基于扫描技术的虚拟匹配的激光焊接匹配尺寸标准研究
2021-02-06何学峰
何学峰
基于扫描技术的虚拟匹配的激光焊接匹配尺寸标准研究
何学峰
(上汽通用汽车有限公司 整车制造工程部,上海 201201)
车顶激光焊接是现行各主流车厂采用的一种先进焊接技术,可以有效地改善车身刚度,降低能耗成本,优化零件数量,并提供一种完美的外观配合特征。但是,该技术的技术难点在于提供有效的配合特征,以满足激光焊接能够达到的连接强度质量要求。文章通过应用虚拟匹配技术,根据焊接要求开发出配合的尺寸标准,为激光焊接得以实施提供了质量保证。从而对开发、降低生产成本及其实现车身智能制造有重大意义。
点云扫描;虚拟匹配;激光钎焊
1 背景
在汽车白车身制造领域,车顶激光焊接是一种通过激光钎焊工艺将车顶和侧围进行连接,以达到某种设计强度要求的工艺。激光焊接属于物理连接,具有制造工艺精良,外观表面质量优良,成型边缘光顺整齐,有利于整车匹配等优点。对于车身车顶、四门、前、后盖内外板连接,激光钎焊焊接工艺得以广泛应用。
车顶激光焊接工艺过程中除设备参数以外,焊缝大小,焊缝清洁度,是影响焊接质量的关键因素,在进行激光焊接工艺之前,首先需要将车顶通过定位完成成型点焊,由于焊缝表面的油污影响到钎焊介质的沁润,需要对焊缝表面进行清理油污、粉尘。目前会在钎焊工位前增加一个清洁工位,通过激光对表面进行烧灼,确保表面油污清理掉,以保证后面填钎焊的良好沁润以达到良好的焊接强度。而后,在激光焊工位,通过工装抓手,对焊缝进行逐一施压,确保焊缝趋近于0间隙后再进行激光钎焊焊接。

图1 车顶激光焊接及金相图
本文通过运用点云数据处理的虚拟匹配技术,将车顶、侧围在零件阶段进行扫描,通过分析点云的偏差,将零件进行虚拟配合,将超出标准的点进行标识,通知模具进行有针对性的修改,反复循环,以期达到配合要求,保证激光焊接工位的最佳间隙配合。最终保证激光焊接质量。
2 虚拟匹配流程
虚拟匹配是上海通用汽车制造部开发的一种零件匹配分析方法,利用激光扫描设备,扫描车身零件获取点云数据,在Polyworks软件根据GD&T基准,将各单件置于车身坐标系,电脑计算各零件之间的干涉和间隙,指导零件更改的一种集成技术。
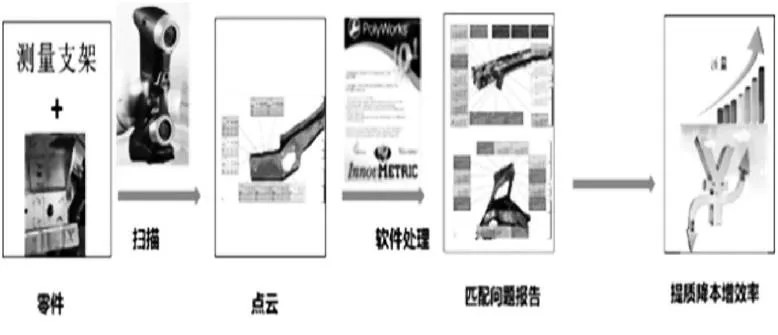
图2 虚拟匹配分析方法
3 零件公差分配及评估
白车身焊接过程中并不能进行公差分配,所需要求都是通过工装形式对零件进行定位或者整形,以期达到目标配合状态。激光焊接的要求是间隙小于0.3mm。该要求已经超出了传统冲压模具能够达到的零件成型公差,目前冲压模具能够达到的公差要求一般是+/-0.5mm//0.5mm,如果按照这个公差分配到侧围,车顶两个零件上,从尺寸链角度分析,超差概率高达147%,即公差不匹配。
基于此,需要开发定位矫正工装抓手,车身工装抓手对车顶焊缝有明确的矫正作用,大抓手通过分成20厘米到30里面的独立单元,对车顶焊缝间隙从上向下施加压力,由于车顶结构是开口结构,很容易形成向下变形,由于预置的45度断面结构,使车顶成功贴合到侧围的表面。但是,如果车顶或者侧围冲压表面起皱,或者局部位置形成了突点,导致实际位置形成顶死结构,则实际间隙将远大于0.3mm的配合间隙,间隙过大导致焊丝溶液沁润断面发生变化,焊缝将形成不均匀,缩孔、漏液、开裂等缺陷。

图3 焊缝配合间隙
目前结合模具技术,钣金设计定义了车顶R角的尺寸为2+0.5/-0mm,侧围相对垂直方向45度的夹角;形成了一个标准的焊接结构。钎焊溶液只需要填充完整,即可判断焊接满足连接强度的质量要求。
假设钎焊丝完全填充到焊缝中,则焊缝的断面乘以长度形成焊丝容量,即可推导出焊丝的送丝速度;随着焊缝间隙的加大,断面面积增大,所需焊丝体积也随之增大,但是由于焊接速度是固定的,在间隙增大的地方形成焊接表面填充物凹下,缩孔等焊接缺陷,所以控制焊接断面的一致性是改善焊接质量的必要方法。

图4 设计断面
基于验证要素的方法,控制焊缝间隙,开发了激光焊接的零件配合验证工艺流程图。零件的实际配合验证方法,考虑到抓手压板的尺寸为200mm左右,我们将点云按照50mm的距离进行分割后评估。

图5 工艺验证流程图
基于点云的数据处理断面,通过等距离点云处理,可以判断零件之间的配合状态,从间隙到干涉三个状态呈现出来。按照激光焊接匹配验证流程,我们发现在虚拟配合间隙小于1mm,干涉不大于1mm的情况下,工装抓手可以有效地改善间隙。为获取连续一致的0间隙,则需要点与点之间的突变不大于0.5mm;满足以上虚拟配合的零件,即可满足实际激光焊接的最小间隙要求。

4 GD&T图纸公差修正
1)基于实际的配合状态和激光焊接质量,需要对现有GD&T公差进行优化,确保冲压可以达到一个可达的公差标准,同时有利于车身焊接质量的监控;

图7 修正前的图纸公差
2)通过实际验证,干涉状态的数据更有利于减少间隙配合。基于此,将车顶公差设置成偏置公差;
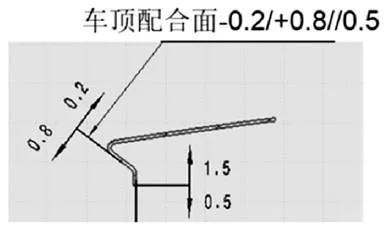
图8 修正后的车顶图纸公差
3)在满足配合的基础上,均匀的圆角也是必要的控制点,减少焊缝的尺寸波动。
5 虚拟配激光器参数的研究
稳定的激光焊接参数及速度是焊接质量的保证,过快的焊接速度无法保证钎焊介质与钣金很好的沁润,过慢会导致钎焊介质堆积,烧穿等缺陷;根据工厂43JPH,预设70mm/Min 的焊接速度,试验如下,在3700瓦的激光功率下逐步加大焊接送丝量到6.0m/min,依旧达不到焊接质量标准,通过调整激光器功率到4600瓦,焊接质量有所改善,但是依然达不到质量标准。故在考虑工厂43JHP以上的工厂,激光器功率需要大于5000瓦,或者考虑工位并联的设计方案,以满足3m左右车型焊缝的实施。

图9 试验焊缝状态
表1 焊接参数

通过一组试片试验我们可以发现,满足43JPH 的工位,需要焊接速度达到70mm/s;3700瓦无法融化焊丝,能量不足,导致脱焊现象(上图缺陷);逐步调大激光器功率,焊丝可以基本融化,但是填充量不足,沁润不足会导致功能要求不满足,焊接强度不足,潜在内部有裂纹。通过其他组试验,需要5300瓦以上的激光器可以满足70mm/s的焊接质量要求。是否可以满足更快的焊接速度,目前的研究反馈出无法满足焊接强度的质量要求。
6 小结
本文通过将虚拟匹配技术对激光焊接几何尺寸要求进行分析和研究,发现控制最小间隙对改善焊接质量有重要的作用。但是,仅仅提升间隙到0,不能解决日常的所需质量要求,需要综合考虑激光器功率,焊缝间隙,送丝速度、角度等一系列因素,才能解决焊接质量问题。同时通过虚拟匹配技术对零件进行匹配认证,提出改进意见,优化零件公差标准。形成一套系统的考量钎焊质量的验证方法。为降低生产成本及其实现车身国家智能制造有指导意义。
Research on Laser Welding Matching Standard Based on Virtual Matching of Scanning Technology
He Xuefeng
( Vehicle Manufacturing Engineering Department of SAIC General Motors Co., Ltd., Shanghai 201201 )
The roof laser welding is an advanced welding technology adopted by the current mainstream car manufacturers. It can effectively improve the body stiffness, reduce the energy consumption cost, optimize the number of parts, and provide a perfect appearance. However, the technical difficulty of this technology is to provide effective matching features to meet the quality requirements of laser welding. In this paper, through the application of virtual matching technology, according to the welding requirements to develop the matching specification, for the implementation of laser welding to provide quality assurance. It is of great significance to develop, reduce production cost and realize intelligent manufac -turing of auto-body.
Point cloud scanning; Virtual matching; Laser brazing
10.16638/j.cnki.1671-7988.2021.02.042
U466
A
1671-7988(2021)02-129-03
U466
A
1671-7988(2021)02-129-03
何学峰,就职于上汽通用汽车有限公司整车制造工程部。
