利用外廓塑型驱动信号提高FDM彩色3D打印机速度的技术方案
2021-02-01刘豫章
刘豫章
(深圳华星光电技术有限公司,广东 深圳 518107)
1.引言
目前,市面上的FDM彩色3D打印设备采用两套独立的机械结构,一套是用于3D塑型的机械结构,通过FDM成型系统实现塑形;另一套是用于平面喷绘的机械结构,通过彩色喷墨,使塑形件表面具有不同颜色。通过对FDM控制系统的剖析和研究,有两种提高彩色打印速度的方法。一种是通过解析外廓塑型命令使两套控制系统有机结合;另一种是通过解析外廓塑型驱动信号使两套控制系统有机结合。第一种方法的研究成果可见笔者发表的论文《由外廓塑型命令构造的环式彩色喷墨技术》,本文介绍第二种方法,即由外廓塑型驱动信号构造的环式彩色喷墨技术。
2.技术方案
该技术的要点是构建了一个如图1所示的由外扩塑型驱动信号构造的环式运动信号同步解析装置。
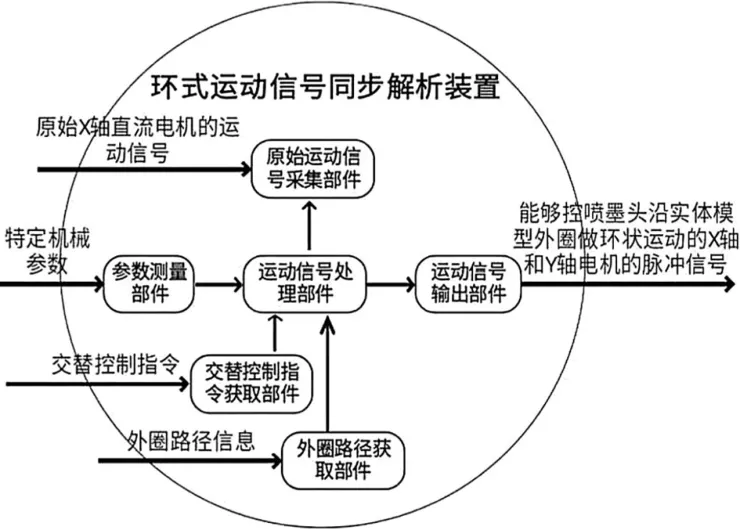
图1 环式运动信号解析装置内部结构示意图
该装置主要包含如下几个部件:(1)原始运动信号采集部件:用于采集喷绘部件发出的原始X轴直流电机的运动信号;(2)交替控制指令获取部件:用于接收上位机发出的塑型和喷绘的交替控制指令;(3)参数测量部件:用于测量特定的机械参数,特定的机械参数用于构造步进电机的脉冲信号;(4)外圈路径获取部件:用于获取实体模型切片完成后每一层外圈的路径信息;(5)运动信号处理部件:用于结合特定的机械参数和每一层外圈的路径信息,将原始X轴直流电机的运动信号转化为能够控制喷墨头沿实体模型外圈做环状运动的X轴和Y轴电机的脉冲信号;(6)运动信号输出部件,用于输出解析后的能够控制喷墨头沿实体模型外圈做环状运动的X轴和Y轴电机的脉冲信号,进而控制喷墨头沿着着色喷绘的X轴和Y轴运动。
运动信号解析装置与3D打印机的其他外围模块的连接关系如图2所示。
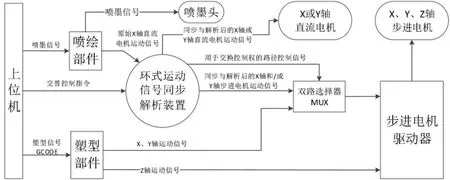
图2 环式运动信号解析装置与3D打印机其他部件的连接关系示意图
3.典型技术案例
假设实体模型的外圈轮廓为心形。
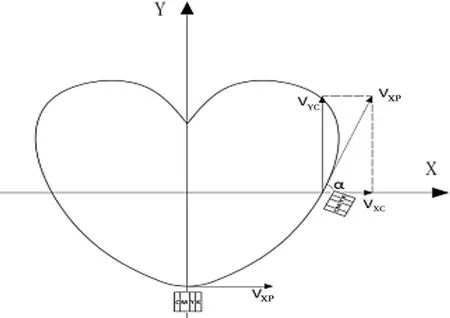
图3 喷墨头对实体模型的心形外圈轮廓进行喷绘的过程示意图
由图2的连接关系可推导出,同步转化后,喷墨头在X轴和Y轴步进电机的驱动下,沿着X轴和Y轴运动的线速度可按照以下公式计算:
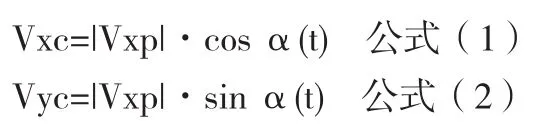
其中,Vxc为喷墨头沿着X轴运动的线速度,Vyc为喷墨头沿着Y轴运动的线速度,α(t)为喷墨头沿着外圈路径对实体模型进行喷绘时随时间t不断变化的瞬态偏移角度。为了消除环式喷绘时的喷绘死角,并使得喷墨头的CMYK喷墨区域的排列方向始终与同步后的喷墨头沿实体模型外圈的运动方向(即速度Vxc和速度Vyc相结合后的运动方向)垂直,还另加了一个能控制喷墨头旋转的旋转自由度R轴,使得喷墨头在喷墨环节中的任一时刻t相对于初始时刻t0旋转的角度始终等于α(t)。
另外,由于喷墨打印机在原始的平行扫描过程中,原始X轴的运动始终与喷墨头的CMYK区域垂直,无论X轴电机正向运动还是反向运动,混色分量的夹角均为90°。只要在上位机的喷墨源文件(源图片)中作出相应补偿即可忽略X轴电机Vxp的运动方向。因此公式(1)和公式(2)中的Vxp均取绝对值。
外圈路径获取部件通过采集塑型环节进行到外圈时X轴和Y轴步进电机的脉冲信号得到实体模型的外圈路径。该脉冲信号中含有周期脉冲信号和正反方向脉冲信号,通过该脉冲信号可以得到外圈的路径,进而得到喷墨头沿着外圈路径对实体模型进行喷绘时的瞬态角度。具体实现方案如下:
通过外圈路径获取部件,采集塑型环节进行到外圈时X轴和Y轴步进电机的脉冲信号,包括X轴步进电机的周期脉冲信号STEP_X和方向脉冲信号DIRECTION_X,Y轴步进电机的周期脉冲信号STEP_Y和方向脉冲信号DIRECTION_Y,得到X轴与Y轴步进电机的瞬态脉冲周期Txm、Tym以及两者的运动方向。X轴、Y轴步进电机的方向脉冲信号DIRECTION_X、DIRECTION_Y为高电平时为正向,为低电平时为反向。并由X轴与Y轴步进电机的瞬态脉冲周期Txm、Tym,通过如下公式计算出两者的角速度:

通过机械传动关系可计算出X轴与Y轴电机此时的线速率 |Vxm|与 |Vym|:

速度Vxm与Vym的正负号取决于采集到的X轴、Y轴步进电机的方向脉冲信号DIRECTION_X、DIRECTION_Y的高低电平,高电平时为正,低电平时为负。
塑型环节在实体模型的外圈进行塑型的过程中,任一时刻实体模型外圈轮廓法向量的变化角度的取值方式为:

而此时挤出头走过的距离为:


其中:tfdm为X、Y轴步进电机在塑型环节外圈塑型过程中的任一时刻。通过公式(5)和公式(6),消除参数tfdm可得到一个角度 的函数:

由于在喷绘环节中,喷墨头在外圈的喷绘路径和角度要与塑型环节外圈塑型的路径和角度吻合,只是喷绘时间与塑型环节外圈塑型的完成时间不同。因此在喷绘环节中,喷墨头的旋转角度α关于L的函数为:

且喷墨头在t时刻的运动速率函数始终是|Vxp(t)|,喷墨头在任一喷绘时刻t的旋转角度α(t)值为:
代入公式(3)和公式(4)得:t时刻的X轴和Y轴同步后的运动速度Vxc和Vyc分别为:
由以上公式(9)-公式(11)即可得到喷绘环节中,喷墨头在外圈的任意t时刻的α(t)值与X轴坐标的速度值Vxc(t)和Y轴坐标的速度值Vyc(t)。
运动信号处理部件工作过程如图4所示,通过光耦A和光耦B两路光耦采集原始X轴直流电机的脉冲信号,并通过运动信号处理部件处理,能够分别为X轴和Y轴步进电机驱动器的STEP管脚构建步进电机的转动周期信号、DIRECTION管脚构建步进电机的转动方向信号,进而驱动X轴和Y轴的步进电机转动,构建过程具体如下:
由于运动线速率|Vxc|和|Vyc|分别与X轴和Y轴的步进电机的运动角速度ωxc与ωyc成正比,并且速度Vxc和Vyc的正负号分别与X轴、Y轴步进电机的方向脉冲信号DIRECTION_X_C、DIRECTION_Y_C的高低电平相对应,因此可依次构造出X轴和Y轴两路步进电机的转动周期脉冲信号STEP_X_C、STEP_Y_C和转动方向信号DIRECTION_X_C、DIRECTION_Y_C,用于驱动喷墨头沿着实体模型的外圈做水平环状运动,以完成着色喷绘。

图4 运动信号处理部件工作过程示意图
面向此环式喷绘方式的控制架构牵涉到塑型环节与喷绘环节精准的交替控制与外廓塑型驱动信号的精准与高实时性解析等技术,一般情况下须采用基于FPGA+ARM的异构计算架构来作为实现此技术的优良平台,采用面向控制通讯、算法等IP软核来实现。
