苏木与黄檗对柞蚕丝面料套染的橙色调颜色特征值
2021-04-06袁倩宇赵志军
田 欣,袁倩宇,赵志军
(1.哈尔滨学院 艺术与设计学院,黑龙江 哈尔滨 150086;2.齐齐哈尔大学 美术与艺术设计学院,黑龙江 齐齐哈尔 161006)
中国传统染色技艺历史悠久,其染色技术经过不同朝代的改进和发展,于清代中后期达到鼎盛,据古代文献记载的色名就已达上千种,色彩显色范围基本覆盖现代全色相环[1-2]。色彩的显色,不仅仅依靠染色材料和影响因素,还需要一个完善的染色工艺,其中套染工艺起到了非常重要的作用,尤其在“间色”显色范围上,如橙色调、绿色调、蓝紫色调等[3-4]。化学染色虽然显色范围广泛,但在控制环境污染和人体健康方面需要付出更大的代价,这直接影响企业的经济效益。植物染料染色与化学染料染色相比,具有先天优势,如原材料环保、试剂用量小、染制过程无污染等,节省了很大的处理成本,部分植物染料染色成品还具有一定的保健功效[5-6]。随着人们环保意识的提高,相关学者逐渐关注植物染色技术,但较少研究植物染料染色显色范围,这对植物染料染色技术的应用和推广极其不利,受到一定的局限[7]。苏木为古代著名的红色调植物染材,黄檗为古代常用的黄色调染材,本文通过直接染、媒染工艺对2种染材进行套染,并分析苏木与黄檗套染对橙色调颜色特征值的影响,为染制橙色调的显色机制提供参考。
1 试 验
1.1 材料与仪器
材料:柞蚕丝面料(面密度270 g/m2,尺寸均为10 cm ×10 cm,海城市旭东丝绸厂);苏木(广西产,购于中药店);黄檗(四川产,购于中药店);硫酸铝钾(分析纯,哈尔滨化工化学试剂厂)。
仪器:HH-4型数显恒温水浴锅(北京市永光明医疗仪器有限公司);5102型电子天平(常州第一纺织设备有限公司);DZF-6201真空干燥箱(上海一恒科学仪器有限公司);pHS-2C型酸度计(北京市永光明医疗仪器有限公司);Y571 L型染色摩擦牢度仪(莱州市电子仪器有限公司);SW-12 AⅡ型耐洗色牢度实验机(温州大荣纺织标准仪器厂);CrelagMaebethTMColorEye®2180UV型计算机测色配色仪(美国爱色丽公司)。
1.2 色素萃取
称取黄檗原料200 g,风干并粉碎,加入2 L清水,浸泡24 h,加热煮沸30 min,冷却过滤后,收取染液1.6 L。再重复以上操作2次,所得染液合并,密封收藏。苏木色素萃取按同样方法操作。得到黄檗染液与苏木染液各4.8 L,待用[8-9]。
取黄檗、苏木染液各1 L,在真空干燥箱内80 ℃蒸发干燥5 h,测得苏木色素固态质量为8.43 g,黄檗色素固态质量为5.41 g,以此确认苏木染液质量浓度为8.43 g/L,黄檗染液质量浓度为5.41 g/L。
1.3 染色工艺
在浴比1∶50的条件下,苏木和黄檗染液质量浓度配比见表1。
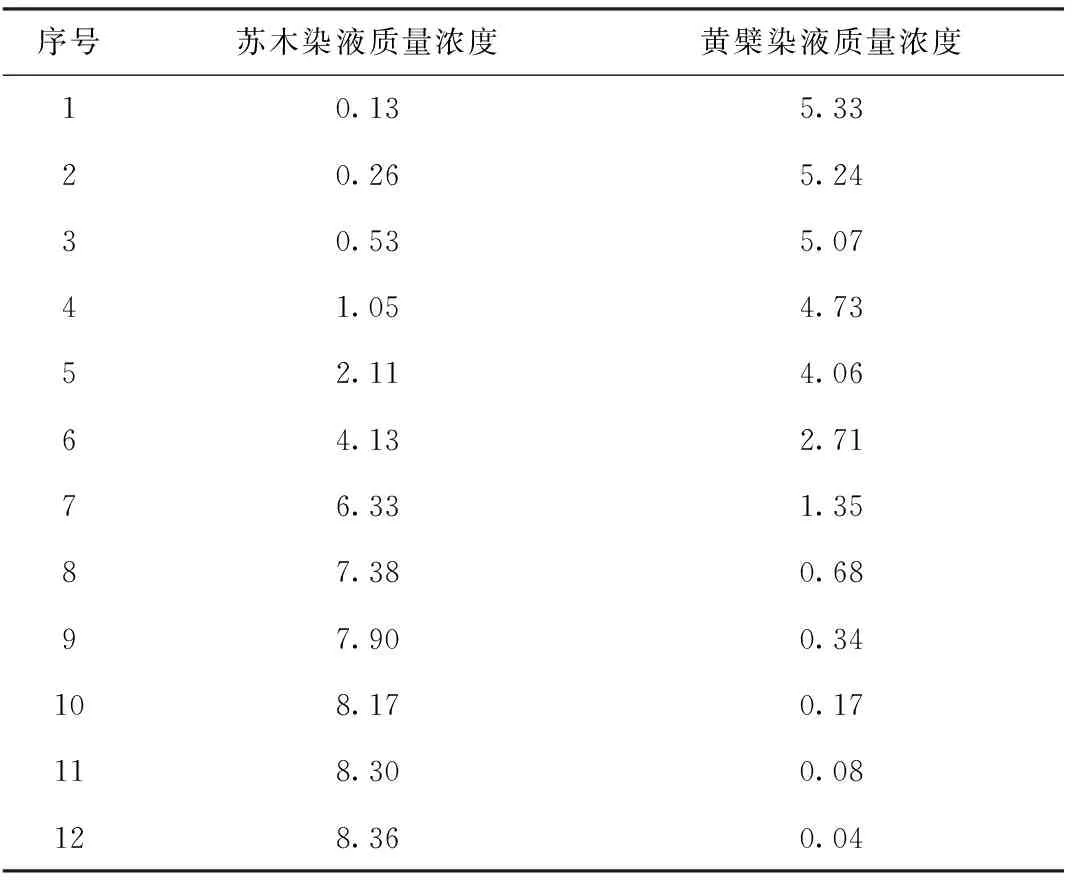
表1 苏木和黄檗染液质量浓度配比 g/L
直接染:浴比1∶50,将柞蚕丝面料投入60 ℃苏木、黄檗染液中浸染40 min,水洗,阴干。
前媒染:浴比1∶50,先将柞蚕丝面料投入媒染剂硫酸铝钾溶液中处理15 min,然后投入60 ℃到苏木、黄檗染液中浸染40 min,水洗,阴干。
同媒染:浴比1∶50,将柞蚕丝面料投入60 ℃含媒染剂硫酸铝钾的苏木、黄檗染液中浸染40 min,水洗,阴干。
后媒染:浴比1∶50,先将柞蚕丝面料投入到60 ℃的苏木、黄檗染液中浸染40 min,然后投入到媒染剂硫酸铝钾溶液中处理15 min,水洗,阴干[10-11]。
1.4 颜色特征值测试
使用电脑测色配色仪测定颜色特征值。测定的指标有L﹡、a﹡、b﹡、c﹡。每个色样共取5点,取平均值。明度L﹡的值域由0到100。色相a﹡表示从洋红色至绿色的范围、色相b﹡表示从黄色至蓝色的范围,纯度c﹡的值域由0到100。
2 结果与分析
2.1 直接染对颜色特征值的影响
在浴比1∶50、染色温度60 ℃、染色时间40 min的条件下,改变苏木和黄檗染液质量浓度混合配比后对柞蚕丝面料进行直接染,混合染液配比浓度条件下直接染对颜色特征值的影响见图1。
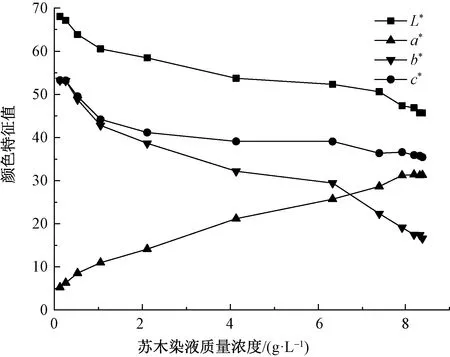
图1 直接染对颜色特征值的影响
由图1可见,随着苏木染液质量浓度的提高,柞蚕丝面料颜色特征值的明度L*值呈缓慢下降状态;色相a*值呈逐渐上升状态,红光逐渐增多;色相b*值呈逐渐下降状态,黄光逐渐较少;纯度c*值呈缓慢下降状态。苏木色素直接染呈橙色调,黄檗色素直接染呈黄色调,二者混合后随着苏木质量浓度的提高呈由黄色调向橙色调过渡,其中橙色调色域纯度较低,再由于苏木本身色素红光不足,缺少由橙色调向红色调过渡色域。导致苏木、黄檗混合后直接染显色范围有限,应用价值较小。
2.2 前媒染对颜色特征值的影响
首先在浴比1∶50、染色温度60 ℃、染色时间40 min、媒染剂硫酸铝钾质量浓度5 g/L、媒染时间15 min的条件下,改变苏木染液质量浓度对柞蚕丝面料进行前媒染;然后在浴比1∶50、黄檗染液质量浓度5.41 g/L,媒染剂硫酸铝钾质量浓度1.25 g/L、媒染时间15 min、染色温度60 ℃、染色时间40 min的条件下对柞蚕丝面料进行前媒染。前媒染对颜色特征值的影响见图2。
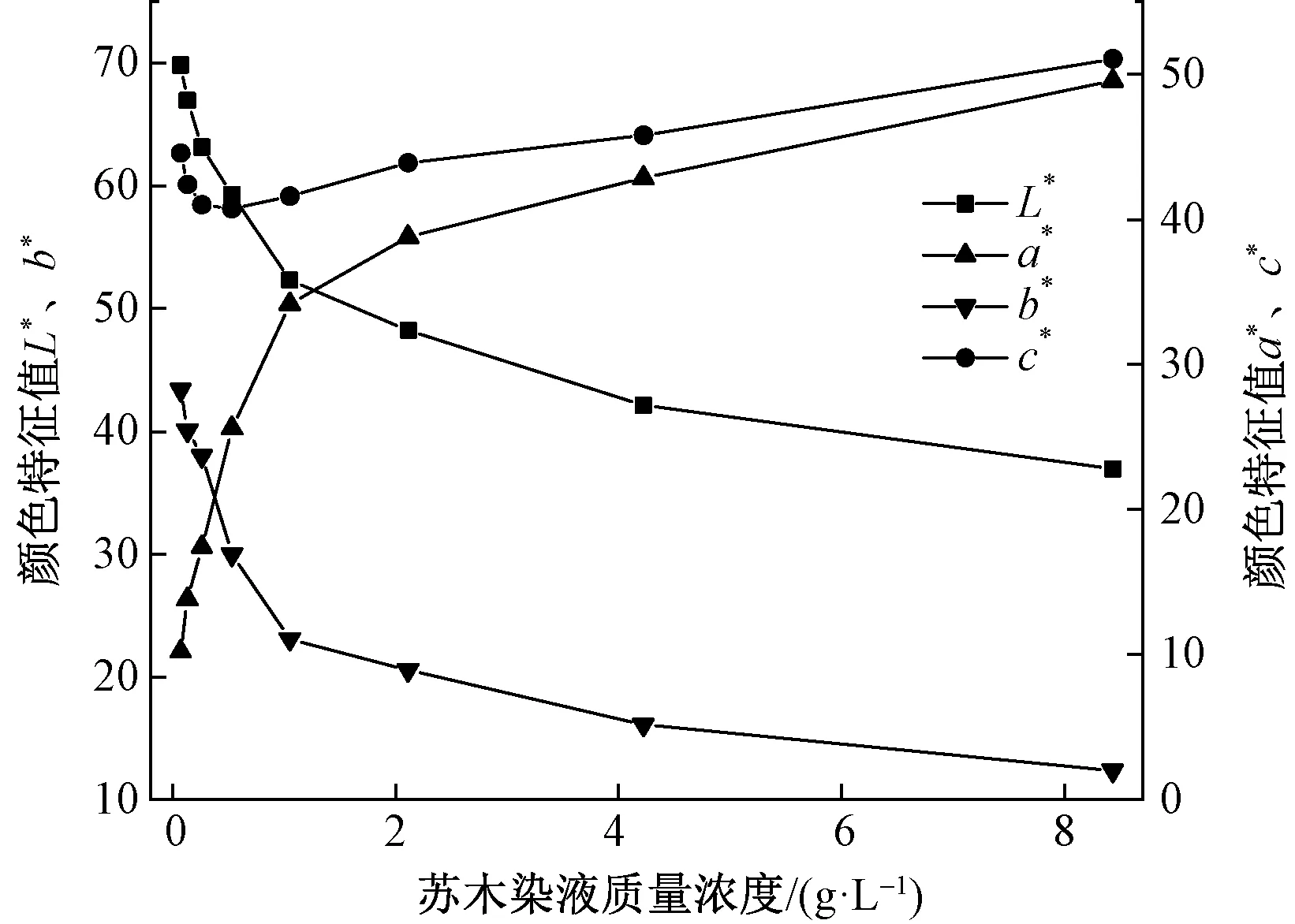
图2 前媒染对颜色特征值的影响
由图2可见,随着苏木染液质量浓度的提升,柞蚕丝面料颜色特征值的明度L*值、色相a*值和b*值呈较明显变化,纯度c*值呈小幅度变化。明度L*值呈由高到低的变化,每个色阶变化较为明显,呈线性变化;色相a*值呈持续上升状态,色相b*值呈逐渐下降状态,每个节点的红光增量和黄光减量均较为明显;纯度c*值呈逐渐下降后再上升状态,在以黄光或红光为主导时,色彩纯度较高,相互混合时纯度相对较低,尤其苏木染液质量浓度达到0.53 g/L时,其纯度达到最低点,主要原因是染液质量浓度达到0.53 g/L之前,色相b*值下降较快所致。前媒染可通过染液质量浓度变化,调整色相a*值和b*值的变化斜率,在色彩显色和明度控制上较直接染具有明显优势。由此可见,苏木和黄檗染液使用前媒染能够套染成较为丰富的橙色调,尤其苏木染液质量浓度在0.26~ 2.11 g/L之间,橙色倾向较为明显,是染制橙色调最佳区域。
2.3 同媒染对颜色特征值的影响
在浴比1∶50、染色温度60 ℃、染色时间40 min、媒染剂质量浓度5 g/L、媒染时间15 min的条件下,改变苏木和黄檗混合染液质量配比浓度,对柞蚕丝面料进行同媒染。混合染液配比浓度条件下同媒染对颜色特征值的影响见图3。

图3 同媒染对颜色特征值的影响
由图3可见,随着苏木染液质量浓度的提高,柞蚕丝面料颜色特征值的明度L*值呈逐渐下降状态;色相a*值呈快速上升后再逐渐下降状态,红光快速增多后逐渐下降;色相b*值呈逐渐下降后再平缓下降状态,黄光快速减少后再逐渐较少;纯度c*值呈先下降后上升再下降状态。颜色特征值的突出变化为:当苏木染液质量浓度6.33 g/L和黄檗染液质量浓度1.35 g/L 混合同媒染色时,红光达到最高,纯度达到最高,之后均逐渐下降。主要原因是苏木和黄檗染液混合后,色相b*值后期下降加快。苏木和黄檗染液混合后,使用同媒染时其纯度c*值略高于前媒染,色阶变化略短。由此可见,在同媒染时,使用低质量浓度苏木染液和黄檗染液混合后即可形成橙色调,苏木染液的低质量浓度决定着橙色调的明度色阶和色相变化。同媒染在一定程度上可以节约苏木染材消耗,比较前媒染具有一定的开发优势。
2.4 后媒染对颜色特征值的影响
首先在浴比1∶50、染色温度60 ℃、染色时间40 min、硫酸铝钾媒染剂质量浓度5 g/L、媒染时间15 min的条件下,改变苏木染液质量浓度对柞蚕丝面料进行后媒染;然后在浴比1∶50、黄檗染液质量浓度5.41 g/L,硫酸铝钾媒染剂质量浓度1.25 g/L、媒染时间15 min、染色温度60 ℃、染色时间40 min的条件下对柞蚕丝面料进行后媒染,后媒染对颜色特征值的影响见图4。
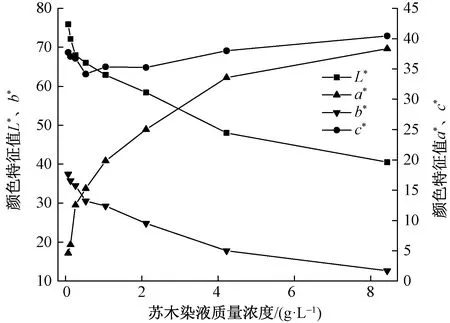
图4 后媒染对颜色特征值的影响
由图4可见,随着苏木染液质量浓度的提升,柞蚕丝面料颜色特征值均发生明显变化,其中明度L*值呈由高到低的变化,苏木染液质量浓度在0.07~ 0.13 g/L和0.26~ 0.53 g/L期间下降较慢,之后呈快速下降,整体明度色阶的节奏性较弱,衔接较差;色相a*值呈快速上升状态,苏木染液质量浓度在0.07~ 0.13 g/L和0.26~0.53 g/L期间,红光增多较慢,之后快速增多;色相b*值逐渐较少,黄光下降幅度较为接近,呈线性变化。纯度c*值呈由高到低再升高,苏木染液质量浓度较低时,主要以黄檗染液显色为主,呈较为鲜艳的黄色调;苏木染液质量浓度较高时,主要以苏木染液显色为主,呈较为鲜艳的红色。以黄檗染液显色为打底色,对高纯度的红色调影响较小。由此可见,苏木和黄檗的后媒染套染,可以套染成橙色调,但橙色的显色范围较为狭窄,橙色调的过渡色阶较为单一,不能形成节奏性变化,比较前媒染和同媒染其应用价值一般。
3 染色牢度测定
按照GB/T 3920—2008《纺织品 色牢度试验 耐摩擦色牢度》、GB/T 3921—2008《纺织品 色牢度试验 耐皂洗色牢度》进行测试。选取以苏木染液质量浓度0.53 g/L、黄檗染液质量浓度5.41 g/L为标准所染制橙色调,测定其耐皂洗色牢度和耐摩擦色牢度,染色牢度结果见表2。

表2 染色牢度
由表1可见,除直接染所染制的橙色调的耐皂洗和耐摩擦色牢度均在3级以上,均可满足服饰服用标准,具有一定应用价值。
4 结 论
①苏木和黄檗对柞蚕丝面料套染,直接染所染制的橙色调纯度较低,显色范围有限,应用价值较小。前媒染可以染制成较为丰富的橙色调,苏木染液质量浓度在0.26~2.11 g/L之间是染制橙色调最佳区域。同媒染可以染制相对丰富的橙色调,苏木染液质量浓度较低时即可形成橙色调,可以节约染材消耗,具有一定的开发优势。后媒染染制的橙色调,显色范围较为狭窄,应用价值一般。
②从苏木和黄檗套染的橙色调显色效果及应用价值来看,其优劣依次为同媒染>前媒染>后媒染>直接染。使用媒染工艺进行套染,织物的耐皂洗色牢度、耐摩擦色牢度均在3级以上,具有较好的应用前景。