选区激光熔化工艺参数对SiCp/AlSi10Mg复合材料致密度和硬度的影响*
2021-04-02王渭中坚增运
王渭中,坚增运
(西安工业大学 材料与化工学院,西安 710021)
SiCp增强Al基复合材料具有高比强度、高比模量、高耐磨性和密度低等优良性能,已被广泛应用在航空航天、汽车和结构材料等领域[1-4]。而随着航空航天和军事等高科技领域对产品性能提出更高要求,其成形制备技术也需具有高精密和高效性水平,采用传统材料成型和加工方法难以满足要求。因此,选区激光熔化(Selective Laser Melting,SLM)作为目前主流的金属增材制造技术(3D打印),是通过熔化金属粉末的层层叠加实现零件的成形过程,其因具有工艺简单、高精度、高致密度、力学性能优良等特点,尤其适合生产薄壁件、异型结构件等采用传统方法难以制造的复杂工件,从而受到国内外广泛关注[5-7]。
关于3D打印铝合金材料种类有限,包括AlSi10Mg、AlSi7Mg和AlSi12等,而AlSi10Mg具有流动性好、热裂倾向小、低收缩率等优良粉末特性,在国内外研究和报道中占据主流[8-10]。如文献[11-12]通过SLM成型技术研究了AlSi10Mg成形件的组织形貌和力学性能,发现其组织和性能均优于传统铸件,横向拉伸强度和纵向拉伸强度的性能相当,但延伸率相差近一倍。文献[13]利用响应曲面法构建了成形工艺参数与致密度的关系模型,可精准预测工艺范围内的成形件致密度,摒弃了传统的试错法工艺,解决了SLM成型工艺参数与成型件致密度关系的问题,为制备高致密度和高性能的AlSi10Mg合金提供了理论基础。为进一步增强AlSi10Mg合金性能,文献[14-15]利用SLM技术成功制备了SiC颗粒增强AlSi10Mg复合材料,并对SLM成形工艺参数与致密度、组织形貌和力学性能等的关系进行了研究。结果表明,在高能量作用下的界面反应中,SiC颗粒与Al液更易生成Al4SiC4增强相,而无有害相Al4C3产生。在SiC颗粒、原位生成枝条状Al4SiC4及超细化Al4SiC4颗粒3种增强作用下,使得SiCp/AlSi10Mg复合材料具有高致密度、高硬度、高耐磨性等优异力学性能。
目前,关于SLM成型SiCp/AlSi10Mg复合材料的研究和报道较少,且暂无文献采用灵活性较高、数字建模能力较强的响应面法研究SLM工艺参数对SiCp/AlSi10Mg复合材料致密度和性能的影响,同时由于选区激光熔化成形设备和实验原料不同等原因,使得各报道中制备高致密度成型件的工艺参数也不相同。因此,为进一步发挥SLM技术优势和SiCp/AlSi10Mg复合材料的性能潜力,本文采用BLT-S310选区激光熔化成形设备,根据Box-Behnken响应面法研究SLM成型参数(激光功率P、扫描速率V、扫描间距S)与体积分数v为10%的SiCp/AlSi10Mg复合材料致密度和硬度的影响规律,以期为高体积分数和高机械性能复合材料的工艺参数调控方法提供理论指导。
1 试样制备与实验方法
1.1 试样材料和设备
实验所用原料为近球形AlSi10Mg粉末和菱形SiC粉末,平均粒径均为30 μm,分别为陕西铂力特公司和山东金蒙新材料公司制备。AlSi10Mg主要成分(质量分数w)见表1。

表1 AlSi10Mg化学成分Tab.1 Chemical composition of AlSi10Mg alloy 单位:%
将SiC和AlSi10Mg粉末按体积分数为1∶9配料混合,在不锈钢罐中抽真空并在球磨机中正反转各30 min,转速为120 r·min-1,混合后在真空保温箱中保温4 h,保温温度为120 ℃,以除去粉末中含有水分和杂质。
试验采用西安铂力特制造的S310型选区激光熔化成型设备,仪器配备500 W激光器,采用振镜式扫描方式,可双向铺粉,成形舱室最大成型尺寸为250 mm×250 mm×400 mm,成形过程充入高纯度氩气作为保护气体,工作氧含量低于3×10-4。S310设备和示意图如图 1所示。
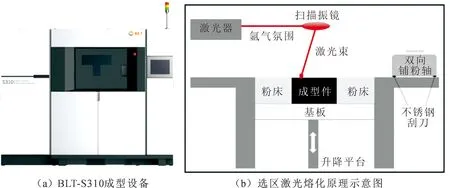
图1 BLT-S310成形设备和工作原理示意图Fig.1 BLT-S310 forming machine and SLM forming diagram
1.2 实验方法
图2为试样建模和打印成型形貌。实验阶段的试样尺寸为10 mm×10 mm×7 mm的立方块,考虑试验安全性,避免危险,采用Box-Behnken设计的响应面法进行三因素三水平试验,在保持打印层厚30 μm的基础上,研究SLM成型参数(激光功率P、扫描速率V、扫描间距S)对SiCp/AlSi10Mg复合材料致密度和硬度的影响,试验具体参数见表2。
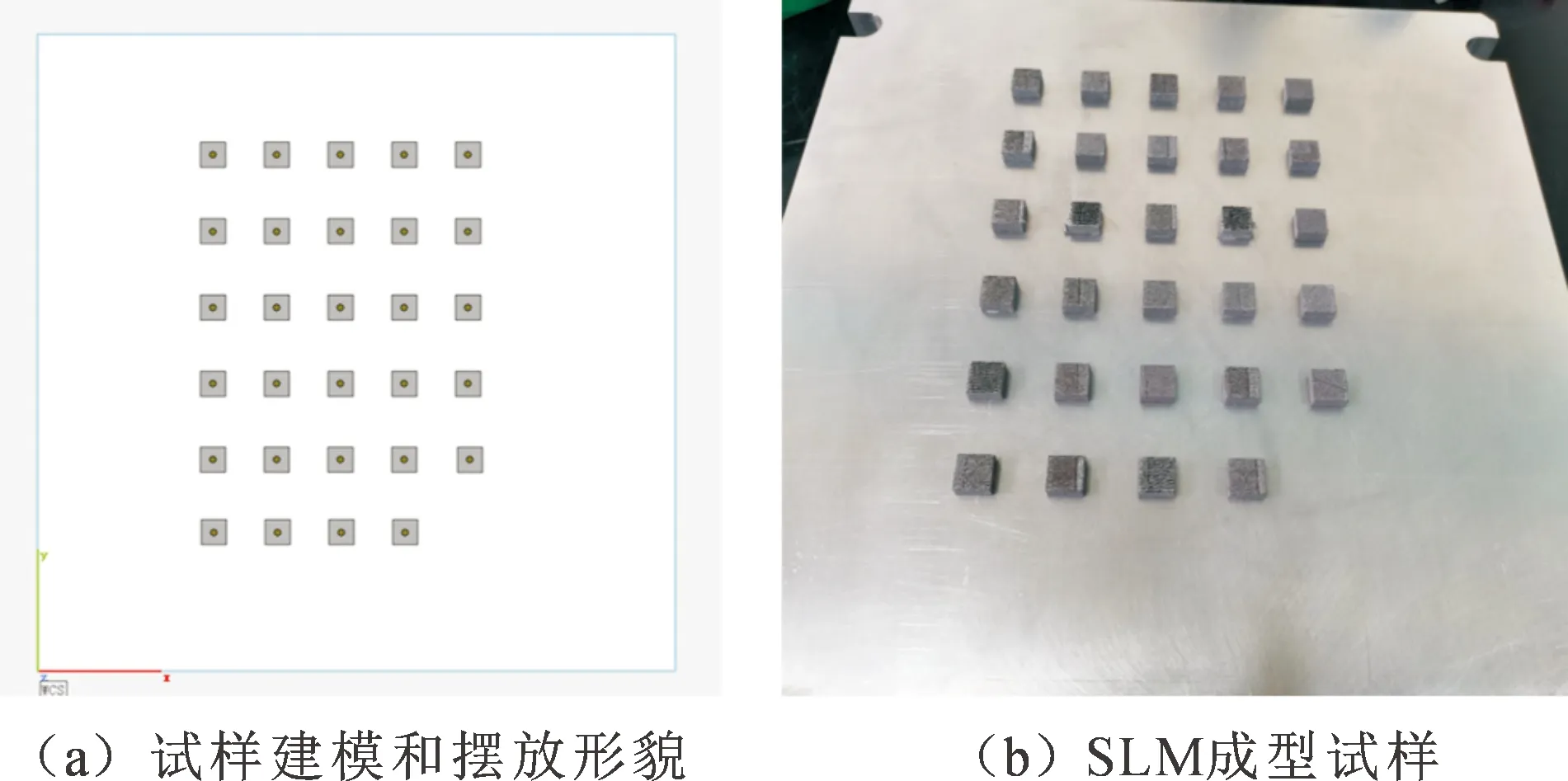
图2 实验设计和成型样件Fig.2 The experimental design samples and the forming samples

表2 实验因子和水平Tab.2 Experimental factors and levels
通过梅特勒-托利多ME204T精密天平可直接测得不同成形参数下的试样真实密度,SiC粉末密度为3.21 g·cm-3,AlSi10Mg粉末密度为2.68 g·cm-3,根据混合定则可计算出体积分数1∶9的复合粉末的理论密度可计算为2.722 g·cm-3,致密度为真实密度与理论密度的比值。
使用扫描电子显微镜(Scanning Electron Microscope,SEM)(型号:FEI Quanta 400)观测试验粉末形貌并拍照。使用HMV显微硬度计测试试样显微硬度值HV0.2,加载力200 g,保持载荷时间为15 s,测量15个点并求平均值,探究致密度和显微硬度的关系。
2 结果与讨论
2.1 粉末形貌
图3所示为SiCp/AlSi10Mg复合粉末和SiC颗粒的SEM扫描形貌。

图3 SiC 和AlSi10Mg粉末SEM形貌Fig.3 SEM morphology of SiC powder and AlSi10Mg powder
由图3(a)可知,AlSi10Mg粉末为近球形,颗粒表面光洁无杂质,平均粒径d50为30 μm,存在粒径较大的颗粒,同时SiC均匀分布在AlSi10Mg粉末内。由图3(b)可明显观察到,SiC颗粒为不规则棱形,颗粒存在大量明显光亮尖角,平面处存在少量褶皱和台阶。
2.2 成型件致密度和工艺参数的关系模型
2.2.1 响应面设计模型和方差分析
根据Box-Behnken响应曲面实验设计原理,本研究选择激光功率(A,P)、扫描速率(B,V)、扫描间距(C,S)作为影响因素,以致密度(d)为响应值,其中A、B、C分别为激光功率、扫描速度和扫描间距的实验编码值,P、V、S分别为实验实际值。利用Design Expert8.0软件输入表2试验因子和水平,可自主选择生成17个实验点,表3为工艺参数设计和致密度结果。

表3 工艺参数与致密度结果Tab.3 Experimental parameters and relative density results
通过Design Expert8.0软件,根据Box-Behnken实验设计对实验数据进行系统建模,用二次多项式模型获得其校正决定系数R2(adj)(0.954 6>0.800 0)和变异系数(CV)为0.3%,说明该模型拟合度高,可以完成各工艺参数对成型件致密度的影响和优化的分析。可以得到3个工艺参数的编码值与致密度的多元二次响应面回归模型为
d=96.6275-0.6383A+0.7761B+0.6154C+
0.1194AB+0.0918AC-0.422BC-0.1001A2+
0.0468B2-0.2562C2。
(1)
该编码模型可直接反映了各工艺参数对致密度d的影响。编码值系数的绝对值越大,其对响应因子致密度影响程度越大,正负号则表示该工艺参数与致密度的正负关系。由此可以看出,扫描速度对成型件致密度的影响程度最大,其次为激光功率和扫描间距,同时扫描速度和扫描间距与致密度呈正相关关系,激光功率与致密度反而为负相关。
当SLM成形工艺参数为实际值时,可得到其与致密度d的多元二次响应面预测关系模型为
d=90.6826-0.0053P+0.0032V+86.4484S+
1.19×10-5PV+0.0459PS-0.0528VS-
4×10-5P2+1.17×10-6V2-160.153×S2。
(2)
比较式(2)与式(1),虽然式(2)不能直观看出各工艺因素对致密度d的影响程度,但可以直接根据实际值计算出相应致密度并获取最佳的工艺参数。同时根据式(2)可获得成型件的致密度预测值与实际测量值关系,如图4所示,数据点表示各个参数下成型件的实际测量密度,数据点从下到上颜色由蓝变红表示试样致密度由低到高的变化,所有点越靠近直线,则表示该模型的预测值与测量值吻合较好,表明该模型可精准预测SLM成形件致密度。
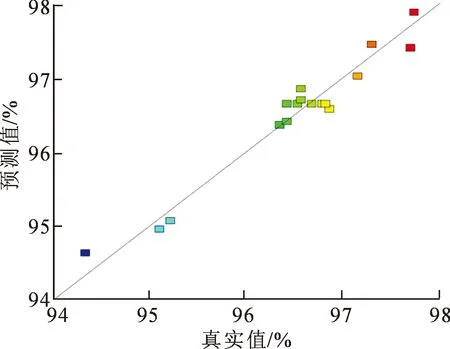
图4 致密度预测值与实际值对比关系Fig.4 Comparison between the predicted and actual with relative density
表4为响应面二次多项式方差分析结果。其中p值可描述模型和工艺参数的显著性水平,而该模型的p值为0.000 7(远小于0.01),表明模型的拟合程度极高。激光功率(P)、扫描速度(V)、扫描间距(S)的p值均小于0.001,说明实验设计因子对SiCp/AlSi10Mg复合材料成型件的致密度均具有极其显著的影响。通过比较F值可看出成型工艺因子对致密度的贡献率为B>A>C,即扫描速度对致密度影响最大,其次为激光功率和扫描间距。同时扫描速度与扫描间距的交互作用(BC)对成型件的致密度也表现显著影响作用,其余不显著。失拟项对应的p值为0.070 6> 0.05,表明失拟性不显著,说明该模型能很好说明致密度与激光功率、扫描速度、扫描间距之间的交互影响关系,并做后续实验预测和分析。
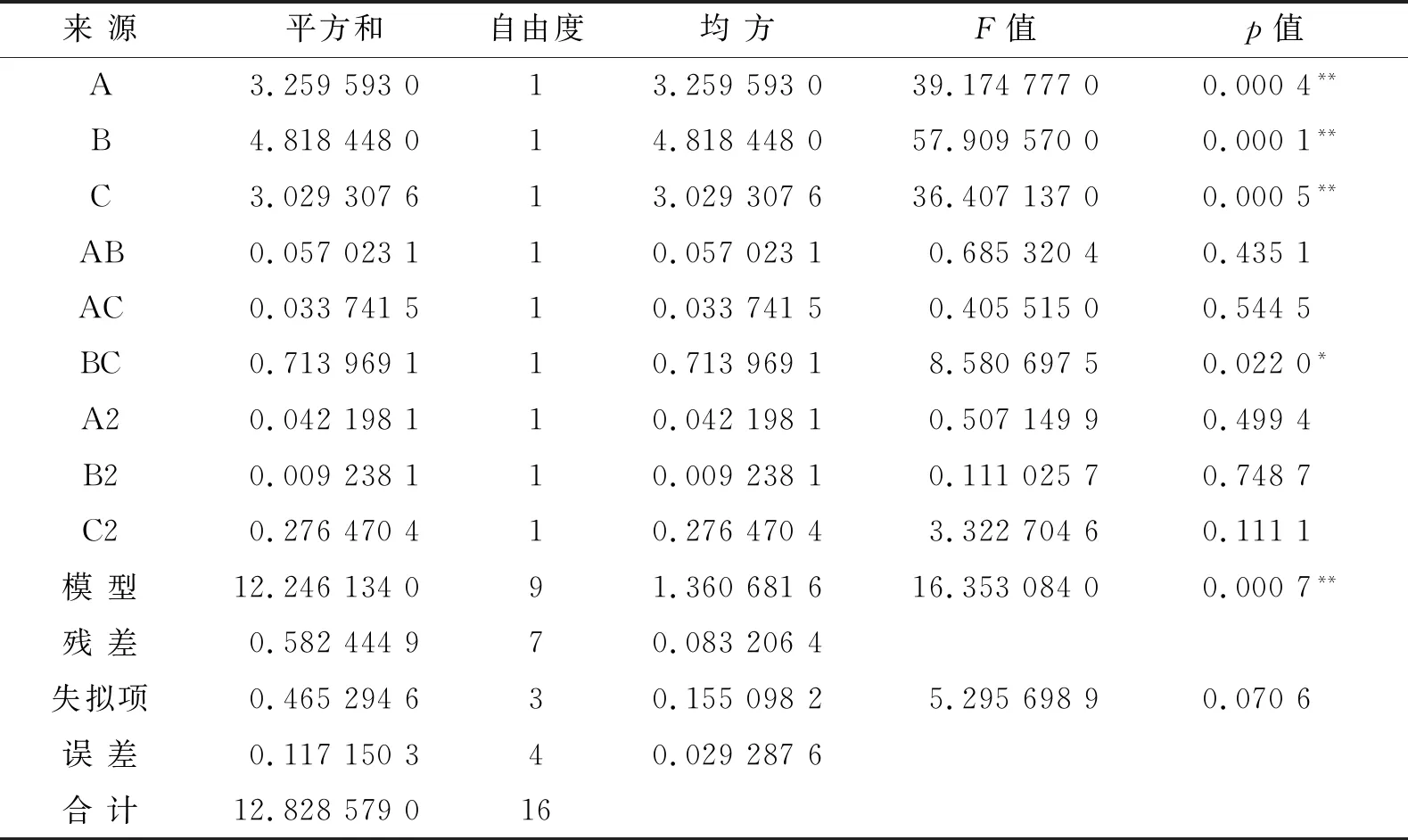
表4 响应面方差分析Tab.4 Analysis of response surface quadratic model
2.2.2 响应曲面分析及最优值
将模型固定某一单因素,可得到其余双因素对响应指标的影响关系。图5为SLM成型工艺参数和致密度关系的等高线及响应面结果。从图5(a)中可知,当固定扫描间距S=0.1 mm时,可观察到致密度d随激光功率的减小、扫描速度的增大而呈现线性增长趋势,即图5(b)中P=250 W,V=1 100~1 200 mm·s-1表现出高致密度的局部红色高亮区。由图5(c)中可知,当固定扫描速度V=1 200 mm·s-1时,致密度随激光功率的减小而增大,等高线中扫描间距对致密度的影响不明显。在交互响应面5(d)图中,激光功率P在250~275 W出现红色高亮区,表现出高致密范围,同时可看出,局部响应面两头低,中间高,即表明致密度随着扫描间距的增大呈现先增大后减小的变化趋势。由图5(e) 可知,当固定激光功率P=250 W,可明显看出致密度随扫描速度的增大而增大,随扫描间距的增大呈现缓慢增长趋势。同时在图5(f)中V=1 100~1 200 mm·s-1表现出高致密度的局部红色高亮区,说明高扫描速度有利于成型件致密化。虽然扫描间距在三因素中对致密度的影响作用最小,但也应在合理范围内,选择较高的扫描速度和较低的激光功率,才能获取更高致密度的成型件。

图5 激光功率、扫描速度和扫描间距对致密度交互作用影响Fig.5 Interactions between laser power,scanning speed and hatch space with relative density
通过Box-Behnken响应曲面优化设计,可获得该SLM呈现工艺参数的最佳组合,从而使响应因子致密度最大。由式(2)得出的最佳工艺参数为:激光功率P=250 W、扫描速度V=1 200 mm·s-1、扫描间距S=0.11 mm,预测成形件致密度可达到97.88%。该最佳工艺参数与本实验最佳参数(P=250 W、V=1 200 mm·s-1、扫描间距S=0.1 mm)仅扫描间距相差0.01 mm,预测最佳致密度与实验最高致密度(97.72%)相差0.16%,从而可见该响应曲面模型具有较高的可靠性。
2.3 显微硬度对比
对致密度最低值(95.1%)与最高值(97.7%)的试样进行了显微硬度测试,同时与SLM成形致密度99%的AlSi10Mg合金进行对比,得到结果见图6。SLM制备AlSi10Mg合金平均显微硬度为93.4 HV,致密度d=95.1%的SiC/AlSi10Mg复合材料平均显微硬度为218.3 HV,致密度RD=97.7%试样的平均显微硬度为240.8 HV,相比AlSi10Mg合金显微硬度提升157.8%。分析认为,SiC/AlSi10Mg复合材料在SiC颗粒、反应增强相等增强作用下表现出高硬度,同时复合材料致密度增大,显微硬度也随之增大。
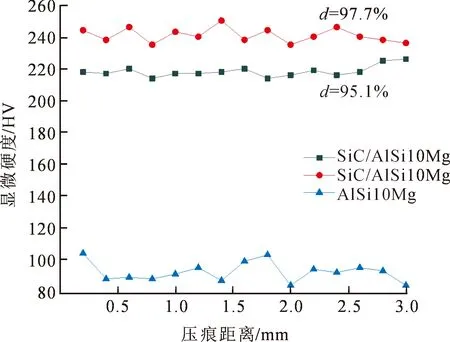
图6 SLM成形试样显微硬度Fig.6 Microhardness of SLM specimens
3 结 论
1) 根据Box-Behnken响应曲面原理获得了SLM成形SiCp/AlSi10Mg复合材料工艺参数与致密度的关系模型,结果表明扫描速率(V)、激光功率(P)、扫描间距(S)对致密度的影响程度依次降低。
2) 通过 Box-Behnken响应曲面优化,得到最佳的成形工艺参数为P=250 W,V=1 200 mm·s-1,S=0.11 mm。该优化工艺与实验工艺致密度结果误差仅为0.16%,说明模型具有可靠性。
3) SLM成形SiCp/AlSi10Mg复合材料显微硬度与致密度正相关,实验最佳工艺参数下,成型件的最高致密度为97.7%,显微硬度为240.8 HV。
