石墨烯/聚合物复合功能梯度材料制备及力学性能测试
2021-03-01黄小光张典豪程斌亮韩忠英
黄小光,张典豪,程斌亮,韩忠英
(中国石油大学(华东)a.储运与建筑工程学院;b.石油工程学院,山东青岛 266580)
0 引言
随着材料科学的更新换代,新材料不断问世。功能梯度材料(Functionally Graded Materials,FGM)是两种或多种材料复合且成分和结构呈连续梯度变化的一种新型复合材料,是应现代航天航空工业、核工业等高技术领域的需要,满足各种极限环境工作要求而发展起来的[1]。功能梯度材料可用作航空航天用耐热部件结构[2]、耐磨材料[3-4]、传感器[5-6]和医用植入材料[7],具有巨大的潜力应用。功能梯度材料可通过优化设计充分利用每种物质成分的性能优势,以满足并优化所需的结构性能。在过去的几十年中,碳基填料,包括碳纤维(CFs)[8-9]、碳纳米管(CNTs)[10-11]已被广泛用于FGM 开发。使得评价材料力学性能参数的试验方法和检测技术更加必要,同时也促进复合材料力学行为课程内容不断更新,以适应实验技术、分析方法的发展[12]。随着石墨烯的问世,其优异物理性质和力学性能被视为增强相提高复合材料强度的理想材料[13-14]。多层石墨烯增强功能梯度材料是目前新兴并受到广泛关注的复合材料,通过在材料基底中分层添加不同比例的石墨烯颗粒,形成一种多层的热、力学等性能呈梯度变化的新型材料,可以满足不同工况的需要,也可以根据工况需要对材料进行量身定制,目前已在航空航天、土木工程、化工等领域显现良好的应用潜力[15-18]。同时,石墨烯增强聚合物复合功能梯度材料可以做成多层板材与壳体,应用到建筑材料、压力容器领域。鉴于其应用前景,有必要介绍石墨烯功能梯度材料的最新研究进展,包括制备方法、性能测试以及应用前景。本文以多层石墨烯/聚合物复合功能梯度材料为例,借助试样制备试验和力学性能测试,增强学生对石墨烯以及石墨烯增强功能梯度材料的认识,培养其学习复合功能梯度材料力学的兴趣。
1 石墨烯/聚合物复合FGM制备
图1 所示为一种6 层石墨烯增强聚合物复合功能梯度材料结构示意图,石墨烯片在各层中均匀分布,而其体积分数随层而异。根据石墨烯体积分数的变化,列出4 种分布模式:模式U 为每层石墨烯含量均相同;模式X和模式O 为对称分布,石墨烯体积分数从顶层和底层到中层分别呈线性减少/增加;模式A 是一个非对称分布,其中石墨烯体积分数从顶层到底层呈线性增加。

图1 6层石墨烯增强聚合物复合FGM
上述多层石墨烯增强聚合物功能梯度材料采用溶液共混依次凝固方法获得[19-20]。采用氧化还原法制备石墨烯,溶液共混依次凝固方法制备石墨烯/聚合物复合功能梯度材料的具体步骤如下:①制备石墨烯纳米填料片状颗粒和环氧树脂聚合物基体;②按照预先设计的石墨烯重量分数,将石墨烯片状颗粒与聚合物溶液混合,采用超声搅拌、冰浴方法使石墨烯在聚合物溶液中均匀溶解;③加入固化剂搅拌均匀,将其倒入特质试样模具使其加速凝固成型单层混合物;④制备石墨烯含量依次变化的多层石墨烯/聚合物复合材料,采用热压黏合技术使各层完全粘接,形成将石墨烯/聚合物复合功能梯度材料。试样制备流程示意图如图2所示。
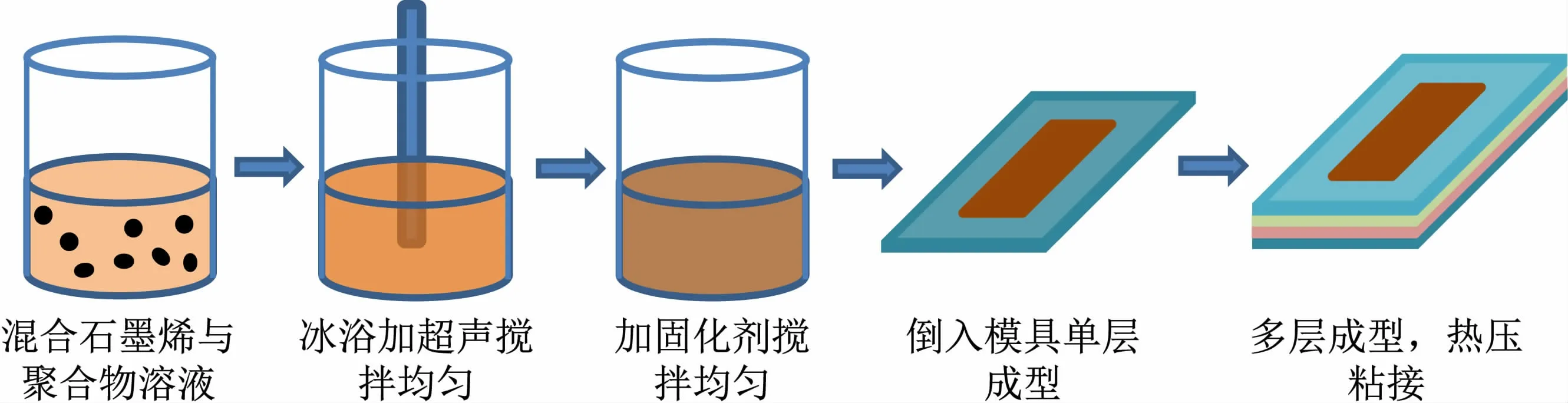
图2 多层石墨烯/聚合物复合FGM试样制备流程
1.1 模具成型
近年来,3D打印技术日趋成熟,在工业生产、科学研究与生活娱乐等多个方面模型有广泛的应用[20-22]。因此,本文主要测试多层石墨烯/聚合物复合功能梯度材料的拉伸力学行为,试样形状设计成板状狗骨头形状,利用3D 打印技术很容易制作模具。采用CREATOR PRO 3D打印机挤压成型制备式样模具,打印材料为塑料。通过三维CAD 软件绘制板状狗骨头试验模型,采用切片软件成层处理,生成打印机喷头的轨迹信息并编译形成打印机识别的G 代码。送丝机构负责把带状ABS送入热熔喷头,将其加热至熔融状态,随着喷头的移动轨迹形成一层层具有模具精确形状的薄层,通过层层堆积压实,最终获得所需形状模具[21]。图3 所示为3D 打印的石墨烯/聚合物复合功能梯度材料试样单层模具。
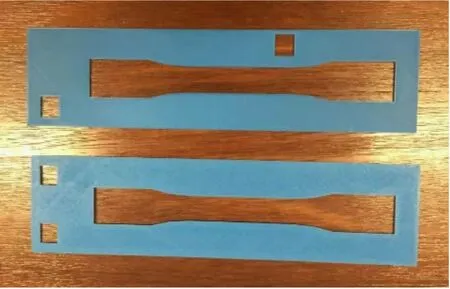
图3 试样模具
1.2 试样制备
按照预先设计,石墨烯增强功能梯度材料在厚度方向上由若干层组成。根据石墨烯/聚合物的凝固特点,本试验设计6 层功能梯度复合材料试样,石墨烯的总体积分数统一设为0.4 %,自下而上第k层的石墨烯体积分数fk如下计算[17]:

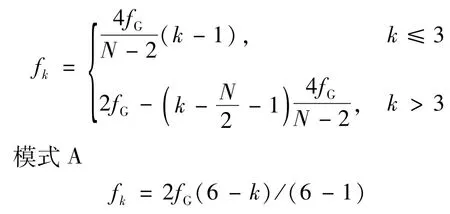
设定模式U 的石墨烯体积分数为0.4%,计算出模式X和模式O的1~3 层体积分数分别为:0.8%、0.4%和0.0%,以及0.0%、0.4%和0.8%;模式A各层质量分数至下而上分别为:0.8%、0.64%、0.48%、0.32%、0.16%和0.0%。根据试样制备流程,分别配置不同质量分数的石墨烯/聚合物混合物,自下而上倒入3D打印的试样模具使其凝固成型,如图4 所示。各层分别成型后,采用热压黏合方法,使其最终粘接成型完整的拉伸试样(见图5)。

图4 试样分层制备过程

图5 6层石墨烯增强FGM试样(X型分布)
2 石墨烯/聚合物FGM力学性能测试
根据GB/T228—2002,石墨烯/聚合物功能梯度材料力学性能的测试试验在微机控制的电子式万能试验机上进行。实验时采用等量增量法加载,用引伸仪记录相应伸长量,软件可以自动绘制试样的应力应变曲线,计算材料的弹性模量、强度极限和断裂应变。4 种石墨烯分布模式的试样应力应变曲线如图6 所示,力学性能计算结果如表1 所示。由应力应变曲线可以分析,加入石墨烯之后,试样的弹性模量由原来的2.85 GPa提升了2 倍左右,但同时材料的脆性明显增强。对比表1 也可以发现模式A 与U 具有较高的强度极限和弹性模量,同时断裂应变降低,脆性增强,模式X与O整体差别不大。纯聚合物试样的断口平整,几乎没有塑性应变,整体呈现脆性断裂的特性。与纯聚合物试样相比,加入石墨烯/聚合物试样断口凹凸不平整,主要受石墨烯颗粒在聚合物中的沉积分布影响。

图6 不同石墨烯分布模式试样的应力应变曲线

表1 力学性能对比
图7、8 分别给出了X型6 层石墨烯分布试样中间层与其上面一层的扫描电镜照片,材料中间两层石墨烯含量为0,断口呈平整的松散型结构,与纯聚合物的断口形貌相似。上面一层的石墨烯含量为0.4%,但该断口上出现错落有致的条纹,分析该条纹的形成与石墨烯含量有关。由于6 层结构层间力学性能不同,在均匀拉伸过程中,层间产生剪切应力,可能导致条纹形成。
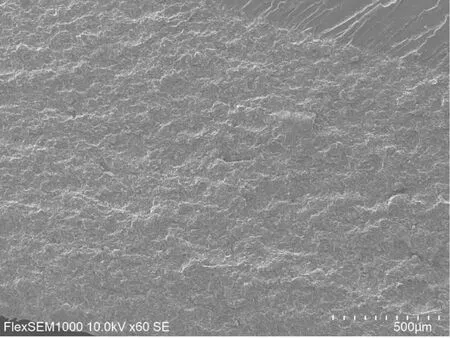
图7 X型试样中间层断口形貌
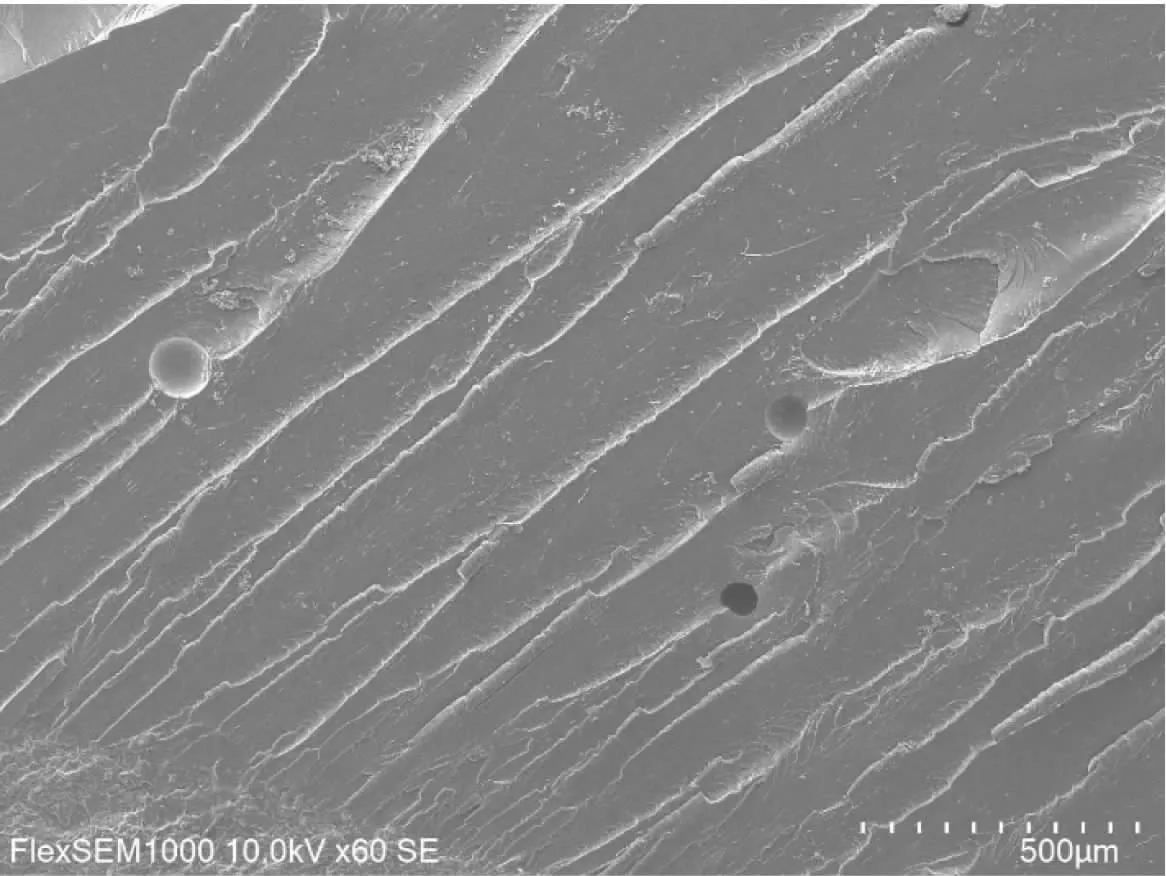
图8 X型试样含0.4%体积分数层断口形貌
3 结语
本文根据石墨烯/聚合物复合功能梯度材料特点,结合3D打印技术和多层石墨烯增强聚合物功能梯度材料制备工艺,制作了多层石墨烯/聚合物功能梯度复合材料试样并测试了其力学性能。研究表明,3D打印技术在试验教学中的使用有助于激发学生的学习兴趣、探索精神和实践能力。石墨烯/聚合物功能梯度复合材料作为一种新型功能梯度材料,其制备工艺与力学行为具有显著的代表性,通过实验能使学生充分认识到功能梯度材料的概念以及制备技术,提升其学习和使用新技术、新方法的意识。
