造纸法烟草薄片磨浆专用磨片的研究与应用
2021-03-09董继先张利涛段传武杨瑞帆
祁 凯 董继先,* 刘 欢,* 闫 瑛 张利涛 段传武 杨瑞帆
(1.陕西科技大学机电工程学院,陕西西安,710021;2.中国轻工业装备制造智能化重点实验室,陕西西安,710021;3.河南卷烟工业烟草薄片有限公司,河南许昌,461000)
烟草薄片(又称再造烟叶)生产工艺的发展经历了辊压法、稠浆法及造纸法等3 个阶段[1]。造纸法烟草薄片是利用烟梗、烟末等为原料制成基片再经涂布得到的再生产品,其与辊压法及稠浆法所得产品相比具有密度小、成丝率高、焦油释放量低及产品可塑性高等特点,并可根据实际需求对烟草薄片的物理性能和化学成分进行调整和改善,能够有效降低卷烟成本,减少有害物质含量,提高卷烟抽吸口感和品质[2-3]。
磨浆作为造纸法烟草薄片生产过程中的一道关键工序,利用盘磨机磨片的机械剪切、摩擦及揉搓等作用处理浆料纤维,使浆料性能达到抄造生产条件和满足产品质量的要求[4]。烟草薄片磨浆过程中原料的复杂性使得磨浆过程变得相对复杂,对磨片的磨浆特性要求较高。目前的造纸法烟草薄片磨片主要借鉴造纸用磨浆磨片,并没有直接针对烟草浆料的专用磨片,这阻碍了浆料品质的可控性提升及烟叶品质的改善。本研究通过对造纸法烟草薄片原料进行分析,结合烟草浆料磨浆工艺介绍了3 种烟草薄片磨浆专用磨片,通过对已有烟草浆料磨浆磨片的初步分析,提出了烟草薄片专用磨片设计的一般要求,对烟草薄片磨浆专用磨片设计与选型具有一定的指导意义。
1 烟草薄片原料特征
1.1 烟梗
烟梗是烟叶的粗硬叶脉,占叶种的25%~30%,已经成为烟草薄片原料的主要组成部分[5]。烟梗浆纤维具有典型的草类原料特征,纤维短、宽度大,呈非纤维状,细小纤维组分含量较多,胞腔比大,易于细纤维化,图1 为烟梗浆显微镜图片。从图1 可以看出,烟梗浆多以纤维束的状态存在,表面圆润光滑且成带状,薄壁细胞与导管细胞比较完整,浆料中杂碎细胞较少。因此,在对烟梗的磨浆过程中先对其解纤后再进行下一步处理,单一的磨浆过程难以最优改善烟梗性能,需要进行解纤磨浆及性能改善两大磨浆过程。

图1 烟梗浆显微镜图片(×40)[6]Fig.1 Microscope picture of tobacco stem pulp
1.2 烟末
烟末比烟梗含有的纤维更少,烟末浆纤维粗短,细胞壁薄,胞腔径大,经过轻微打浆后纤维表面形成碎片,其显微结构如图2 所示。从图2 可以看出,烟末浆中几乎没有纤维,主要由碎末、表皮细胞等组成,细小纤维组分含量高,易于填充在纤维网络间隙,不利于提高烟草薄片的松厚度。考虑到烟末本身的结构及物理性能,烟末仅需要低强度磨浆以实现其均匀化并与烟末较好混合,并不需要过多的切断。

图2 烟末浆显微镜图片(×40)[6]Fig.2 Microscope picture of tobacco dust pulp
1.3 梗末混合浆料
烟梗和烟末混合浆在烟草薄片过程中可分为两类:未解纤烟梗与烟末混合浆料、解纤烟梗与烟末混合浆料。两类混合浆料的性能具有明显的区别,前者在磨浆过程需要兼顾烟梗解纤及性能改善,而后者主要是对烟梗纤维的性能进行改善以保证其抄造及产品质量。因此,对于前者的磨浆过程较为复杂,而后者处理相对简单。
2 烟草薄片磨浆工艺研究现状
磨浆是对浆料性能改善的关键步骤,浆料质量是能否有效利用原料纤维和提高抄造产品质量的基础和前提。目前,国内烟草薄片的磨浆过程主要采用梗末分开磨浆和梗末混合磨浆两种磨浆工艺。
2.1 梗末混合磨浆
梗末混合磨浆是将未解纤的烟梗与烟末按照一定比例混合后共同进行磨浆。由于未解纤的烟梗及烟末具有截然不同的组分及性质,既要进行烟梗的解纤,也要进行烟梗及烟末纤维性能的提升。磨浆过程相对较为复杂,通常考虑以高浓及低浓组合形式或完全高浓进行磨浆。目前,梗末混合磨浆主要有3类:多级高浓磨浆、多级高浓及低浓混合磨浆、多级低浓磨浆。
肖选虎等人[7]对不同浓度的梗末混合浆进行四级高浓磨浆处理,使用高浓磨浆进行烟梗解纤的同时改善梗末混合浆料的性能,磨浆工艺如图3(a)所示,随着浆料浓度的降低,浆料的打浆度上升,纤维湿重下降。郝明显等人[8]和许江虹等人[9]在改进磨浆工艺前对梗末混合浆依次进行三级高浓磨浆和循环低浓磨浆,磨浆工艺如图3(b)所示。研究表明,该磨浆工艺所得浆料分丝帚化效果差,内部细纤维化不足,切断和造碎较多,浆料质量稳定性控制较差。宋成剑等人[10]将梗末混合浆分别进行高浓及低浓混合磨浆、多级低浓磨浆,其磨浆工艺如图3(c)及图3(d)所示,对比发现,前者和后者在浆料湿重上差别较明显,多级低浓磨浆后纤维自身长度保留较好,由于纤维之间作用减少,与高浓及低浓混合磨浆相比,扭曲度、切断率和柔软度等指标均明显下降。
梗末混合磨浆工艺虽然流程相对简单,设备少,在一定程度上降低了磨浆能耗,但其难以较好解决烟梗及烟末特性差异较大的问题,会导致磨浆质量不均匀,在考虑烟梗解纤、性能改善的同时会导致烟末过度磨浆,松厚度降低,进而影响产品的质量。廖夏林等人[11]研究表明,烟梗浆和烟末浆不适合混合打浆,烟梗浆适合采取中度打浆,烟末浆由于细小纤维含量较高,只适用于低度打浆。因此,在烟草薄片磨浆过程中,应充分考虑到烟梗、烟末的结构特殊性,分别制定不同的磨浆工艺从而达到产品的质量需求。
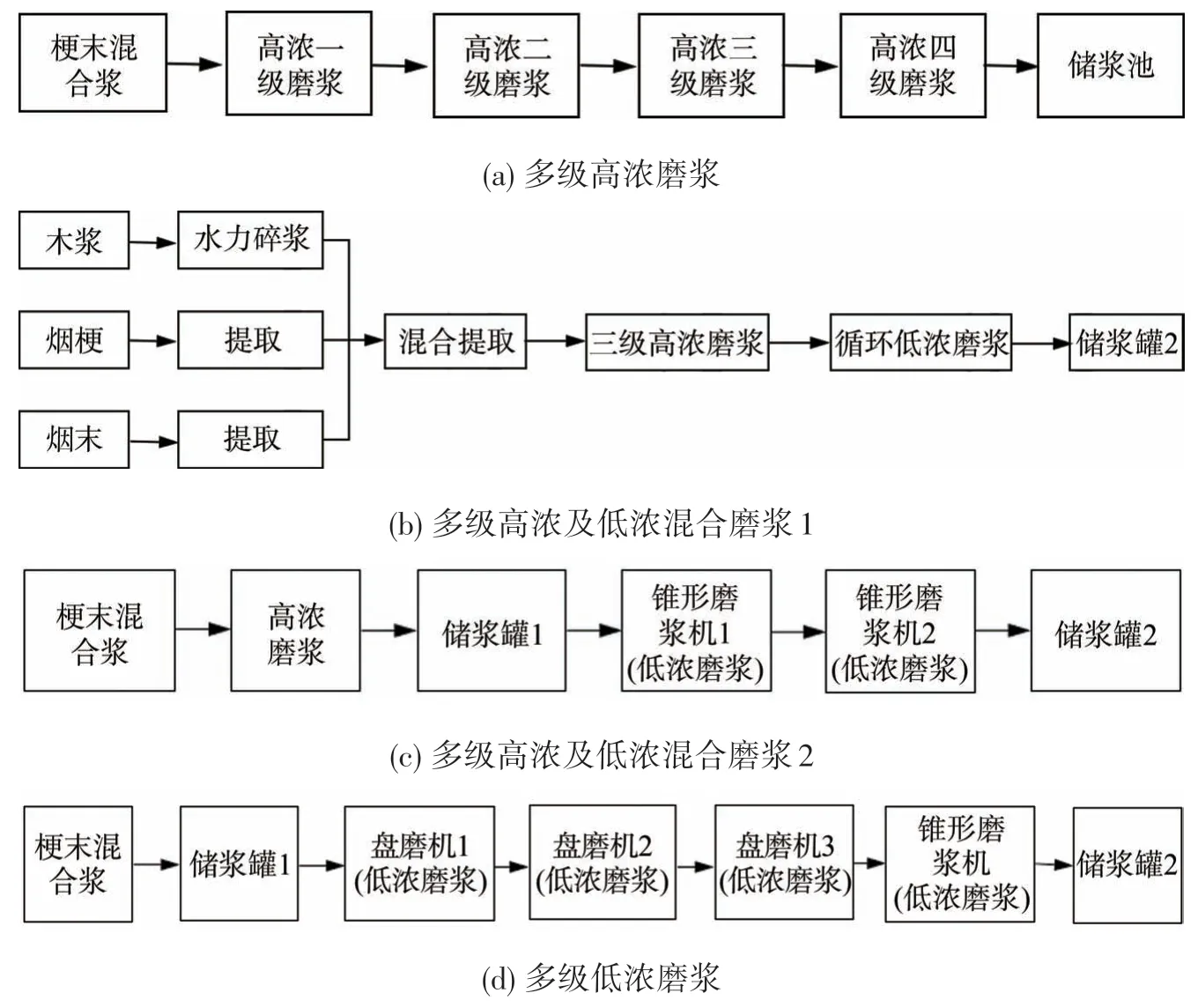
图3 梗末混合磨浆工艺Fig.3 Mixed pulp refining process of tobacco stem and dust
2.2 梗末分开磨浆
根据烟梗、烟末具有的不同物理特性,为了保证烟草基片的质量,梗末分开磨浆时需要针对烟梗及烟末纤维的特性及所需达到的指标要求制定不同的磨浆工艺。
目前,梗末分开磨浆主要采用对烟梗、烟末分别进行多级高浓磨浆后,再进行多级低浓混合磨浆的磨浆工艺。郝明显等人[8]提出要充分考虑烟梗、烟末不同原料磨浆适应性,磨浆工艺应由原来的梗末混合磨浆(图3(b))改为梗末分开磨浆,如图4(a)所示,技术改造后的磨浆工艺使烟梗和烟末分别进行四级高浓磨浆后混合再进行循环低浓磨浆。研究表明,采用此磨浆工艺后所磨浆料纤维平均长度较长,切断较小,细小纤维流失少,产品得率提高且抗张强度指标显著增加。许江虹等人[9]和吴锐等人[12]对图3(b)的磨浆工艺进行改进提出一种柔性制浆技术,其流程与图4(a)类似,但对烟末进行三级高浓磨浆,梗末分别处理后混合进行三级低浓磨浆。与原有工艺相比,此工艺实现了对原料的精细化加工和加工过程的可调可控,磨后浆料纤维更均匀,浆料品质得到提升。殷艳飞等人[13]在研究烟草薄片抗张指数和耐破指数时,也采用了梗末分开磨浆的工艺流程。朱小林等人[14]提出了一种烟草薄片的浆料制备方法,其对烟梗高浓解纤后与烟末混合,并对混合后浆料进行二级低浓磨浆,如图4(b)所示。万洪安[15]利用烟梗采用机械法制浆生产烟草薄片基片时,采用与图4(b)类似的磨浆工艺,但未表明磨浆的段数。
除以上全流程磨浆工艺外,部分学者对烟梗、烟末的单独磨浆工艺进行了研究。关于烟梗的处理,周红光等人[16]采用二次高浓磨浆的工艺流程对烟梗进行连续处理,该工艺流程具有工艺线路短,能耗低等优点。朱红琴等人[17]对烟梗浆进行低浓打浆,发现其打浆度的提高主要是由于长纤维束被切断,而不是纤维的分丝帚化,因此烟梗浆更适合在高浓下进行解纤,在解纤过程中要使烟梗浆中的纤维充分分丝帚化,同时避免过度切断。而关于烟末的处理,并无学者直接对其磨浆工艺进行研究,但烟末浆中纤维含量较少,碎片含量较多,磨浆过程中容易产生较多的细小组分影响抄造过程,降低抄造成基片的松厚度[18]。罗冲等人[19]在烟梗浆中添加60~80 目的烟末抄造烟草薄片基片,发现其松厚度和柔软性均得到了改善,其疏松的结构有利于烟丝充分燃烧,达到降低有害物质的目的。戴路等人[20]对烟末进行单独磨浆,发现打浆度随着磨浆转速的提高而提高,且基片抗张强度呈升高趋势,厚度、松厚度及透气度等均下降。廖夏林等人[11]对烟末进行磨浆,提出由于烟末浆细小组分较多,适宜低度打浆。
综上分析,与梗末混合磨浆相比,梗末分开磨浆具有浆料质量均匀、磨浆质量可控等优点,但其设备较多,投入较大,且能耗相对较大,需要合理控制并进行能效分析,方能达到效益最大化。
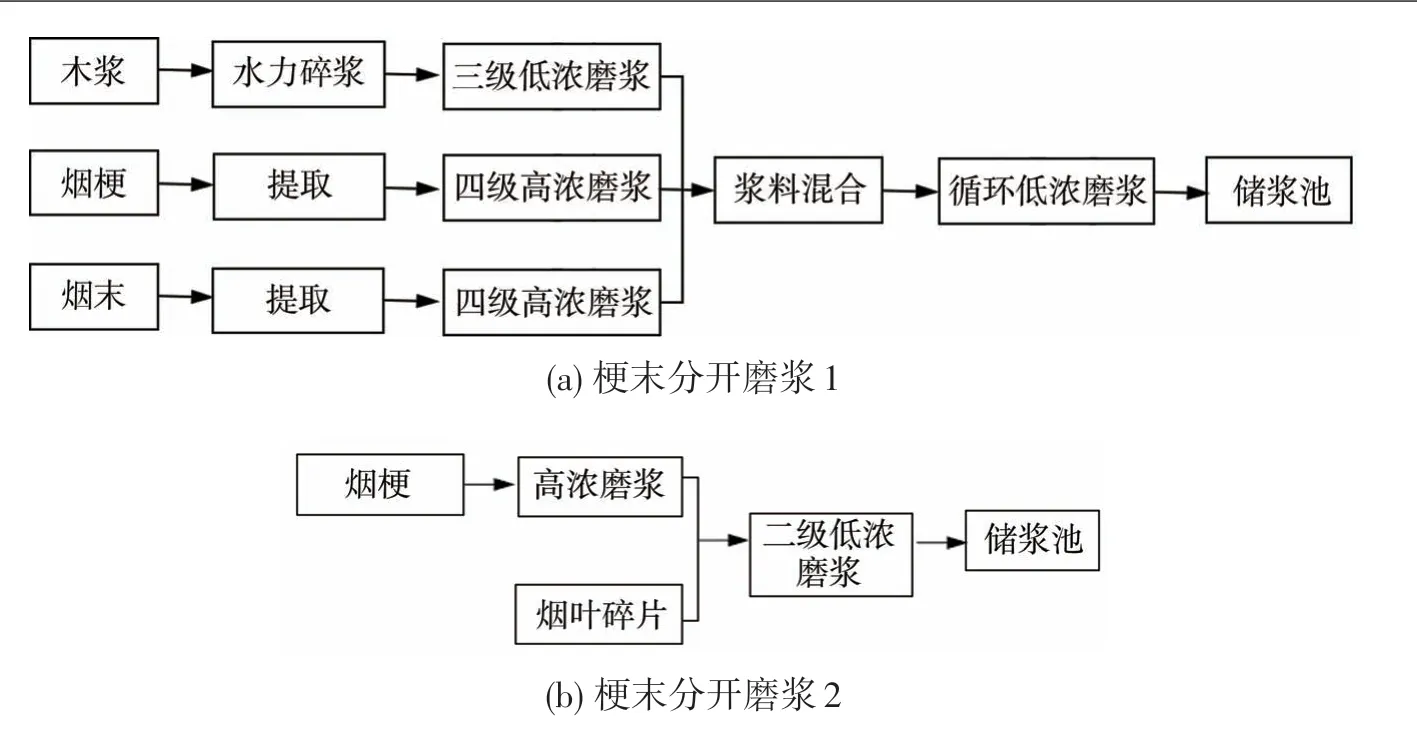
图4 梗末分开磨浆工艺Fig.4 Separated pulp refining process of tobacco stem and dust
3 烟草薄片磨浆专用磨片
磨片作为盘磨机的核心作用部件,其结构参数直接影响磨后浆料的质量及磨浆效率。目前,关于烟草薄片磨浆专用磨片的研究较少,且烟草薄片磨浆表征基本沿袭造纸工业的相关指标,对于烟梗及烟末的磨浆机理研究较少。综合研究烟草薄片磨浆工艺及现有烟草薄片磨浆用磨片,烟草薄片磨浆专用磨片可大致分为烟梗磨浆高浓磨片、梗末混合初级磨浆高浓磨片、梗末混合次级磨浆低浓磨片、烟末磨浆高浓磨片等4类。
3.1 烟梗磨浆高浓磨片
烟梗磨浆高浓磨片可适用于烟梗单独解纤磨浆的高浓磨浆过程,以及梗末分开磨浆的烟梗磨浆部分的高浓磨浆过程。烟梗的解纤及性能改善是烟草薄片磨浆的重要步骤,因此,烟梗磨浆高浓磨片需要起到完全解纤及性能初步改善的作用。
在所有烟草薄片磨浆专用磨片的研究中,对于烟梗磨浆高浓磨片的研究较多。高大磊[21]对比了传统直齿解纤磨片类似热分散磨盘结构的新型解纤专用磨片(图5)的磨浆特性,在25%的浓度下进行高浓磨浆实验,发现在相同的磨片间隙下,新型磨片能够有效降低纤维长度、提升浆料的打浆度,具有明显的解纤及纤维性能改善作用。赵亚奇等人[4]针对原有扇形分区直通齿磨片存在的烟梗解纤质量不均匀的问题,设计了一种扇形分区尖齿撕裂型磨片,通过实验研究发现,专用磨片的开发及设计使得烟梗纤维得到较好的粗解纤,磨浆效果优于原有磨片。

图5 新型解纤专用磨片结构Fig.5 New fiber separation refining plate structure

图6 高浓磨浆专用磨片Fig.6 High consistency specialized refining plate
相同条件下,磨片的磨浆特性是由其齿型结构参数决定的。通过以上分析,两个新型磨片均是对直通齿磨片进行的改进。高大磊[21]研究的新型解纤磨片采用径向凹凸齿型,利用浆料在磨区“跳动”的运动轨迹,对浆料进行揉搓分丝,磨浆效率及质量较高;在原有径向沟槽的基础上增加了环向沟槽,加强了浆料与磨齿的相互作用,同时增加环向磨齿的解纤作用,丰富了磨齿与浆料之间作用的形式。破碎区、预解纤区和解纤区的布置,使得烟梗纤维逐步完成解纤及纤维性能改善作用。而赵亚奇等人[4]通过尖磨齿、挡浆环及互锁状磨齿的设计,改善了浆料在磨区的运动轨迹,增加了磨齿与纤维、纤维间的相互作用,提升了磨浆的均匀性及分丝帚化作用。因此,在设计烟梗制浆高浓磨片时,应提升磨齿与纤维及纤维间的作用频率,改善纤维的分丝帚化作用。

图7 梗末混合次级磨浆低浓磨片Fig.7 Secondary low consistency refining plate for the mixed pulp refining process
3.2 梗末混合初级磨浆高浓磨片
梗末混合初级磨浆高浓磨片是梗末混合磨浆工艺中用于烟梗解纤及梗末混合浆料性能改善的专用磨片。其结构的设计应满足对烟梗的充分解纤及避免对碎烟叶的过度磨解,避免烟草薄片孔隙率较小、松厚度太小。李伟等人[22]为了解决纤维均匀性差及造碎率高的问题,设计了一种高浓磨浆专用磨片,如图6所示。整个磨区磨齿为直齿型,浆料进入破碎区后在第一破碎刀以及第二破碎刀的作用下将烟梗离解为单根纤维,在精磨区磨齿的作用下将纤维进一步离解和细纤维化,减少了对纤维的切断并且提高了其分丝帚化效果。
3.3 梗末混合次级磨浆低浓磨片
梗末混合次级磨浆低浓磨片是用于梗末混合磨浆工艺中低浓次级处理过程,以及梗末分开磨浆工艺中单独处理后再混合处理的低浓磨浆专用磨片。其主要作用是用于处理后烟梗及烟末的混合、梗末混合浆料性能的再次改善。
蒋小军[23]在研究中发现,传统造纸行业中应用的磨片无法适应特殊烟草物料,存在切断强、细小纤维组分多等问题,严重影响烟草基片的物理性能和抄造稳定性,其将传统直齿型磨片(图7(a)),优化为新型弧形齿粗粒多元合金磨片(图7(b)),新型弧形齿粗粒多元合金磨片在原磨片基础上增加了齿宽,减少了磨齿数量,通过增大齿高提升了浆料的有效流通面积,弧形齿的设计有助于增加刀缘长度和齿表面积,以减弱纤维的横向切断而保留纤维长度。研究发现,相同磨浆条件下,新型磨片的制浆稳定性、纤维平均长度及基片松厚度分别提高42%、12%、7.3%,磨浆能耗降低20%;李伟等人[24]设计了一种烟草薄片低浓磨浆专用磨片,如图7(c)所示,其齿宽与槽宽相等。朱小林等人[25]设计了一种梗末混合次级磨浆低浓磨片,如图7(d)及图(e)所示。图7(d)为梗末混合次级磨浆一段低浓磨浆磨片,其疏解区采用互锁状磨齿设计,使浆料质量更加均匀且提升了细纤维化效果,粗磨区及精磨区沟槽宽度沿径向逐渐变大,则槽内压力由内向外逐渐变小;图7(e)是为了解决过度磨浆问题而设计的二段低浓磨浆磨片,磨齿分布密度沿径向逐渐增大,齿宽逐渐减小,起到了对浆料的选择作用,可有效避免短纤维的过度磨浆作用,且预打浆区和打浆区均采用弧形齿,齿表面比较大,减小对纤维的横向切断作用而保留细纤长度,二段磨盘的设计能够降低5oSR以上的打浆度,并可降低磨浆能耗。
在梗末混合次级磨浆低浓磨片的设计中,多位学者引入弧形齿,关于其与直齿磨片磨浆质量差异性的根源还需要通过对直齿及弧形齿进行定量理论研究,进一步探讨增大齿宽及直齿弧形化的主导作用。梗末混合次级磨浆低浓磨片应尽可能增加齿宽从而减小切断作用,增加浆料在磨区的停留时间,粗磨区和精磨区设计不同的齿型结构,粗磨区主要以剥离纤维为主,精磨区再对纤维进行分丝帚化。磨齿的材料选择也应满足降低切断作用的要求,采用摩擦作用强的材料。
3.4 烟末磨浆高浓磨片
烟末磨浆高浓磨片是用于烟末单独处理的专用磨片,主要是对烟末进行轻度揉搓,避免过多的切断,对其均匀化处理。烟末的磨浆特性决定了其对磨浆用磨片有特殊的要求,但是行业中多数是对烟末磨浆工艺的研究,几乎没有对烟末专用磨浆磨片的研究。烟末磨浆高浓磨片应运用低强度的磨片在相对较大的间隙下进行磨浆,对其磨片及形态变化微观机制还需要深入研究。
4 研究趋势
4.1 新型高效节能烟草薄片磨浆工艺的研究
烟草薄片磨浆工艺在整个磨浆过程中起着至关重要的作用,前人在烟草薄片磨浆工艺优化方面研究较多,但是未与磨浆专用磨片的设计与选型很好地结合,优化的磨浆工艺匹配相应的专用磨片能使磨后浆料性质达到更优,今后的研究中应将两者结合,在研究新型高效节能烟草薄片磨浆工艺的同时设计相匹配的磨片。
4.2 梗末混合磨浆高浓、低浓磨片的研究与开发
梗末混合磨浆专用磨片设计时应考虑磨浆过程中为达到烟梗磨浆效果而使烟末过度磨浆以及为达到烟末磨浆效果而烟梗磨浆不到位的问题。梗末混合磨浆高浓磨片的设计应避免烟梗磨浆效果不理想,磨浆不到位的情况;梗末混合磨浆低浓磨片设计应避免对纤维过度切断,同时要保证纤维分丝帚化效果良好,不影响后续抄造过程。
4.3 烟梗专用高浓磨片的研究与开发
烟梗适合中度磨浆,应避免出现过度磨浆。在设计烟梗磨浆专用磨片时要改变齿型、磨齿倾角以及沟齿宽比等参数,着重解决磨浆过程中纤维切断严重、分丝帚化效果差的问题。齿型应采用弧形齿代替直齿,避免过度切断,档坝的设计可以增加磨齿与纤维、纤维与纤维之间的相互作用时间,有利于分丝帚化。
4.4 烟末磨浆的适应性研究及高浓磨浆专用磨片的开发
根据烟末特殊的结构性质,其适合轻度磨浆,烟末磨浆专用磨片应设计为高浓磨浆专用磨片,控制磨后烟末浆料中细小组分的数量,避免在磨浆中出现大量细小组分而影响后续抄造过程。
5 结 语
烟草薄片磨浆专用磨片的研究与设计,对烟草薄片品质的进一步提升起着至关重要的作用。本研究通过对烟草薄片原料结构特性以及磨浆工艺过程的分析,综述现有造纸法烟草薄片磨浆用磨片的设计特点,对烟草薄片磨浆专用磨片的设计提出一般要求,对今后烟草薄片磨浆专用磨片的设计与选型具有积极意义。
