基于NX的压气机罩壳数控编程、仿真及加工*
2021-03-17向成刚
陈 荣,向成刚,李 昊
(陕西工商职业学院 中德机电工程与汽车科技学院,陕西 西安 710119)
生产实际中,数控车削加工零件其母线多为直线和圆弧组成,编程相对简单。压气机罩壳内外型面主要为回转曲面,母线为非园曲线,其数控编程必须借助CAM软件来完成。NX是面向先进制造业、CAD/CAM紧密集成的工业软件,其数控车削模块提供了丰富的功能,可满足各类回转体零件的数控编程需求。因此用NX进行产品设计和加工编程是一个很好的选择,特别是针对复杂的非圆曲线轮廓的模型更具有优势。
以NX软件为代表的CAM软件数控车削编程过程,如图1所示。

图1 NX数控车削编程过程
一、压气机罩壳三维建模
压气机罩壳零件图如图2所示。该零件主体为回转体,法兰边有10个Φ6.6mm孔及3个M6螺纹孔。三维建模利用NX草图绘制回转截面,旋转后生成主体,利用孔及阵列功能做出Φ6.6mm孔及3个M6螺纹孔。建好后的三维模型如图3所示。
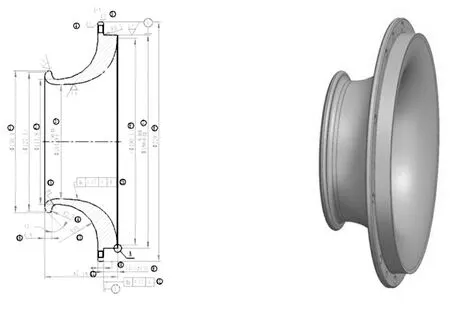
图2 压气机罩壳零件图 图3 压气机罩壳三维模型
二、加工工艺分析
根据压气机罩壳结构特点,该零件加工分为两次装夹加工。先粗精车大端内外型面,再夹持大端法兰台阶粗精车小端内外型面。大端选用外圆车刀及内孔车刀。小端为避免接刀保证外型面一次切削完成,选用圆头霸王刀,该刀具既可以纵向粗切又可以XZ两坐标联动精车外形。小端内型选用内孔车刀。法兰面孔系在其它机床上加工,不再详述。整体加工工序安排见表1。

表1 压气机罩壳车加工工序
三、CAM程序编制及加工
进入NX加工模块后,需要对加工几何、切削刀具、程序组等父节点等进行定义,为后续工序创建做好准备。
1.加工几何定义
加工几何的设置包括加工坐标系、工件、毛坯、车削几何体以及非切削运动控制点位信息设置等。自己创建的模型都会自带有层级关系的几何体,只需设置就好。另有需要也可以在相应的节点创建。
NX软件加工坐标系的设置应该与机床坐标系一致。因该零件加工分为两次装夹,进入NX数控车编程模块后,需要定义两个加工坐标系(MCS_MAIN_SPINDLE、MCS),MCS_MAIN_SPINDLE为系统自带,需要进行设置,MCS为新建坐标系,用于零件调头加工。第一次装夹的坐标系(MCS_MAIN_SPINDLE)定义在大端端面与中心线相交位置,用于加工小端。第二次装夹坐标系(MCS)定义在大端法兰面与中心线相交位置,用于加工大端。两坐标系ZM轴方向相反,X坐标与设计坐标系X向一致。
在WORKPIECE_MAIN中指定工件几何体为部件,毛坯采用包容圆柱体创建,调整为实际毛坯大小。
TURNING_WORKPIECE_MAIN用于定义车削工件的部件边界和毛坯编辑,两个选项均设置为自动获取方式。AVOIDANCE_MAIN用于定义起始点、逼近点、退刀点等非切削运动特殊点位信息,可根据机床实际情况确定,要求符合不能和机床、工件、夹具发生干涉。为保证IPW(过程几何体)的传递,各几何体层级关系可设置为图4所示。MCS下WORKPIECE可自动继承经过第一个加工坐标下工序完成后的几何信息。创建完成的加工几何体层级关系如图4所示。

图4 加工几何层级关系 图5 创建圆头外圆槽刀
2.刀具定义
NX可以通过模板创建或者从刀具库中调用刀具。点击创建刀具图标,在模板中类型选择“turning”,可创建车削类刀具,比如外圆刀、内孔刀、切断刀等;选择“hole_making”可创建孔加工类刀具,比如钻头、丝锥、螺纹铣刀等。根据工艺的安排,按照上述方法分别进行外圆车刀、内孔车刀以及霸王刀的定义。外圆车刀选择80°C型刀具左偏车刀OD_80_L,既可以加工外圆也可以加工端面。内孔车刀选择ID_80_L,霸王刀选用OD_GROOVE_L,修改其刀宽为4,半径为2,如图5所示。
3.工序创建
NX中创建工序的过程类似,本文以创建外圆车削工序进行说明。点击创建工序图标,如图6所示,工序子类型选择外径粗车,依次设置好刀具,几何体选项,弹出外径粗车工序对话框,如图7所示。
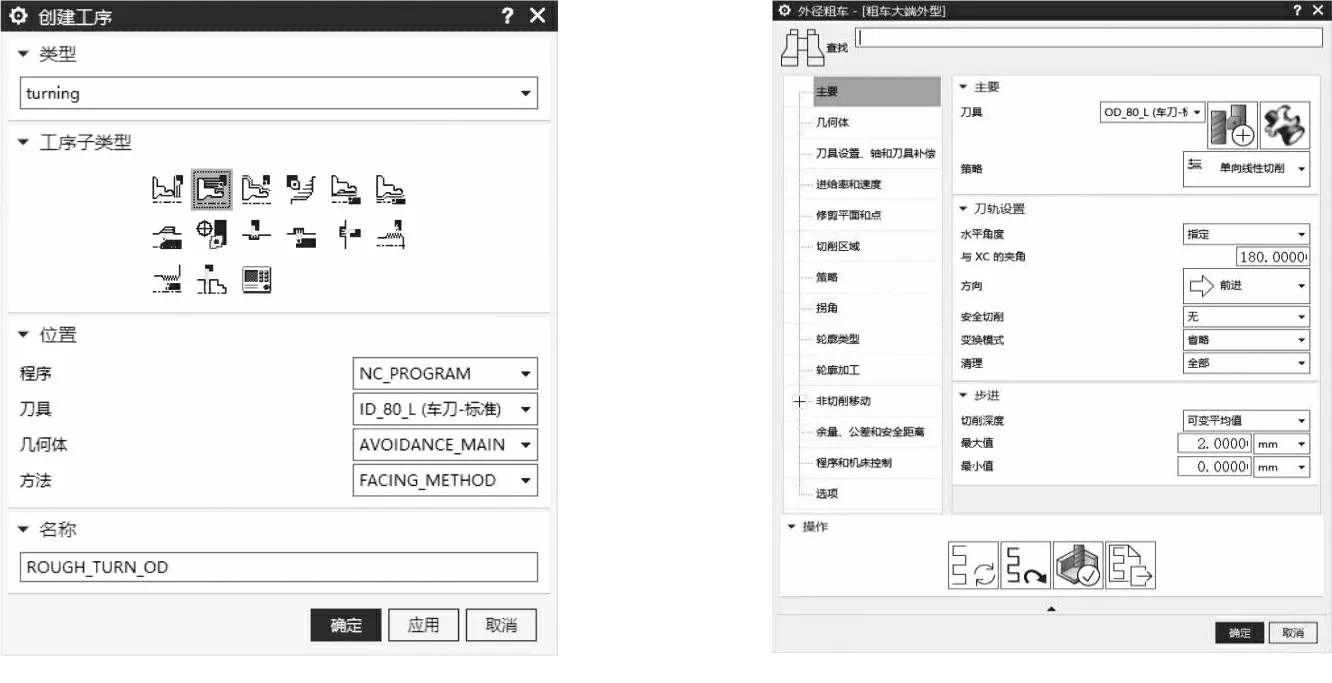
图6 创建车削工序 图7 工序创建对话框
依次对选择左侧选项对各选项参数进行设置。“主要”中设置“切削深度”,“进给率及速度”选项设置转速或者线速度、进给速度等参数。“策略”栏中勾选“附加轮廓加工”,选择“全部精加工”选项,。“余量、公差、安全距离”栏中检查余量设置,设置余量为零。这样粗加工完后会进行一次轮廓精加工,粗精加工一个工序完成。
“程序和机床控制”栏中“运动输出”选项选择“机床加工周期”,这样后处理时G代码输出位循环指令代码,程序更加简介,易于识别、检查。
点击“生成”图标,生成刀轨。检查刀轨是否符合预期,比如切削区域、非切削运动关键点位及运动方式(进刀点、接近点、返回点等)、切削方向等。如不符合预期在相应栏中进行设置调整。无误后可进行下一个工序的创建。压气机罩壳所有工序创建完成后的示例见图8。

工序1 工序2 工序3 工序4 工序5
4.刀轨仿真及后处理
工序创建完成后,选择需要仿真的工序,点击确认刀轨图标进行切削仿真,模式选择“3D动态”,如图9所示。点击“播放”进行切削过程模拟。刀轨无误后就可以通过后处理器把刀轨文件转成数控代码(G代码)。点击“后处理”图标对工序进行后处理,如图10所示。在后处理对话框中“后处理器”选用自开发的FANUC 0i Mate-TC2轴车床后处理器,点击确定就会生成数控代码文件。此后处理器输出代码格式符合机床格式,并且可输出G71、G72等循环指令。

图9 工序仿真 图10 后处理 图11 加工完成的零件实物
5.数控加工
该零件数控加工在大连CK6136机床进行,控制系统为FANUC 0i Mate-TC。通过网络连接输入代码到机床数控系统。按照顺序安装、调整好刀具。零件采用三爪卡盘装夹。调头车削时采用自镗软爪保证零件同轴度。零件每次装夹后,利用百分表进行找正,试切对刀。为保证內型面接刀准确,内孔车刀对刀保证误差在0.02毫米内。加工时注意观察,如出现震刀、缠屑等情况,实时调整转速及进给量,保证切削状态良好。图11为加工完成的零件。经检测,尺寸公差、形位公差、表面粗糙度满足零件设计要求,见图11。
四、总结
压气机罩壳为学院合作企业一个实际产品,通过对NX车削自动编程过程的研究及工艺设计,解决了压气机罩壳这类非圆曲线回转体类零件数控加工编程难题。经过程序的仿真及加工验证,结果显示,相关参数符合设计要求。此方法对其它类似的零件数控车削加工具有一定的借鉴意义。
