大;③对施焊部位两侧的钢构件进行约束,主要采取增设劲板、隔板等措施增加焊接部位两侧钢构件局部刚度,最大限度减小因焊接温度变化导致的焊接变形。
2 负温环境下的带Z 向性能超厚钢板焊接的控制措施
2.1 焊接施工全过程控制温度的措施
2.1.1 焊接施工前的温控措施
由于带Z 向性能超厚钢板在低温环境下焊接施工前后存在巨大的温度差,将导致焊缝区域存在残余应力,且应力大小与温差为正相关,由此将严重影响焊缝的性能。为保证焊接质量,在钢构件焊接前需降低钢构件母材与焊缝区的强烈温差,主要是对焊缝及其周边母材进行加热,可避免由于局部骤热和骤冷而导致钢结构焊缝区域产生不均匀膨胀和收缩,降低母材及焊缝在钢板厚度方向因热胀、冷缩而导致局部由压应力到拉应力的转换幅度。
北京地铁19 号线一期工程预热采用氧气-乙炔中性火焰加热。为确保Z 向性能钢板保持良好的延伸率,预热范围由常温焊接坡口两侧不小于100mm、板厚的1.5 倍,增加到不小于150mm、板厚的2 倍。
2.1.2 焊接施工中的温控措施
负温环境下相较常温环境下,焊接施工时焊缝区域温度冷却速度快,焊接部位熔池极易产生脆硬组织,从而影响焊缝的质量和力学性能。在焊接过程中,每道焊缝层间温度需保持在80~200℃,一条焊缝应一次性连续焊接完成,尽量避免多次施焊情况。若因天气或其他突发因素影响而对已开焊的焊缝不得不停止施焊作业时,要在停止施焊前,需焊接完成1/3 板厚后再停止焊接作业,并及时进行保温处理,在后续再次焊接前,重新进行焊接预热,相比首次焊前预热温度需更高,且时间需更久。
2.1.3 焊接施工后的温控措施
负温焊接的后热温度应不低于220℃,保温时间不少于1h,根据板厚不同保温时间不同,保温时间遵循0.5h/25mm 的原则。保温完成后使其缓冷至常温,缓冷达到常温的时间不小于1.5h。
当焊后处理达到要求后,采用保温措施,需包裹密实,确定保温时间达到缓冷效果。焊接防护篷及保温材料应在焊缝接点完全冷却后,方可拆除。
2.2 焊接工艺措施
对十字型钢柱的对接焊缝进行焊接施工作业时,遵循对称焊接的原则,由2 名操作手法和焊接水平相近的焊工同时施焊,并且先焊接腹板,再焊接钢柱翼缘板。焊接作业时需严格遵循分层多道的原则,带Z 向性能超厚钢板在负温环境下焊接时,先进行打底焊,底部焊缝厚约20mm,随后进行每层焊缝的焊接,每层焊缝厚度应控制在15~20mm,最后进行盖面焊接,如图1 所示。
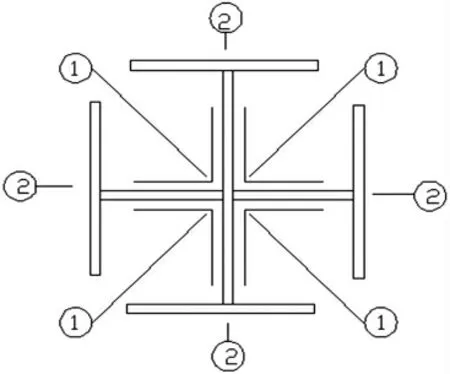
图1 焊接作业先后顺序
2.3 控制焊缝局部区域变形的措施
为减小焊接的变形,在焊缝位置设置三角约束板固定。约束板焊接在钢板焊缝两侧。为确保约束效果,焊接约束板采用20mm 厚钢板,间距1m 一道布设,如图2 所示。
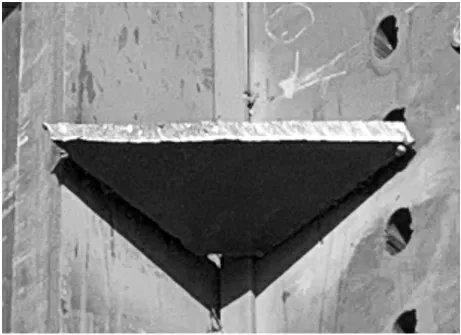
图2 焊接约束板
2.4 钢板Z 向性能保证措施
除上述措施外,北京地铁19 号线一期工程中采用改善节点构造设计的方法达到降低钢板上因承受收缩所产生的焊接应力,有效保证钢板的Z 向性能。在节点构造时,可采用以下措施。
(1)设计时尽量避免外荷载作用在钢板厚度方向,无法避免时应设法增加受荷面积以降低厚钢板表面应力。在焊接接头的焊缝破口设置时,适当增加焊缝与母材的接触面积。
(2)选用塑性好的焊接材料,通过这样的办法可以使焊缝产生一层先产生塑性变形的缓冲层,在内外应力作用下达到应力重分布的效果。
3 特点
低温环境下Z 向性能超厚钢板施工现场焊接技术是在大量现场实践中多次对负温环境下带Z 向性能超厚钢板的焊接的不断研究及改善中总结形成的,主要特点:
(1)采用有效的方法提高施焊部位周边及局部环境温度,特别是母材本身温度,改善焊接环境,提高负温超厚钢板焊接质量。
(2)控制焊接施工全过程的温度变化,通过局部加热、保温等方法改善焊接局部环境温度,降低温差,减缓焊缝区域冷却速度,避免骤冷产生过大焊接残余应力并减少裂纹的发生,最大限度避免因焊接温差对超厚钢板Z 向性能的影响。
(3)焊缝裂纹是负温环境下焊接焊缝的主要缺陷,塑形好的焊接材料对于负温环境下焊接质量至关重要。在选用焊接材料时,除要保证强度外,要优先考虑焊材的塑形及抗裂性能。
(4)从焊缝破口形式、焊接施焊顺序等综合因素考虑,降低焊接应力及残余应力对焊缝的质量及焊接变形的影响。
4 适用范围
本工法适用于低温环境下Z 向性能超厚钢板焊接施工。
5 结语
北京地铁19 号线新宫车辆段项目钢结构工程总用钢量约为3 万t,最大钢板板厚达80mm,Z 向性能为Z35,焊缝总长度约3000m,施工现场工况复杂,且经历冬季施工,结合施工现场的实际情况,工作人员从设计到施工一系列流程上采用合理节点构造、焊接工艺、温控措施以及防变形等措施,规避沿厚度方向应力集中现象,提出负温环境下Z 向性能超厚钢板焊接施工技术,大大降低焊缝裂纹等缺陷的发生,避免因焊接温差过大而导致较大的应力和变形,降低负温环境下焊接施工对超厚钢板Z 向性能的影响。该技术的成功应用为以后的同类型工程提供有益的参考价值。
