固定床煤气化废水酚氨回收流程分析及新流程开发探讨
2021-01-21杨丽历杨得岭韩鑫凤
杨丽历,杨得岭,韩鑫凤
(赛鼎工程有限公司,山西 太原030032)
引 言
固定床碎煤加压气化废水主要产生于煤气洗涤和煤气冷凝过程,水质成分复杂,含有大量的酚、氨、脂肪酸、油类、酸性气体等有毒有害物质,是一种高氨氮、高酚、高CODcr、高色度且难以处理的工业废水,需先经过油品回收工段分离出油品和含尘焦油,再经过酚氨回收工段脱除酚、氨和酸性气体后,才能送生化处理达标排放,或进一步深度处理实现水资源回收循环利用,因此,酚氨回收是煤气化废水进入生化处理前的关键工序。
目前国内已有二十多个大型煤化工项目的固定床气化废水酚氨回收工段在运行,其采用较多的典型工艺流程为“脱酸脱氨→溶剂萃取→溶剂汽提→溶剂回收→氨精制”,经处理后排出的废水中总酚、氨氮、CODcr等含量基本能满足进入下游生化处理装置的指标要求[1-4]。但是酚氨回收工段在运行过程中存在的设备易堵塞、能耗高和生化处理难度大的问题,在一定程度上影响了装置的运行周期、运行效果以及企业的效益,新流程的开发显得非常必要和迫切。笔者所在团队就此课题开展试验研究,历时半年,通过不断调整试验方案、积累数据,已开发出煤气化废水酚氨回收新流程,以待工程使用和验证。
1 典型酚氨回收工艺流程及其局限性
1.1 典型酚氨回收工艺流程
典型的酚氨回收工艺流程示意图见图1。
典型酚氨回收工艺流程主要包括脱酸、脱氨、萃取、溶剂汽提、溶剂回收、氨精制等工序[5-7]。
煤气化废水分两股进入脱酸塔,一股经三级换热作为塔的热进料,另一股冷进料作为脱酸塔塔顶回流,CO2和H2S等酸性气体从塔顶汽提出来,经酸性气冷凝器后进入酸性气冷凝液罐进行分离,分离后的液体送煤气水分离装置,酸性气送硫回收装置,塔釜的废水经泵送至脱氨塔进行脱氨处理。
脱氨塔顶部出来的氨水汽经三级分凝冷却后,氨气进入后续氨精制工序,氨凝液送至煤气水分离装置,脱氨塔塔釜的废水经泵送至萃取塔上部,与从萃取塔底部进入的萃取剂通过逆流接触进行萃取,萃取物相从萃取塔顶部溢流进入萃取物槽,萃取水相由萃取塔釜泵送至水塔进行溶剂汽提。

图1 典型酚氨回收工艺流程示意图
溶剂和水的混合蒸汽从水塔顶部采出,经水塔顶冷凝器冷凝后,自流进入水塔顶油水分离器进行油水分离,上层分离出的溶剂相溢流进入溶剂循环槽中,下层水相回流至水塔中进行汽提,水塔塔釜废水经冷却后,送生化处理工序进一步处理。
进入萃取物槽的萃取物经换热后送入酚塔中部,溶剂从塔顶采出,经酚塔顶冷凝器冷凝后,进入溶剂循环槽回收循环使用。粗酚从塔釜经粗酚换热器冷却后,自流进入粗酚槽,经粗酚泵送至罐区。
三级分凝产生的氨气从氨气净化塔下段进入,净化后的氨气从塔顶采出,进入氨气吸收冷却器被水吸收,制成质量分数25%的氨水,一部分氨水作为氨气净化塔的回流,剩余部分送入氨精馏塔,氨气净化塔塔釜的净化废水送上游工序。
质量分数25%的氨水进入氨精馏塔,氨蒸汽从塔顶采出,经氨冷凝器冷凝成液氨,收集在液氨槽中,用液氨泵一部分送至氨精馏塔顶作为回流,剩余部分送至罐区。氨精馏塔塔釜的稀氨水返回上游工序。
1.2 典型酚氨回收工艺流程的局限性
在实际运行过程中,酚氨回收工段存在设备易堵塞、能耗高和出水指标难以满足生化处理要求等局限性,在一定程度上影响了装置的运行效果。
1.2.1 堵塞问题严重
煤气化废水虽经油品回收,但含油质量浓度仍在500 mg/L~2 000 mg/L,极易造成塔器和换热器堵塞,从而缩短设备的运行周期。为不影响正常运行,必须为易堵设备设置备用设备,导致装置占地和投资增加。
1.2.2 能耗较高
典型的酚氨回收流程首先将来自上游工序的废水加热进行汽提脱酸脱氨,再经冷却后进行萃取脱酚,之后将含有溶剂的废水再次加热进行汽提回收溶剂,最后冷却后送生化处理,因此在整个过程中需要将废水进行多次加热和冷却,蒸汽耗量和循环冷却水耗量都比较大。
1.2.3 副产品氨的品质不高
脱氨设置在萃取脱酚之前,脱氨时的废水中含酚、油较多,部分酚、油在脱氨的过程中与氨一起被汽提出来,进入后续系统中,影响了副产品氨的品质。
1.2.4 出水中污染物指标高,生化压力大
经酚氨回收处理后排出的煤气化废水中总酚、氨氮、COD等组分含量虽基本能满足生化处理装置的进水指标要求,但指标仍然偏高,造成后续生化处理压力大,装置流程复杂,投资成本较高[8]。
因此,要经济、有效地解决含油煤气化废水的处理难题,还是需从工艺流程方面进行改进。
2 酚氨回收新工艺流程开发思路、理论基础及工艺流程
2.1 开发思路
在处理含油煤气化废水的过程中,若能在脱酸脱氨前先降低废水的pH值,将水中酚和残余的油一起用溶剂萃取脱除,不仅可从根本上解决含油所造成的堵塞问题,还能提高副产品氨的品质,且在处理废水的过程中,可将废水的加热冷却次数降到最少,从而大幅度降低能耗,节约投资和占地。
目前国内常采用的萃取剂为二异丙基醚和甲基异丁基甲酮,它们对酚有较好的萃取效果,相对而言,甲基异丁基甲酮对多元酚和油的萃取效果优于二异丙基醚,且酮的溶剂损失较低、易于采购、使用安全性也较醚好,因此新工艺流程确定采用甲基异丁基甲酮作为萃取溶剂[9-10]。
2.2 理论基础和试验验证
2.2.1 理论基础
溶剂萃取法是处理含酚废水最常用和经济有效的方法。其中,溶剂萃取环境的pH值是影响溶剂萃取效率的重要因素[11]。
在萃取脱酚过程中,酚类物质是以分子形态进入有机相的,离子态的酚则留在水相中。酚类物质是一种典型的Lewis酸,在水溶液中存在式(1)所示电离平衡:

其电离程度受水相的pH值的影响,在酸性条件下酚类几乎不发生电离,以分子形态存在,随着水相pH值的增大,酚类物质的解离程度增加,分子形态的酚类数量减少,因而萃取剂萃取酚的分配系数(分配系数是指在一定温度下,达到分配平衡时某一物质在两种互不相溶的溶剂中的活度(常近似为浓度)之比,为一常数。)也会减小。甲基异丁基甲酮萃取酚的分配系数与pH值的关系曲线[12]见图2。
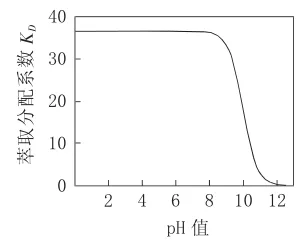
图2 25℃时甲基异丁基甲酮萃取酚的分配系数与pH值的关系[12]
由图2可知,当水相pH值小于8时,pH值对萃取剂的平衡分配系数影响不大;水相pH值大于9时,萃取剂对酚的平衡分配系数急剧降低;水相pH值大于12时,分配系数为0,酚类几乎不能被萃取。所以萃取脱酚宜在pH≤8下进行。
煤气化废水中由于氨、有机碱等物质的存在,pH值高达9~11,因此,需要首先降低含油酚氨废水的pH值。最直接降低pH值的方法是向废水中加入强酸酸化,但耗酸量较大,对设备会造成一定的腐蚀,且由于加酸后废水中的游离氨会转变成难以脱除的固定氨,萃取之后需要加入大量的碱来分解固定氨,成本太高,可操作性不强。二氧化碳不仅可与煤气水中的碱性物质反应,生成相应的碳酸铵盐,降低煤气水的碱度,还可以与水反应生成碳酸,直接降低煤气水的pH值。
为验证在废水中通入二氧化碳降低废水pH值的方案的可行性和Aspen建模模型的准确性,首先利用Aspen流程模拟软件对常压、25℃下二氧化碳饱和溶液、浓度0.1 mol/L氨水、浓度0.1 mol/L碳酸氢铵溶液pH值进行了计算,计算结果与实测值的比较见表1。由表1可知,计算结果与实测值接近,从而验证了Aspen建模计算的可靠性。

表1 常压、25℃条件下3种溶液的pH计算值与实测值的比较
其次,以碎煤加压气化废水为例,计算了二氧化碳酸化降低废水pH值的可行性和二氧化碳的耗量。某项目煤气化废水处理能力为300 t/h,总酚质量浓度为4 040 mg/L,总氨质量浓度为4 860 mg/L,二氧化碳质量浓度为4 100 mg/L,硫化氢质量浓度为50 mg/L,油类质量浓度为500 mg/L。以该水为例,CO2通入量与废水pH的关系见表2。

表2 CO2通入量与废水pH值的关系
由表2可知,常压下向废水中通入二氧化碳2 800 kg/h,即能将该废水的pH值降至7.21;随着酸化操作压力的升高,废水饱和时的pH值会逐渐降低,0.2 MPa(G)下通入二氧化碳约3 400 kg/h,能使该废水pH值降到6.74。因此,通过将二氧化碳通入含油煤气化废水、从而使废水pH值降到8.0以下是可行的。
2.2.2 试验验证
为验证二氧化碳酸化煤气化废水及酸化后萃取脱酚的可行性和效果,笔者所在团队采用国内运行的4个类似项目的实际煤气化废水水样,进行了二氧化碳酸化及萃取脱酚试验,4个项目原料煤气化废水的组成见表3。

表3 4个项目原料煤气化废水的组成
2.2.2.1 二氧化碳酸化试验
采用向煤气化废水中通入二氧化碳的办法降低煤气化废水的pH值。考虑到二氧化碳在水中存在溶解平衡,为了选择适宜的酸化压力,考察了在40℃、0~200 kPa(G)范围内酸化压力对煤气化废水平衡pH值的影响,结果见表4。
由表4可知,随着酸化压力的增大,饱和酸化后煤气化废水的平衡pH值逐渐降低,说明提高压力有利于二氧化碳对煤气化废水的酸化过程。虽然在常压下即可满足萃取脱酚所需要的水相pH≤8.0的环境,但是在实际工程应用中,煤气化废水的水质十分复杂,适当提高酸化压力,有利于提供稳定的萃取酸度环境,提高萃取脱酚的效率。
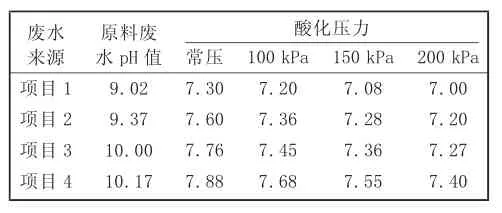
表4 40℃、不同酸化压力下煤气化废水的平衡pH值
此外,在相同的酸化压力下,不同项目的煤气化废水酸化平衡后达到的pH值并不相同,即不同项目的煤气化废水被二氧化碳酸化的难易程度不同。这与煤气化废水的水质组成有关,而煤气化废水的水质与气化工艺技术、运行条件和气化用煤的组成有关。据此,酸化压力的选择要综合考虑多方面因素。
2.2.2.2 二氧化碳酸化后萃取脱酚试验
40℃、常压酸化及加压酸化后萃取脱酚的试验结果见表5。为了验证酸化后萃取效果,试验萃取剂选用与实际运行项目相同的萃取剂。

表5 40℃、常压酸化和加压酸化条件下萃取脱酚后废水中残留总酚质量浓度mg/L
从表5可以看出,虽然由于各原料废水组成不同,单元酚和多元酚所占比例各异导致各废水酸化后萃取效果略有不同,但总体趋势符合萃取脱酚的原理,即酸化压力越高,酸化后废水的pH值越低,残留酚浓度越低,同时利用甲基异丁基甲酮萃取脱酚效率越高。酸化萃取脱酚后的总酚残留量均比各现场实际运行的数值低,说明脱酚效率能够得到保证,二氧化碳酸化后用甲基异丁基甲酮萃取脱酚的技术路线是可行的。
2.3 技术路线及特点
酚氨回收新工艺流程采用的技术路线为:酸性气饱和→溶剂萃取脱酚和油→溶剂汽提→脱酸脱氨→氨气净化及氨精制。酚氨回收新工艺流程示意图见图3。
新工艺流程特点如下:
(1)用酸性气饱和酸化煤气水,将废水pH降至

图3 酚氨回收新工艺流程示意图
8.0 以下,可创造出适宜萃取脱酚的pH值环境。
(2)将萃取单元提前,萃取酚的同时残油也被萃取,可有效缓解酚氨回收工段设备堵塞问题,减少设备投资和占地,还可以提高副产品氨的品质。
(3)溶剂回收与脱酸过程有机结合,取消原溶剂回收塔,脱酸过程将水中溶解的溶剂和酸性气一起汽提出来,冷却的同时采用脱氨废水喷淋洗涤氨并回收溶剂,洗涤后的酸性气去饱和塔酸化原料废水;溶剂和洗涤液分层,分别送溶剂循环槽和脱酸塔顶。
(4)在脱酸脱氨前先进行萃取脱酚和油,对废水的处理过程中只有一次升温和冷却过程,会大幅降低蒸汽和循环冷却水的用量,降低能耗,有效节约能源。
(5)采用甲基异丁基甲酮作为萃取剂,强化单元酚和多元酚的萃取能力,且溶剂回收容易,另外甲基异丁基甲酮对油脂类物质也具有稳定、高效的萃取效率,同时以酸性气饱和酸化创造萃取酸度环境,确保萃取脱酚效率,保证送后续生化处理的废水指标。
3 酚氨回收新工艺流程的投资和能耗分析
3.1 节约装置投资
酚氨回收新工艺流程将萃取脱酚工序提前,脱酸脱氨工序置后,解决了典型工艺流程的塔器和换热器堵塞问题,可延长设备的运行周期,也可大大降低操作人员的工作强度,减少备用的易堵设备,从而降低装置占地和投资。典型酚氨回收流程(煤气化废水处理能力300 t/h)与新流程的工艺设备分类汇总见表6。

表6 典型流程与新流程工艺设备分类汇总
由表6可以看出,与典型流程相比,新流程的设备数量除塔类设备增加外,其他类设备均减少,共减少26台,塔类设备数量虽增加,但塔盘选型和塔体材料均发生变化,所以塔类设备总费用降低,所有设备总投资共减少约1 470.9万元,有利于提高酚氨回收工段的经济性和竞争性。
3.2 节能效果
以大型煤化工配套的酚氨回收工段单系列300 t/h处理规模为例,某煤制气工厂典型酚氨回收工艺流程与酚氨回收新工艺流程的模拟能耗对比见表7。
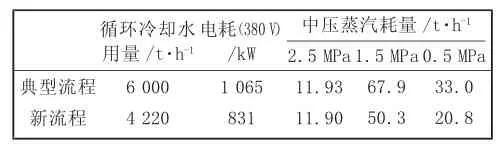
表7 典型流程与新流程的主要能耗对比
由表7可知,相比典型酚氨回收工艺流程,酚氨回收新工艺流程能耗更低。按照模拟结果,循环冷却水耗量减少29.7%,电耗降低22.0%,2.5 MPa中压蒸汽耗量相当,1.5 MPa中压蒸汽耗量减少25.9%,0.5 MPa低压蒸汽耗量减少37.0%,新工艺流程可大幅降低项目运行费用。
4 结论与展望
流程模拟和实际煤气化废水试验证明,采用二氧化碳酸化煤气化废水,能将废水pH值降至8.0以下,为溶剂萃取脱酚创造出适合的pH值环境,酸化后萃取脱酚效果优于现有工艺流程萃取脱酚效果,表明酸化后萃取脱酚技术路线是可行的。而且酚氨回收新工艺流程相比典型流程能耗低、投资低,有利于提高酚氨回收工段的经济性和竞争性。
同时新流程可有效缓解酚氨回收工段设备堵塞的问题,延长运行周期,减轻操作工人劳动强度;在脱氨时,采出的氨的纯度更高,可简化氨气净化系统的配置,副产品氨水或者液氨的品质可以得到提高。
因此,酚氨回收新工艺流程对当前大型煤化工碎煤加压气化工艺的废水处理有一定的现实意义,且新流程对所有含油酚氨废水的处理具有普适性,如焦化废水、兰炭废水、低质煤热解废水、焦油加氢废水等,在提高萃取效率的同时,也能大幅降低装置的能耗,具有良好的经济效益和社会效益。
