Q890D高强钢不预热焊接裂纹敏感性技术研究
2021-02-26谭星江亚平倪川皓曹瑜琦
谭星,江亚平,倪川皓,曹瑜琦
中联重科股份有限公司国家混凝土机械工程技术研究中心 湖南长沙 410013
1 序言
随着工程机械向大型化、轻量化方向发展,工程机械用钢对性能的要求越来越高,屈服强度890MPa及以上高强钢在结构用钢中所占比例不断提高。Q890D钢是屈服强度≥890MPa的低合金高强钢,钢的强度高,淬硬性大,焊接冷裂敏感性强,其中焊接冷裂纹是其应用过程中需要优先解决的关键问题[1,2]。为了防止焊接冷裂纹的产生,研究制定了焊前预热的工艺措施[3-5]。但工程机械用高强钢的板厚及其焊缝排列组合非常多,再加上工程机械的结构复杂、尺寸大、焊接工作量大和焊缝可达性差的生产特点,过于保守的焊接预热措施会产生生产效率低下、劳动强度大、能耗和成本高等问题。可见,研究不同厚度的Q890D高强钢焊接可不预热或低温预热的焊接工艺对工程机械高强钢结构件的焊接生产具有重要的指导意义。
本文通过对不同板厚的Q890D钢板进行了斜Y坡口试验和模拟产品工况的角焊缝焊接试验研究,以确定可不预热和低温预热的焊接方案,为高强钢不预热焊接工艺提供参考。
2 试验方案
2.1 试验材料
选用某钢厂生产的屈服强度为≥890MPa的高强钢板Q890D为研究对象,板厚分别为10m m、15mm、20mm,化学成分和力学性能分别见表1、表2。焊接材料选用低匹配的气体保护焊实芯焊丝,牌号为ER76-G,直径为1.2mm,化学成分和熔敷金属的力学性能见表1、表3。采用熔化极混合气体保护焊(GMAW),保护气体为80%Ar+20%CO2。

表1 Q890D钢和ER76-G焊丝的化学成分(质量分数) (%)

表2 Q890D钢的力学性能

表3 ER76-G焊丝熔敷金属的力学性能
2.2 斜Y坡口焊接裂纹试验
按GB/T 32260.2—2015《金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法 第2部分:自拘束试验》开展斜Y坡口焊接裂纹试验,试验焊缝的预热温度采用10℃、100℃下焊接2组试验焊缝,主要用于评价厚板多层焊根部焊道的冷裂纹敏感性。斜Y坡口试验方案如图1所示。

图1 斜Y坡口试验
(1)试验参数 拘束焊缝与试验焊缝的焊丝相同,拘束焊缝采用双面焊,采用预热、控制道间温度,避免产生角变形、未焊透和裂纹等影响焊接质量的缺陷。拘束焊缝的打底焊预热温度为150℃,焊接电流为160A,电弧电压为19V,焊接速度为30cm/min;填充焊和盖面焊的层间温度为150℃,焊接电流为250A,电弧电压为27V,焊接速度为40cm/min。拘束焊缝完全冷却后,在两端完全拘束的情况下开展单道试验焊缝焊接,以评定裂纹倾向。试验焊缝在平焊位置施焊,试验温度分别为10℃、100℃。试验焊缝的焊接参数见表4。

表4 试验焊缝的焊接参数
(2)裂纹检测 试验焊缝焊接后自然空冷,放置48h后,采用目视和20倍放大镜观察检测,并计算表面裂纹率。
将焊缝宽度开始均匀处与焊缝弧坑中心间长约70mm的试验焊缝分成4等份,取4个金相试样(见图2)。

图2 斜Y坡口试验金相取样
在50倍以上显微镜观察剖面上焊缝金属和热影响区的裂纹,计算剖面裂纹率。
(3)评价方法 斜Y坡口焊接裂纹试验因接头拘束度很大,一般认为,表面裂纹率<20%时,用于生产就是安全的,但也不应有根部裂纹。考虑到焊接生产方式,焊接接头处于不稳定的固定状态,具有相当大的应力集中,为了确保不产生裂纹,采取裂纹率近于0的验收要求。
2.3 角焊缝工艺试验
为进一步模拟产品实际生产条件,采用产品结构中常用的3种板厚的角焊缝为研究对象,采用生产中常用的焊接参数和实际工况的焊接道数和层间温度等实际条件,开展T形接头的角焊缝焊接试验和硬度测试。
(1)焊接试验 本次试验采用20mm、15mm、10mm共3种产品结构中常用的板厚和焊缝形式,立板和底板的长宽尺寸均为300mm×150mm,立板长单边开35°坡口、1mm钝边,如图3所示。由于实际产品结构尺寸大、焊缝长,实际层间温度仅70~80℃。因此试验采用不预热、层间温度约70℃的试验条件。角焊缝试验焊接参数见表5。
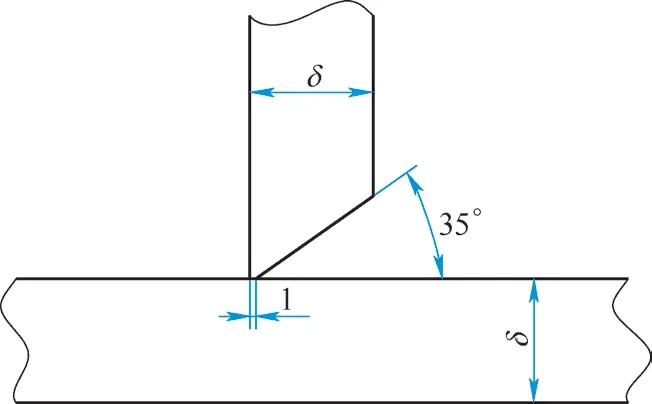
图3 T形接头角焊缝
(2)显微硬度测试 在焊接试验的角焊缝中间位置取两个金相试样,金相试样经粗磨、精磨、剖光和腐蚀后,用显微硬度计测试焊缝及其附近的硬度,测试位置如图4所示。按GB/T 2654—2008《焊接接头硬度试验方法》规定进行。
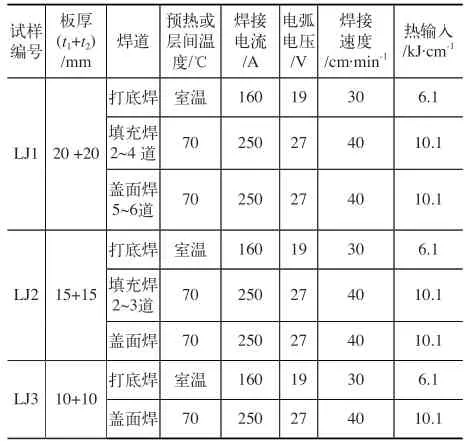
表5 角焊缝试验工艺参数

图4 角焊缝硬度测试位置
3 试验结果与分析
3.1 斜Y坡口试验
试板焊后经48h自然冷却后,对试验焊缝表面进行肉眼检测(见图5)。然后将试验焊缝切成4个断面试样并进行金相测试,在50倍光学显微镜下进行裂纹检测(见图6),试验结果见表6。

图5 斜Y坡口试板

图6 试验焊缝的金相试样裂纹检测
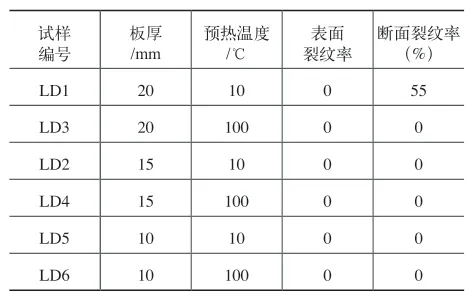
表6 斜Y坡口试验检测结果
由表6可以看出,20mm板在室温下焊接断面裂纹率达55%,预热100℃的条件下焊接时,其表面裂纹率和断面裂纹率均为0。15mm厚和10mm厚的试板,不管是室温还是预热100℃,表面裂纹率和断面裂纹率均为0。在相同焊接参数条件下,钢板厚度越厚,预热温度越低,焊后冷却速度越快,焊缝热影响区形成的淬硬组织越多,冷裂倾向也就越大,因而20mm板在不预热条件下容易在焊缝根部热影响区开裂,预热后可以减缓焊后冷却速度,热影响区的淬硬倾向小,冷裂倾向也小。通过试验表明,15mm和10mm厚的Q890D钢的抗冷裂性较好,可不用预热焊接,而20mm厚的Q890D钢的抗冷裂性较差,预热至100℃可防止冷裂纹。
3.2 角焊缝工艺试验
板厚为20mm、15mm、10mm的3种试板角焊缝接头如图7所示。角焊缝试验冷却后,在焊缝中间采用线切割两个金相试样,经粗磨、精磨、剖光和腐蚀后,采用显微硬度计按照GB/T 2654—2008《焊接接头硬度试验方法》检测焊缝及其附近的硬度,测试结果如图8所示。

图7 T形接头角焊缝试板

图8 角焊缝显微硬度测试
钢的淬硬性是形成焊接冷裂纹的主要原因之一,受到焊接热循环的影响,焊接热影响区有着较高的淬硬倾向,是焊接冷裂纹敏感性较高的区域。硬度与强度之间存在对应关系,大多数情况下,硬度越高其对应材料的强度也就越高,且对应的塑性、韧性也就越差,因此在重要焊接结构中,应对焊接接头热影响区最高硬度有一定限制要求。
从图8可知,20mm和15mm板厚的T形接头,在不预热的情况下,热影响区硬度值都有两个测试点>400HV10的材料允许硬度值,而10mm板的热影响区最高硬度值均低于400HV10。另外,在相同的焊接参数和环境条件下,钢板越厚,焊后冷却速度越快,热影响区的淬硬倾向就越大,从而硬度值偏高,韧性下降,在高于材料推荐的允许硬度值时,在拘束度大的结构件中,就有产生焊接冷裂纹的风险。因此,板厚为20mm和15mmT形接头不预热焊接有一定的冷裂风险。而板厚10mm的T形接头在不预热的条件下焊接,淬硬和冷裂纹倾向较低,安全性较高。
4 结束语
本文针对不同板厚的Q890D钢板进行了斜Y坡口试验和模拟产品工况的角焊缝试验研究,得出以下结论:
1)开展斜Y坡口焊接裂纹试验,结果表明,20mm板厚在室温下不预热焊接会产生裂纹,预热至100℃后不会产生裂纹;而15mm和10mm板厚在室温下焊接不会产生裂纹。
2)开展模拟产品实际生产条件的角焊缝焊接试验和硬度测试,结果表明,20mm板厚和15mm板厚的试样,均有多个热影响区硬度值大于400HV10的材料推荐硬度值,而10mm板厚的所有硬度值均低于材料推荐硬度值。
3)综合考虑斜Y坡口试验和模拟产品工况的角焊缝试验,10mm板焊接不需要预热措施,20mm板最低预热温度为100℃,15mm板在拘束度较大的关键焊缝建议预热100℃,而在拘束度较小的非关键焊缝可不用预热。
