USTER 专家系统在纺纱生产中的应用实践
2021-03-11袁恒民杨康康赵凯丽
袁恒民 杨康康 赵凯丽 徐 旻
(1.无锡经纬纺织科技试验有限公司,江苏无锡,214000;2.中国纺织工程学会,北京,100025)
不断提高纺织产业装备的数字化和智能化能力,是实现纺织行业智能制造的重要环节。在国产SMARO-E 型自动络筒机上配置USTER Quantum3 型清纱装置,并采用USTER Quantum Experts3 型专家系统,通过采集在线生产数据自动生成清纱曲线图,分析生产质量数据,提醒生产异常,可实现数据的采集与工艺设定的集成优化,对纱线质量进行实时在线监控,实现全面质量管理,提升纺纱工厂生产管理和生产效率水平[1-3]。
1 统计报表定制
专家系统的报表系统可以实现用户私人定制化,按照用户需求,选择需要的数据类型,整合个性化所需要的表格,大大提高数据的利用率和工作效率。在进行报表编辑中,索引一栏可以自由设计所需的表头信息;数据一栏可以根据需要,选择生产数据、切割数据、警告数据、特数切割数据中的一项或者几项数据并自由组合显示;过滤器则是根据需要选择性显示数据,可以从多个品种中选择性地显示几个品种,也可以选择显示个别机台的数据。
2 异常单锭显示分析
USTER 专家系统可以分品种、分机台、分班组统计和实时采集电子清纱器的数据,包括NSLT、FD、YF、YB、YJ、C、CC 等所有的切割类型数据,并将异常数据标红显示,方便管理人员查看与分析。例如在锭位切割异常显示图上显示FD 切割次数过高,一般会认定为电子清纱器检测头故障,需要更换,以有效精准地指导生产维护和修理。
专家系统还可以筛选出效率较低的单锭,按照班次分机台进行统计显示,以方便检查考核。通过相关因素自定义表格,对效率过低的原因进行分析,如在USTER 专家系统锭位生产图中,进行了以下生产管理分析。
YJ 切割。专家系统锭位生产图显示JW01 序号自动络筒机第50 锭,两个班次YJ 过高。分析原因:一是空气捻接器故障,导致接头不良;二是自动络筒机部分锭接头成功后存在辫子纱,造成YJ 切割。
锁定时间。锭位生产图显示JW01 序号自动络筒机第50 锭有一个班次锁定时间0.7 h。当纱线指标超限后,系统会将单锭锁定,此时需要操作工剔除锁定的管纱,并复位电子清纱器。从锁定0.7 h 这项数据分析,可以判定操作工巡回不及时或者巡回不认真,从而发现管理中的问题。
捻接时间。锭位生产图中显示JW01 序号自动络筒机第06 锭、第59 锭、第60 锭都存在捻接时间过长的问题,而相应的YJ 切割并不高;由此可以分析判断,捻接时间长并非是结头不良,而是缺管纱导致接头动作不能完成,进一步分析捻接时间长的单锭位于设备头尾两端,因此分析判断应为自动络筒机托盘行走通道不顺畅或者管纱处理机构拥堵,造成供应不足。
3 纱疵分级
十万米纱疵数量是纱线的重要指标之一,直接影响后道布面效果。通过USTER 专家系统的采集与统计功能,能够查看纱线的纱疵分布情况,具有离线十万米纱疵仪的主要功能和作用。USTER 专家系统可以做到实时采集,采集的纱疵数据量大,能在线反映纱线的实际质量情况。可以完成同机台、同品种长时间的对比,也可以实现机台与机台之间数据的对比。
尤其针对细络联设备,利用细纱机与自动络筒机一一对应的特性,可以根据纱疵数量的变化情况分析细纱设备的运行状态,跟踪细纱专件器材的使用情况,更合理地确定胶辊胶圈、钢领钢丝圈等细纱专件器材的运行状态及管理情况。如通过数据项目栏,选取显示JC/T 60/40 14.6 tex 混纺集聚纱的A0、A1、A2、B1 等小纱疵,观察各纱疵在选定时间段的变化情况,以此为基础进行进一步分析。
4 工艺优化效果跟踪
生产过程中的工艺优化、成纱质量改善并非只有通过条干等指标才能直观地反映出来,尤其小样跟踪试验的结果不同于全面生产的质量。利用USTER 电子清纱器,通过专家系统可以更方便地跟踪工艺优化效果。以JC/T 60/40 14.6 tex混纺集聚纱在并条工序进行的工艺优化进行介绍。
4.1 原棉指标与工艺流程
HVI 和AFIS 仪器检测的原棉指标:主体长度28.57 mm,马克隆值4.32,AFIS 短绒率5.9%,AFIS 棉 结286.6 粒/g,强 度2.86 cN/dtex,含 杂率1.45%。工艺流程如下。
棉:JWF1012 型往复抓棉机→TF27 型桥式磁铁→JWF0001 型多功能分离器→FA103B 型双轴流开棉机→JWF1026-160(10)型多仓混棉机+JWF1124C-160 型开棉机→JWF0016C 型异纤分检机→JWF1054 型除微尘机→119A 型火星探除器→TF2201 型三通配棉器→JWF1204B-120 型梳棉机+TF2513 型圈条器→JWF1310 型并条机→JWF1383 型条并卷联合机→JWF1278 型精梳机
涤:JWF1009-230 型往复抓棉机→FT225A型强力磁铁→FT245F 型输棉风机→AMP3000v5-p 型金属火星重物三合一探除器→AFT222F+JWF1031-160 型六仓混棉机→FA055-160 型凝棉器→JWF1115-160 型清棉机→FT240F 型输棉风机→119AⅡ-P 型金火探除器→FT221B 型双陆分配器→JWF1173 型棉箱+FT028 型自调匀整器+JWF1211 型梳棉机+FT209A 型圈条器→JWF1310 型并条机
棉精梳条+涤预并条:JWF1312B 型并条机(三道)→JWF1418A 型自动落纱粗纱机→JWF9562A 型粗细联输送系统→JWF1562E 型细纱机→JWG1005 SMARO-E 型自动络筒机
4.2 质量分析
通过USTER 专家系统远程查看电子清纱器切割数据,并条工序工艺优化前的切割数据及Q数据如图1 和图2 所示。
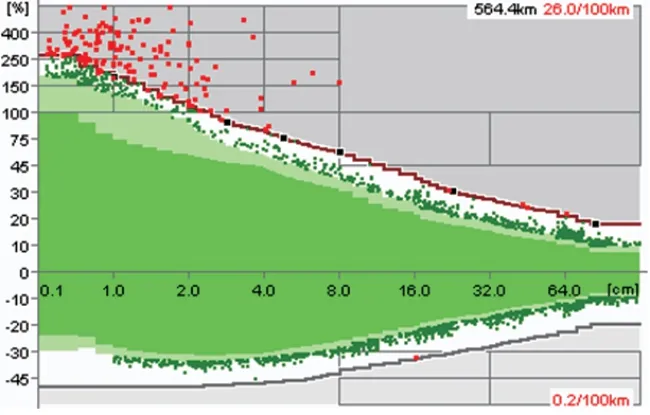
图1 并条工序工艺优化前纱体图

图2 并条工序工艺优化前Q 数据图
图1 显示了并条工序工艺优化前的纱体图,十万米疵点切割数为26 次。图2 为Q 数据,十万米疵点数A1+A2+B1+B2+C1+C2+D1 为197.8 个,经清纱后以上疵点保留数为186.1 个。十万米有害纱疵A3+A4+B3+B4+C3+C4+D2+D3+D4 为14.4 个,对照GB/T 5324—2009《精梳涤棉混纺本色纱线》(以下简称GB/T 5324—2009)优等纱指标十万米疵点10 个还存在一定差距。分析后我们认为并条工序工艺特别是出条速度对纱疵的影响较大,需进一步优化并条工艺。
4.3 工艺优化
并条工序中,作为最末道的混三并并条定量由23 g/5 m 增加到29 g/5 m,出条速度由400 m/min 降到320 m/min,在并条产能和供应量基本保持不变的条件下,通过降低末道混三并并条出条速度,增加并条定量,优化纺纱并、粗、细工序牵伸能力分配,以观察工艺优化效果,特别是条干、纱疵等质量及生产效率的实际效果。
4.4 质量跟踪效果
并条工序工艺优化后的切割数据及Q 数据如图3 和图4 所示。

图3 并条工序工艺优化后纱体图

图4 并条工序工艺优化后Q 数据图
图3 显示十万米疵点切割数为24 次。图4 显示十万米疵点数A1+A2+B1+B2+C1 为188.2个,经清纱后以上十万米疵点保留数为176.5 个。十万米有害纱疵A3+A4+B3+B4+C3+C4+D2+D3+D4 为10.3 个,基本达到GB/T 5324—2009 优等纱指标十万米疵点10 个指标。
管纱各项质量指标也达到较好水平:条干CV值11.73%,条干CVb 2.0%,毛羽H值2.77,-40% 细 节39.8 个/km,+35% 粗 节121.5 个/km,+140%棉结62.3个/km,-50%细节0 个/km,+50%粗节5.3 个/km,+200%棉结10.8个/km。
并条工序主要工艺参数经过工艺优化后,小疵点总量减少4.85%,在清纱曲线不做调整的前提下,十万米切疵数减少2 次,减少了筒纱结头数量,提高了生产效率。经清纱后保留的小疵点数量减少5.16%,十万米九级有害纱疵减少28.47%,并达到GB/T 5324—2009 优等纱指标,有效提高了筒纱质量,有利于改善布面效果。
并条工序中,并条定量和出条速度是影响产量、质量的两大重要工艺参数。从本案例工艺优化实践分析,在确保并条产能和供应量基本保持不变的前提下,在JC/T 60/40 14.6 tex 混纺集聚纱品种上,出条速度较并条定量对最终成纱质量的影响更大。通过适当降低出条速度,适量增加并条定量,在维系并条产能和供应量基本保持不变的情况下,收到了良好的技术经济效果。
5 生产系统原料变化的质量趋势分析
通过USTER 专家系统,能有效评判及分析纺纱生产中原料变化与成纱质量的变化趋势,以有效把握产品质量趋势,同时也能进一步优化原料选配及指导原料采购。表1 为JC/T 60/40 14.6 tex 混纺集聚纱品种原棉主要质量指标的月平均汇总表,其中棉结和短绒率均为AFIS 检测,其余为HVI 检测。图5~图7 分别为相应时间段通过USTER 专家系统显示出的成纱主要质量指标的变化情况。

图6 成纱IP 变化趋势图

图7 成纱NSL 变化趋势图
从USTER 专家系统成纱条干CV、IP、NSL质量指标的变化趋势图分析,在2019 年1 月~6月生产阶段中,1 月份、2 月份及6 月份成纱条干CV、IP、NSL 质量指标的波动变化相对较大,成纱条干CV、IP、NSL 各质量指标的绝对数值也偏高,体现出产品质量差异性与波动性较大。从生产体系追溯及分析原料配棉质量指标,可以看出1 月份、2 月份原料配棉中原棉平均短绒率偏高,2月份原棉平均马克隆值偏高,6 月份原棉平均AFIS 棉结偏高,因而对生产体系产生影响。图5~图7 中显示,成纱条干CV数值上升,IP、NSL 纱疵总数增多,体现为质量指标的绝对数值和波动变化有所增加。
通过USTER 专家系统与原料相关主要质量比较,进行长期质量趋势分析,可找出批次之间的质量差异与波动。对于生产过程中的配棉变化、工艺变化等结果可以很直观地在报告中显示,利于总结、优化生产工艺。对用户反馈的批次品种有异议时,还可以进行有效质量追溯。同时,成纱条干CV、IP、NSL 质量指标的变化趋势图可为原料配棉、选配和原料采购提供参考。
6 结语
在国产自动络筒机上采用USTER Quantum Experts3 型专家系统是一项重要的智能化管理手段,实现了络筒生产的实时监控、大数据采集与分析、质量的追踪与指导、推送生产异常信息并指导质量控制,能够完成繁杂的数据统计与分析工作,有效提高纺纱企业的生产管理及生产效率,稳定和提高产品质量,利于进一步提升智能纺纱工厂数字化和智能化能力。