基于柔性基础的空气压缩机减振工艺研究
2021-02-26孙政,李波
孙 政,李 波
(湖北白莲河抽水蓄能有限公司,湖北 黄冈 438600)
0 引言
在电力系统中,抽水蓄能电站担负着调峰、填谷、调频、调相和事故备用等任务。抽水蓄能电站作为一种特殊的电源,它既是发电厂,又是用户,其调峰、填谷功能是其他任何类型发电厂所不具备的,使其在电网中越来越不可缺少。当抽水蓄能机组作为用户时,以水泵工况运行,将电能转化为水的重力势能进行大量储存。水泵工况启动时力矩很大,为了减小启动力矩,需采用压缩空气把尾水管内水面压至转轮以下,使转轮在空气中旋转。目前世界上开发的抽水蓄能电站日益向高水头、大容量和高转速方向发展,尾水管内水压很高,压水体积很大,一旦压水过程出现故障将导致抽水蓄能机组水泵工况启动失败,严重影响电网的安全稳定运行,因此压水设备(空气压缩机)能否安全可靠运行显得尤为重要。
1 空气压缩机基本情况
某抽水蓄能电站全厂气系统设有8台Gardner Denver10 MPa空气压缩机(以下简称空压机),布置在地下厂房安装间50.85 m高程楼面上,用于提供机组调相压水、调速器及球阀压力油罐及中压气系统用气。空压机自2010年正式投运以来,已经运行近10年,因气机室地板结构设计、气机安装原因,8台空压机运行中存在较大振动。为改善振动问题,保证设备安全运行,参考已有的空压机基础改造经验,最大限度利用现有基础,通过对空压机底部安装减振装置,将刚性基础改造为柔性基础,达到减振效果。
2 柔性基础减振工艺
2.1 减振方案概述
某电站空压机负载重量、外形尺寸、重心位置、振动输入等参数见表1,空压机的重心偏在设备左边,设计使用6套WR 2820008 钢丝绳隔振器(布置见图1),垂直压缩方向安装在空压机底部,借助安装在空压机底部的横纵方向弹簧的缓冲作用,将空压机振动降低到允许范围内,达到减振效果。
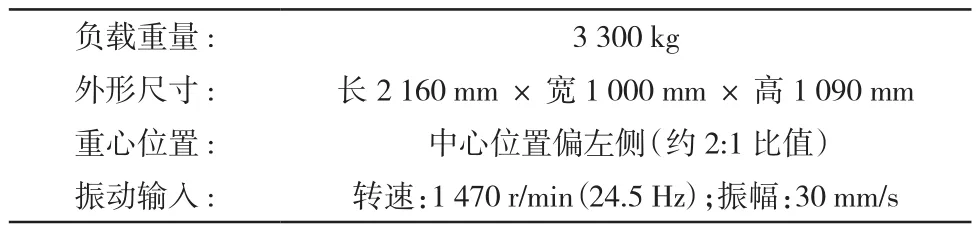
表1 GD H280空压机与振动相关参数
借用原有地脚螺栓紧固,采用整体底板将六只钢丝绳隔振器固定在同一平面。将空压机底座打通孔与钢丝绳隔振器顶部的螺纹孔相连,再将钢丝绳隔振器底部打沉头通孔与转接底座的螺纹孔相连,然后将钢丝绳隔振器和转接底板通过地脚螺栓与二次浇灌基础连接,最后再将空压机与隔振器连接(结构见图 2)。
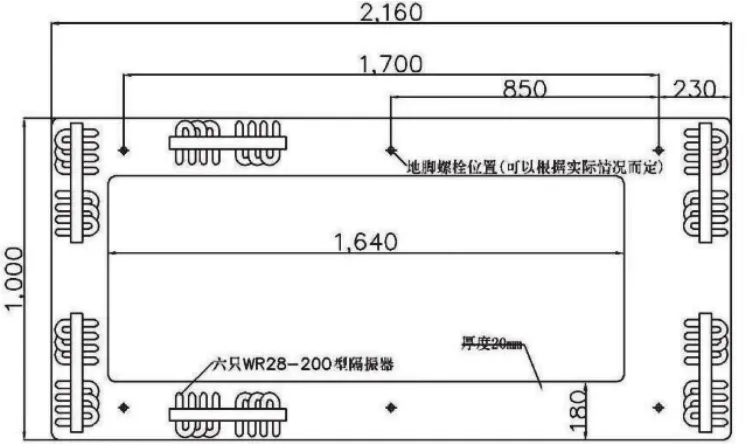
图1 隔振底座俯视示意图
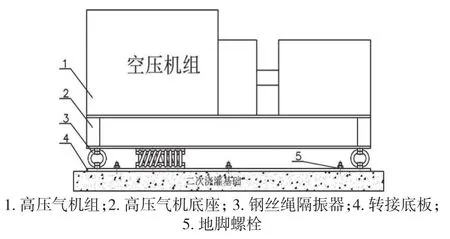
图2 隔振装置总装示意图
2.2 减振工艺主要步骤
(1)拆除地脚螺栓的锁紧螺母,将空压机吊起并放置支墩将空压机支起。起吊前做好空压机初始位置标识,测量空压机基础水平数据。
(2)处理地基,根据空压机起吊后现场情况,采用混凝土浇灌找平方式使基础面在同一水平,无明显凸点。
(3)依据空压机原地脚螺栓位置在长2 360 mm×宽1 400 mm×厚20 mm的转接底板上钻孔,并将其放置在处理好的地基上,锁紧螺母。
(4)制作减振垫,将加工好的长380 mm×宽150 mm×厚20 mm和长380 mm×宽300 mm×厚20 mm钢板用M12内六角螺栓通过加工好的Φ14 mm沉孔分别固定在减振器的上下表面(见图3)。

图3 减振垫(弹簧、钢板)
(5)按照空压机本体下表面(尺寸:长2 160 mm×宽1 000 mm)在转接底板上的投影画线。根据所画边框,在转接底板上放置减振垫,使其受力平衡。定位好减震垫后,将减振垫下表面与转接底板焊接牢靠,焊缝无损检测正常转入下一步序。
(6)回落空压机,根据空压机的重心,使其合理的放置在减振垫的上表面。并将空压机底面与减振垫上表面焊接牢靠,对焊缝进行无损检测。
(7)加装减振垫后空压机整体升高(大约190 mm),对进排水管和排污硬管进行优化:排气软管更换为新的加长软管,现场测量进排水硬管和排污硬管的尺寸,加装90°弯头。
2.3 焊接工艺要求
(1)焊接前准备
1)用角向砂轮磨去焊接位置氧化皮及锈迹等,检查焊接防护用品及工具合格安全,电焊机无漏电状况,电源线及焊线无裸露脱皮。
2)采用ZX7-400型弧焊机,直流反接。选Φ3.2 mm、Φ4 mm的J507电焊条,随用随取。
(2)施焊
1)用喷灯将焊接区域预热至50℃左右,立即定位焊,随后用3.2 mm焊条,焊接电流110~130 A进行点焊的焊接。
2)焊接顺序为先点焊夹角位置,后满焊夹角打底位置,然后再焊第一层填充及盖面位置,点焊位置与填充位置须对称焊接,以减小焊接应力,防止裂纹的产生。
3)每焊完一层要认真清渣,并锤击焊缝。注意运条手法,防止夹渣缺陷的产生。
4)除第1层焊缝外,其余各层均采用Φ4 mm的J507电焊条,焊接电流120~150 A,直至将坡口填满,并高出平面2 mm左右,不得有咬边缺陷。
(3)焊后处理
1)焊缝两侧200 mm处加热到用干燥石棉覆盖加热区,进行缓冷。
2)冷却后,将焊接位置焊缝的焊瘤药皮磨平并刷防锈漆,安装使用,即完成焊接任务。
3 减振效果
3.1 相关标准
(1)振动速度容许值
生产厂家对设备要求和国家有关规范是衡量设备运行环境好坏的主要依据,这里引用《高压空压机使用技术要求》(生产厂家)和《机器动荷载作用下建筑物承重结构的振动计算和隔振设计规范》(YBJ 55-1990,YSJ 009-1990)作为高压空压机振动速度评价标准,高压空压机及楼面基础振动速度容许值见表2。
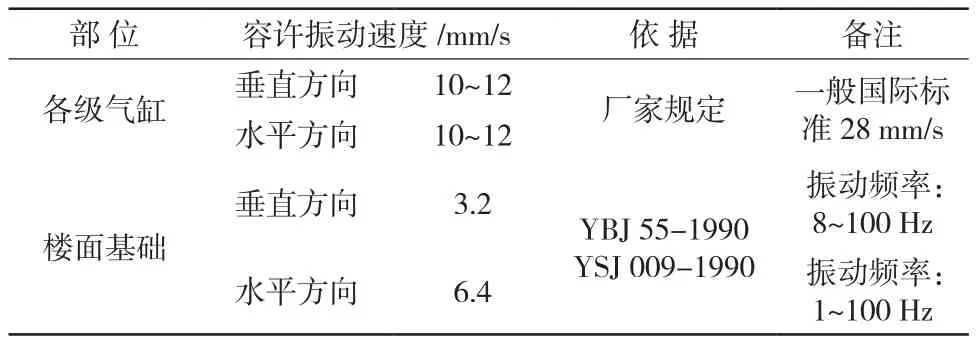
表2 高压空压机及楼面基础振动速度容许值
(2)振动位移容许值
用振动位移来衡量振动程度的大小比较直接,由于生产厂家没有对设备直接提出振动位移限值,我们可以根据振动位移与速度的幅值关系:A=V/2πf,由表2间接算出高压空压机振动位移评价标准,见表3。
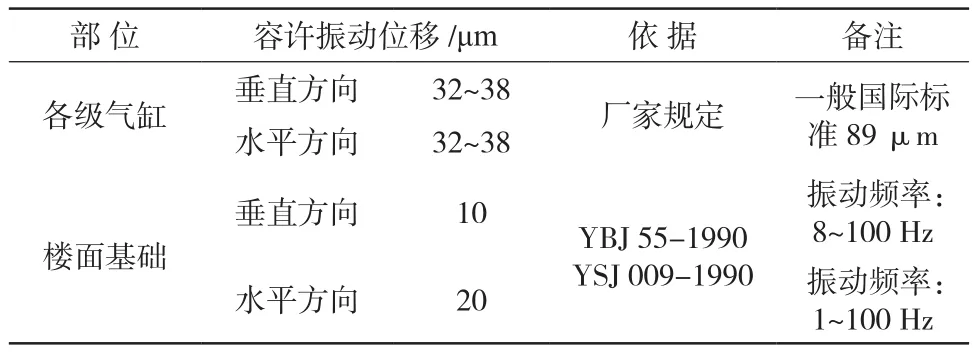
表3 高压空压机及楼面基础振动位移容许值
3.2 减振前后振动位移值对比
各台空压机经过柔性基础减振后,经过现场振动检测,在各工况下,空压机气缸、机架、楼板的振动量明显下降。把不同工况下各测点的检测数据与减振前各测点检测数据均列表进行对比,可以直观的显现出减振后的效果。各台机独立工作时,空压机减振前后各测点的振动位移和速度幅值对比见表4~表5所示。
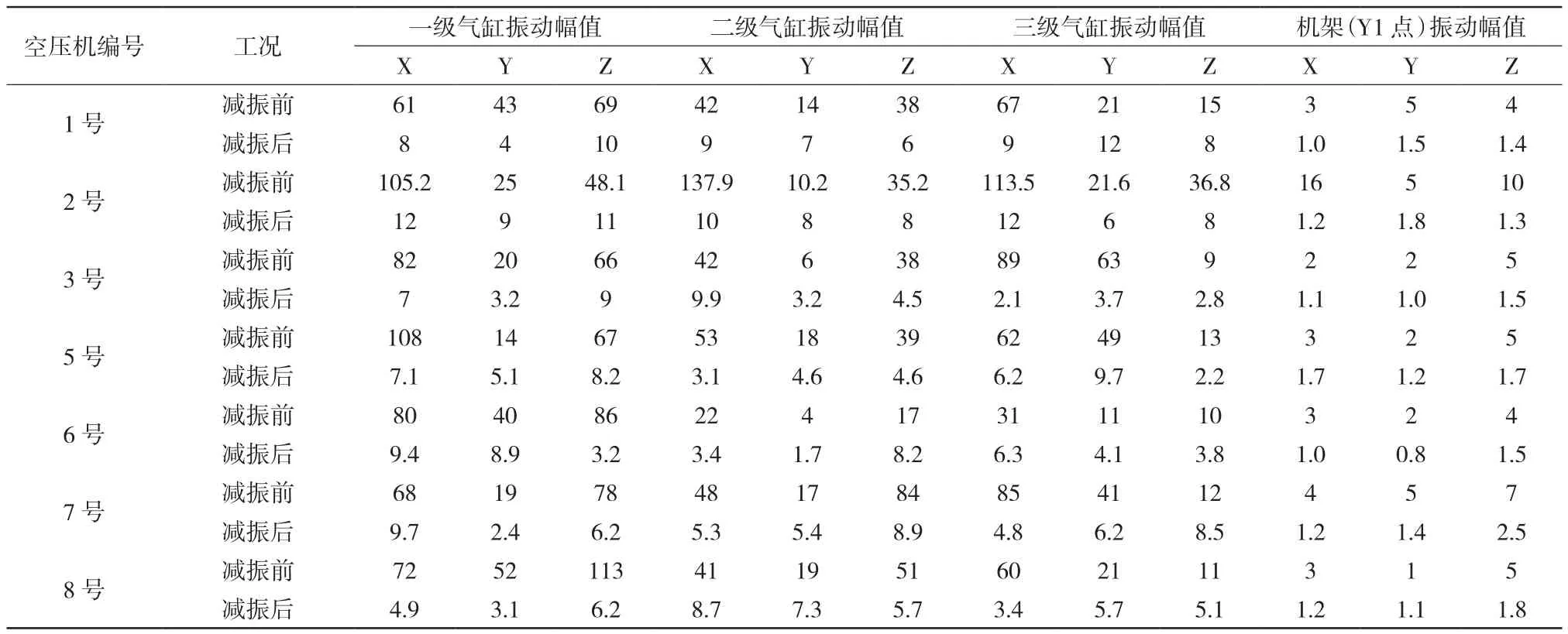
表4 减振前后各台空压机气缸和机架振动位移对比表 单位:μm
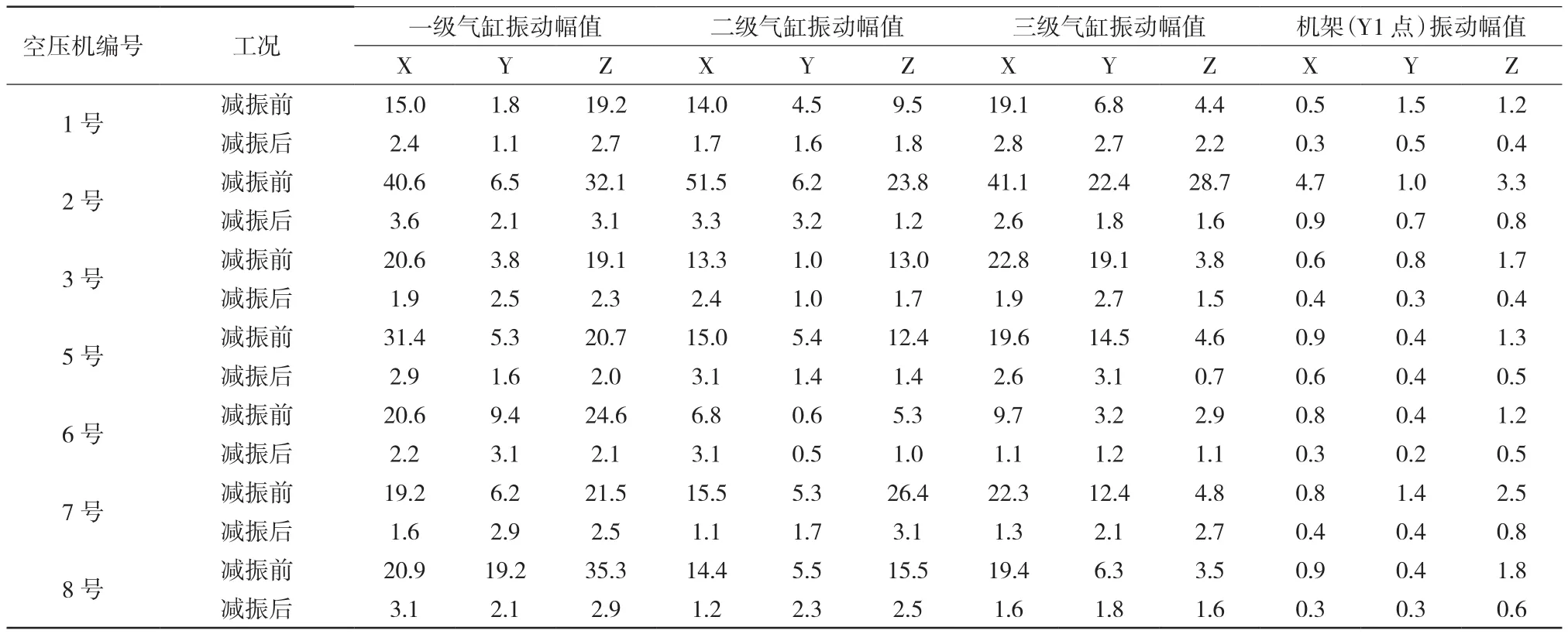
表5 加固前后各台空压机气缸和机架振动速度对比表 单位:mm/s
本次现场测试数据分析如下:
(1)减振前各空压机气缸的X方向、Y方向、Z方向的振动速度均超过或接近厂家规定值10~12 mm/s和国标值28 mm/s,特别是2号机振动量最大。各台空压机在经过减振处理后,各级气缸的振动速度较减振前明显减小。各空压机气缸振动速度均小于厂家规定值和国标值。
(2)从振动量上看:一级气缸>二级气缸>三级气缸;从振动方向上看:X方向>Z方向>Y方向。减振后,8台空压机各级气缸在三个方向的振动速度基本满足厂家规定值的要求,各级气缸的振动值较减振处理前明显减小。
(3)各台空压机在经过减振处理后,各工况下空压机的机架测点振动值较处理前明显减小。处理后振动值只有加固前的15 %~35 %之间。
(4)多台空压机运行时,各测点振动量基本相同,并不会因为空压机同时运行的台数增加,而明显导致各测点部位振动量的增加。
4 结语
抽水蓄能电站空压机运行振动超标,长期运行将危害厂房结构安全,并严重影响空压机室的工作环境。各空压机在经过减振处理后,减振效果显著,根据现场检测的振动值,空压机油缸、机架楼面基础的振动速度和位移均大幅减小。空压机基础机架和楼板的振动速度和振动位移均小于规范容许值。通过柔性基础的空压机减振处理,减振效果显著,大大提高了空压机的运行可靠性和安全性,有力保障了抽水蓄能电站的安全稳定运行,对国内同类电站具有一定的借鉴意义。
