电机用槽楔自动送料机的设计和制作
2021-03-11姚飞
姚飞
(永济优耐特绝缘材料有限责任公司技术部,山西 永济 044502)
随着市场的发展,在劳动密集型企业操作人员的薪酬是很大的开支,造成企业的生产成本增加,这就会出现生产的产品在市场上没有竞争力,导致企业逐步退出市场。因此就迫切地需要发展自动化设备进行制造,本次设计和制作的非标设备——槽楔自动送料机,可以有效解决槽楔磨削过程中人工送料的缺点:人员数量多,劳动强度大、易发职业病、生产效率低下、质量不稳定等。它使用气动推板代替人工送料,使用六个可旋转的料仓进行储料,实现一次操作后长期不用操作设备,达到自动送料的目的,逐步替代人工操作,且自动送料机操作简单,现学现会,减少操作人员数量,降低人工成本,提高市场竞争力。
1 槽楔磨削的背景和现状
1.1 槽楔磨削的背景
传统的槽楔生产工艺不管是质量还是数量都是不能满足的,因为传统生产是靠操作人员一支一支送料,且不能间断送料才能满足需要,但是,实际生产中人员必须定时清理槽楔机,定期检测尺寸,磨削槽楔头部等,就会造成不能连续不断的送料,而间断送料就会导致质量问题频发,生产效率低下,因此,迫切需要设计制作自动化送料设备,替代人工送料,减少人工成本和提升生产效率。
1.2 槽楔传统磨削工艺的现状(见图1)
(1)槽楔在磨削过程中为了防止因粉末堆积而发生火灾,需每30min 清理一次粉末,若专人清理粉末则增加人工成本。若塞槽楔员工清理粉末就会出现槽楔送料中断,造成槽楔表面质量差,生产效率低。(2)操作人员在手工送料时长期保持一个姿势送料,就会出现一些职业病,如长期坐后腰椎出现问题,手心通红,手指磨破等。(3)手工送料时用力不匀,用力太大,槽楔通过砂轮过快,表面光洁度差;用力太小,通过太慢则生产效率低下;不用力时在砂轮下的槽楔表面易出现砂轮印,槽楔报废。
2 自动送料机方案设计
2.1 总体方案设计
(1)总体方案。由于槽楔的种类有很多(约500 余种),其长度、宽度及厚度各不相同,因此,自动送料机在设计时必须考虑兼容性。本次设计根据不同槽楔尺寸和形状,考虑实用性和可操作性,具体如下:①槽楔托盘采用多工位旋转型式,一次储料,长时使用,共设计6 个储料仓位,待一个仓位槽楔毛坯使用完后自动旋转至下一仓位;②使用气缸和推板将储料仓位最下层槽楔毛坯推进槽楔机,然后,推板退回,槽楔毛坯由于重力自动往下落;③在不同位置安装检测传感器,检测毛坯有无,推板前进、退回,工位旋转等;④设定程序,可以根据槽楔尺寸长短设置推进速度和时间,保证可应用于所有槽楔生产。
(2)方案布局图(见图2)

图1 传统槽楔送料方式
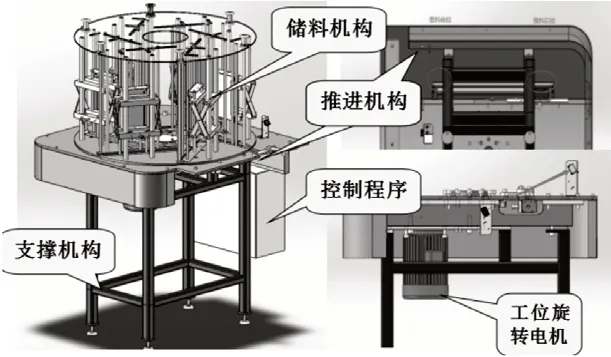
图2 自动送料机结构图
2.2 储料机构设计
(1)储料机构设计在圆盘上,分为6 个料仓,每个料仓均采用固定光轴做槽楔毛坯的侧边基准,光轴组成一个尺寸可调的槽形空间,使用旋转手柄调节槽形空间大小,满足槽楔毛坯宽度尺寸不一致的兼容问题,保证槽楔毛坯在料仓内滑动顺畅。
(2)每个料仓储料约为100 ~120 件毛坯,一次可储料600 ~720 件,由员工将毛坯填入料仓内,然后,毛坯通过重力和导板找正,进入推料槽内,等待推入槽楔机。
(3)增加空料检测对射光电传感器,保证设备稳定运行,及时发出需往料仓填料的提示。
2.3 推进机构设计
使用无杆气缸推动槽楔毛坯,检测到料仓内有毛坯时,推动推板前进,推进至槽楔机胶轮位置后推板和胶轮共同运动拖动毛坯进入槽楔机,这时,推板后退至原始位置,开始下一毛坯的推进。
2.4 旋转机构设计
旋转机构是为了保证6 个料仓可以旋转,且旋转后保证料仓和槽楔机导轨对正,本次设计中使用分度轮和凸轮相配合,达到六等分要求,另外,电机驱动带动凸轮旋转,旋转到位后用销轴锁定,保证毛坯通过推进机构被顺利推进槽楔机。
2.5 自动化程序及工艺流程设计
自动化程序设计为手动调节和自动调节,自动调节就是编制程序后自动循环,不用人员进行操作。另外,送料速度和时间可根据槽楔不同长度尺寸随意调节,保证适用于任何槽楔的生产。
自动化工艺流程设计:(1)操作人员手工为多工位托盘式料仓装槽楔毛坯物料;(2)储料仓旋转到位和槽楔机进料口对齐,并锁死;(3)气缸推进,槽楔毛坯被推进到槽楔机胶轮下方;(4)槽楔机胶轮和气缸共同拖动槽楔毛坯前进;(5)传感器检测到气缸送料到规定位置后,气缸返回原位;(6)进行下一个送料循环;(7)若传感器检测到此料仓没有槽楔毛坯,料盘自动旋转到下一个料仓并锁定,然后开始送料;(8)若传感器检测到下一料仓没有槽楔毛坯,则三色灯指示报警,提示操作人员装料。
3 效果评价
根据以上设计方案,制作出槽楔自动送料机,满足了设计方案中提到的要求,达到了自动送料的需求,实现了自动化,节约了人工成本。通过长期使用并和传统工艺进行对比,结果如下:
3.1 成本节约方面
改进前槽楔生产操作人员共计12 人,人员需要不停地手工塞槽楔。安装了槽楔自动送料机后,槽楔班员工减少至8 人,抽调4 名员工至其他需要人员的班组生产,减少人员需求,每年槽楔生产节约人工成本20 万元以上。
3.2 质量提升方面
改进前:人工操作时会因未进行连续送料造成加工脱节,槽楔上表面、侧面会有砂轮印现象,影响外观质量,使槽楔报废率偏高,原材料浪费大,成本增加。
改进后:自动送料频率一致不会出现槽楔在加工中脱节现象,大幅度减少了槽楔上表面、侧面砂轮印等现象,减少原材料浪费,经过计算,预计每年可节约原材料费用5.3 万元。
3.3 生产效率方面
改进前:人工手动进行送料,磨制槽楔时人员不能离开设备,劳动强度极大。12 名员工每天16h 倒班最多只能生产4 台槽楔。
改进后:自动送料机投入使用后,以生产相同型号的槽楔对比,根据现场实际测验,人工将料仓放满时间为20min,可实现2h 无人操作,不间断生产,8 名员工每天16h倒班最少可生产6 台。根据以上对比,在人员减少4 人情况下,生产效率提高46%,满足用户的使用需求。
3.4 人员劳动强度方面
槽楔自动送料机投入使用后,操作人员的劳动强度大大降低,操作人员只需每隔2h 将槽楔毛坯装入料仓即可,不用长时间坐在槽楔机边送料,手心和手指也不会出现红肿等现象,且此操作员工在给料仓装完料后可以去帮扶本班组其他人员,降低整个班组所有人的劳动强度。
4 结语
近年来,我国在工业发展的同时机械自动化也发展迅速。制造性企业在保证质量的前提条件下,想发展唯一的办法就是降低生产成本,提高生产效率。因此,必须逐步实现自动化,减少人员数量,节约人工成本。从槽楔自动送料机的实施效果来看本次设计实现了既定目标,既能节约人工成本,降低人员劳动强度,又能提升槽楔生产效率和生产的质量,为公司发展创造了效益,提高了利润,今后在其他生产环节也需逐步推广自动化。
