大型水轮发电机弹簧簇支撑式推力瓦更换工艺
2021-02-26陈少华
陈少华
(中国长江电力股份有限公司,湖北 宜昌 443133)
1 概述
目前国内主流的大型水轮发电机组多为立轴半伞式机组,推力轴承位于转子下方,推力轴承承受整个机组转动部分的重量以及轴向水推力,在水轮发电机组的运行中起着无比重要的作用。推力轴承的检修工作有着显著的特点:工作非常的繁琐,工作部位特别重要,要求程序性强,对检修人员个人素质要求非常高,整个过程需要做到细致而且高效。推力轴承检修过程中的每一个环节都有可能影响整个检修的质量。
2 项目准备阶段
2.1 检修工装的准备
大型水轮发电机组推力轴承瓦的更换均需要根据自身机组结构形式,配备一整套专用的工装,检修工作开始前,专用工装必须提前到场,并检查其是否可用,性能是否良好。对于弹簧簇支撑的推力轴承,检修工装主要包括如下几部分:①带有电动泵及其液压管路的8个液压顶;②3个固定式的顶;③1个手拉葫芦;④3套推力瓦的输送辊道;⑤3套抽瓦用的检修平台。工装到场后,需要对所有的工装进行全面的功能性检查,看是否可用,其中最为关键的为:8个液压式千斤顶,需用液压管路连接起来看是否可以同步起落,管路是否存在漏点;对于输送辊道必须检查其调节功能,辊道是否出现变形等;手拉倒链是否完好;抽瓦平台是否部件齐全等。这些检查工作必须提前考虑,防止出现延误工期的情况发生。
2.2 新推力瓦的准备
推力瓦一般在仓库存放了多年,在推力瓦检修更换之前,需将其运输至检修现场,现场检修地面需准备胶皮、羊毛毡等进行防护,推力瓦一般像书页一般,放置于木箱子内,推力瓦与推力瓦之间垫有胶皮防止运输过程中发生碰撞损坏推力瓦,推力瓦从箱子中取出的时候,需借助吊环螺钉、龙门吊、叉车等设备,移动过程中需轻拿轻放,防止瓦面巴士合金受损。
推力瓦从木箱子均匀拿出后,需均匀放置于检修现场,瓦的背面最好用木方垫空,有助于翻身,推力瓦与推力瓦之间需保持50 cm左右的距离,方便移动和使用龙门吊。
轻轻撕掉瓦面包裹的油纸,然后用汽油等有机溶剂,对瓦面上已经硬化的黄油进行清理,清理过程中防止损伤瓦面,整个清理的过程需要保持足够的耐心。
清理干净的推力瓦,需要用工业用气对推力瓦的高压油油口进行吹扫,防止有异物杂物堵塞高压油的通道,确认吹扫干净后,需对推力瓦高压油油室的油口,以及推力瓦的进油口进行防护,防止有杂物进入。
全面清理后的推力瓦,需用干净的绸布进行覆盖,并在推力瓦的周围树立醒目的警示语,防止无关人员无意踩踏,损坏推力瓦。如若推力瓦清理干净后需要放置较长的时间,为了防止推力瓦瓦面巴士合金出现锈蚀,需要涂抹一层透平油进行防护,并用绸布进行覆盖。
3 新旧推力瓦相关尺寸数据校核
新推力瓦到现场清理干净后,先用肉眼全面看一遍,查看推力瓦是否有残缺受损的问题,然后需要第一时间按照图纸对推力瓦的各项尺寸及技术要求进行一一核对,确保新瓦与旧瓦各项数据一致。确保可以通用。避免因为疏忽,出现在开始更换的过程中,才发现尺寸以及相关技术参数不符等有问题,延误工期的情况。尺寸及数据校核有如下方面(这里举例某巨型电站的实际数据及相关过程予以说明):
3.1 新旧推力瓦厚度对比
通过对整套28块推力瓦的厚度进行全面测量对比可以看出,整套新瓦的厚度差满足技术要求<0.06 mm,见图1、表1所示。另外需要说明的一点是满足替换要求。
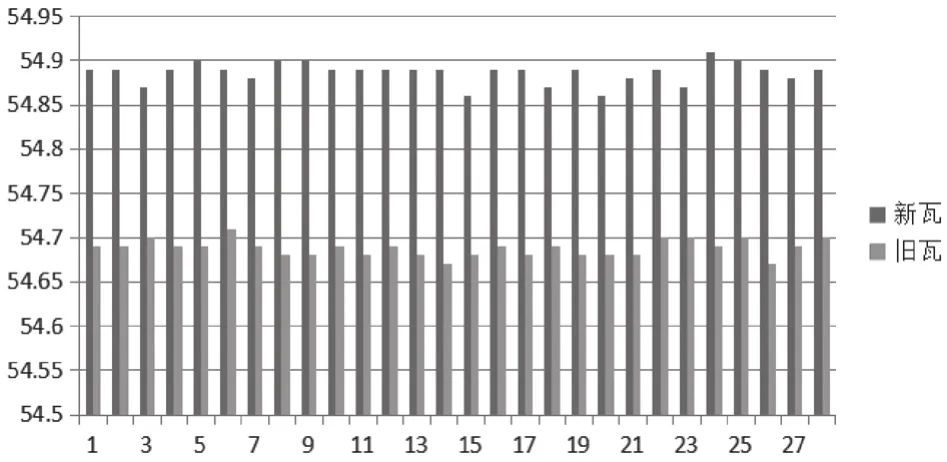
图1 新旧推力瓦厚度对比(柱状图)
3.2 新推力瓦表面粗糙度测量
用粗糙度仪对新推力瓦瓦面进行了粗糙度测量,推力瓦表面粗糙度抽检了1号、2号、9号、11号、16号、19号、21号、26号推力瓦,表面粗糙度在0.6~0.88 μm之间,满足图纸要求的1.6μm,见图2所示。
3.3 新推力瓦表面平面度测量
采用刀口尺配合塞尺对新推力瓦瓦面进行了平面度测量,0.02 mm塞尺不能通过,见图3所示。

表1 新旧推力瓦厚度测量数据
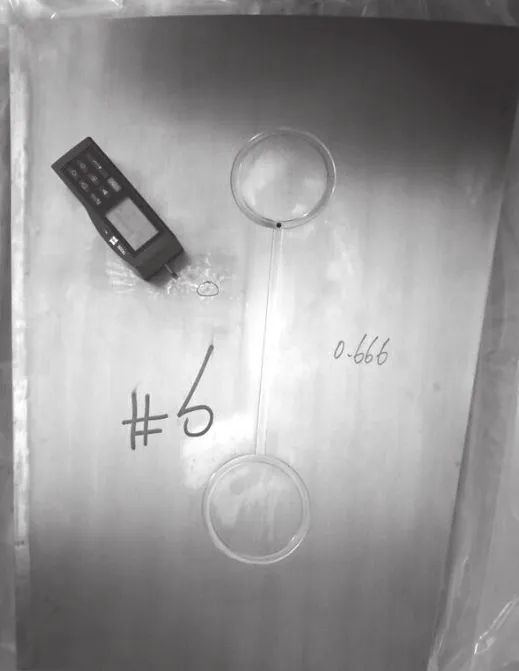
图2 瓦表面粗糙度测量

图3 瓦表面平面度测量
3.4 对推力瓦下方小弹簧的高度进行测量
抽检了 22号(见表 2)、3号、12号、27号推力瓦下的小弹簧,小弹簧高度符合(52±0.08)mm的要求。
4 新推力瓦进油边修刮处理
在确保新的推力瓦与旧推力瓦在各方面都可以通用的前提下,我们需要对新瓦的进油边进行修刮处理,增加进油边,帮助进一步建立理想油膜。尺寸要求如图4所示:
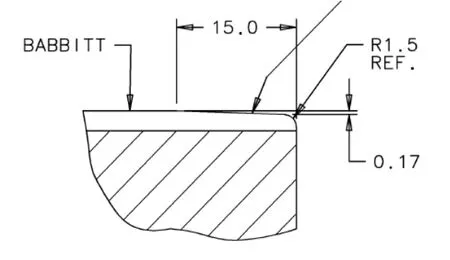
图4 进油边修刮标准

表2 微弹簧测量数据
5 确立一条准确高效的更换思路和策略

图5 推力瓦安装布置图
推力轴承的推力瓦数量较多,一般在24或者28块,数量较多,所以更换的时候,必须提前制定好更换思路,以便于更为高效的完成检修工作。对于国内主流的这种大型水轮发电机组微弹簧支撑的推力轴承,一般情况下某电站推力油槽设计有3个油槽窗板,在同一时间点,可以从3个油槽窗口处抽出3块推力瓦,3块瓦抽出后,在同一时间可以回装3块新的推力瓦,然后对基础环进行旋转,将远离窗口的推力瓦旋转至油槽窗口的位置,再次重复更换工作。
6 旧推力瓦拆除过程中特别注意的几个问题
6.1 标记及定位
在对油槽内部包括推力瓦以及各种管路附件拆除的过程中,最重要的一点就是做好相关的标记和定位工作,便于检修后回装,尤其是各部位的销钉,需保证可以完全原位回装。
6.2 部件放置
特别是对于需要重复利用且数量较多的同一种部件,应该尽可能的进行编号和归类处理。并放置在可靠的地点,考虑长时间放置的问题。
6.3 防护和绑扎
对于每一块推力瓦上连接的高压油管路的拆除,应该尽可能的细致,防止损坏螺纹,管路拆除后应做好防护工作,防止异物进入高压油管路。对于测温的RTD传感器及其引线,需要拆除后做好标记并绑扎牢靠,不影响其他工作的正常进行。
7 相关试验和验收
7.1 高压油减载系统试验
推力瓦更换工作完成后,在油槽窗板的位置安装临时性试验窗板(主要目的在于留有观察部位),给推力油槽注油至淹没高压油减载系统取油口的高度,检查高压油减载系统电机及管路系统是否已经恢复正常状态,启动高压油,检查高压油减载系统油泵进出口等各部位压力,确认是否达到工作要求的压力,油泵是否存在异音和振动,管路是否有渗漏迹象等。
7.2 推力瓦出油试验
在确保高压油减载系统已经恢复正常后,在推导油槽窗板的位置安装上临时窗板后,在高压油减载系统油泵启动后,通过试验窗板上部,可以观察每一块推力瓦的高压油出油情况是否良好,是否均匀,如果某一块推力瓦的出油不好,必须检查高压油管路各个接口是否存在泄漏,管路是否存在堵塞情况等。直到每一块推力瓦的出油均匀且良好。
7.3 试运行试验
推力瓦更换后,需要在首次开机后以及短期的运行时间内,对推力瓦瓦温进行一个跟踪和对比,以检验工作的质量。XX F机组按照我们的更换工艺,在推力瓦更换后(2018年6月1日)与更换之前(2017年6月1日、2016年6月1日)瓦温进行对比,如图6所示,XX F机组推力瓦更换后推力瓦瓦温与去年相当,略低于前年同期,XX F机组推力瓦瓦温无异常。
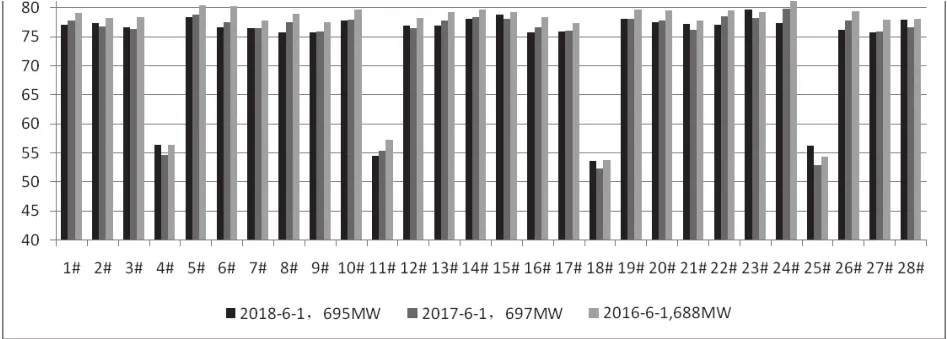
图6 瓦温对比图
综上所述,XX F机组推力瓦按照上述更换工艺更换后,推力轴承运行情况良好。
8 更换工艺流程图
通过对XX F机修推力瓦更换过程的记录,及日常检修经验的积累,总结出一整套的更换工艺。工艺流程图见图7所示。
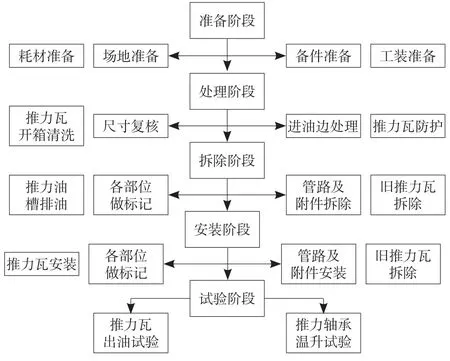
图7 流程图
9 结论
对于大型水轮发电机组微弹簧支撑的推力轴承瓦的更换,需要在更换之前有细致的准备工作,任何困难必须提前思考、准备,做到有备无患。弹簧簇支撑式推力轴承瓦的更换,最重要的、最困难的是如何将远离推导油槽窗口位置的推力瓦转至油槽检修窗口处;检修过程中推力瓦下方的基础环必须同步起落,防止出现由于顶起高度不合理以及千斤顶的起落不同步,导致基础环脱槽无法复位的问题。推力油槽控制环的定位销,需要用专用的拔销器进行拆卸。经过实际检修经验积累,我们已经总结的一整套的更换工艺,为日后同类型机组的检修,提供了坚实的基础,有重要的指导意义。XX F机组在按照上述推力瓦更换工艺实施推力瓦更换后,目前运行相当良好。
