铸坯实重在线检测技术开发
2021-01-14赵阳
赵阳
(抚顺新钢铁有限责任公司炼钢厂 辽宁抚顺 113001)
1 前言
钢材行业竞争激烈,国内外钢铁企业都在不断寻求进一步降低生产成本的途径或方法,在炼钢连铸领域,连铸定尺系统非常重要,定尺的控制精度直接影响到连铸坯的成材率,若切割出的连铸坯过长会造成原料很大的浪费,若切割出的连铸坯过短,轧钢工序就轧制不出来所需规格成品的螺纹钢或线材,形成短尺[1]等现象。
国内外现有的检测技术主要有“机械碰球式”、“编码器”和“摄像机”,由于摄像机技术具有非接触检测、检测精度高、维护方便等优点正逐渐取代接触式检测、检测精度差、维护量大的“机械碰球式”和“编码器”技术。在这种背景下,新钢铁也开始应用基于摄像机技术的铸坯实重在线检测技术,取代原有的“机械碰球式”技术。
2 连铸机主要参数
炼钢厂现有5台小方坯连铸机,轧钢厂有棒材螺纹钢生产线3条,线材生产线1条,铸坯通过辊道或保温车形式进行转序,以HRB400E系列低合金钢作为研究对象,现场工艺条件如表1。
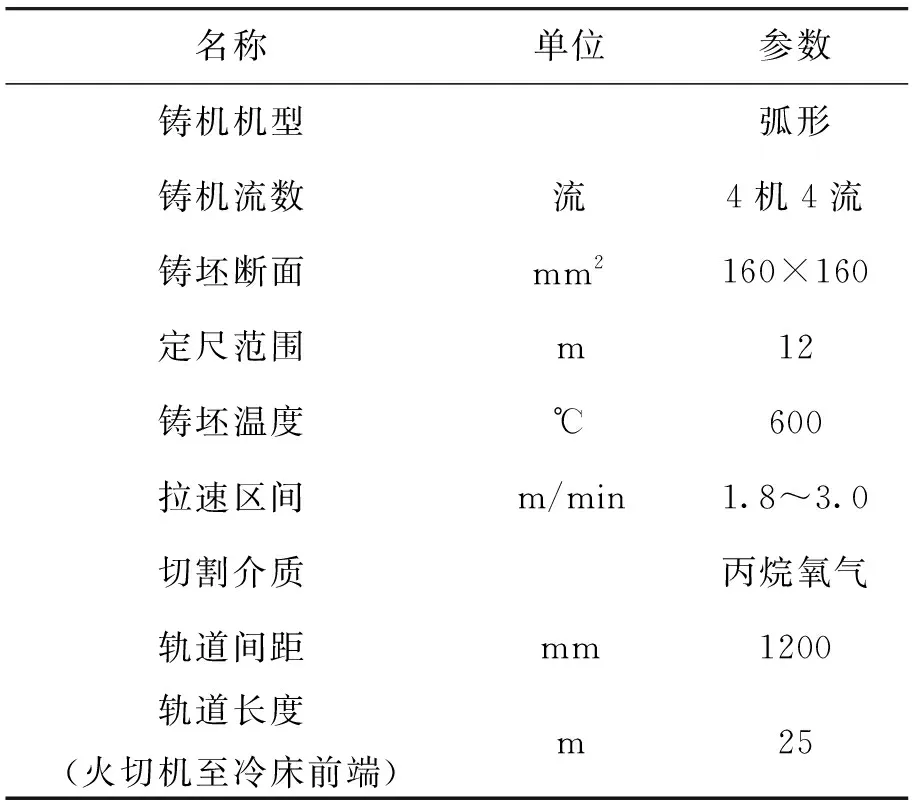
表1 现场工艺条件
3 技术要求
1)定尺系统检测精度:±20mm。
2)定位系统检测精度:±20mm。
3)重量计量精度:≤1.5‰(静态)。
4)系统控制精度:≤3‰(在连铸机等设备工作稳定的情况下)。
5)称重周期:≤25~60s。
4 设备技术性能
4.1 设计原理
该系统采用先进的图像处理技术(非接触式)在线识别热钢坯的长度,自动控置剪切机定尺切割热钢坯,检测、显示运行状态,通过红外摄像机远距离采集运动钢坯的图像信息。
计算机对图像信息进行模式识别程序处理,形成操作信息并转换为规定格式的电信号,通过执行机构对热钢坯进行剪切,控制铸坯剪切长度。
闭环状态下,系统进行定重方式切割,称重信号闭环返回系统进行运算,实时在线按重量微调定尺长度[2]。
4.2 系统工作流程
系统总体布置及工作流程示意图如图1。
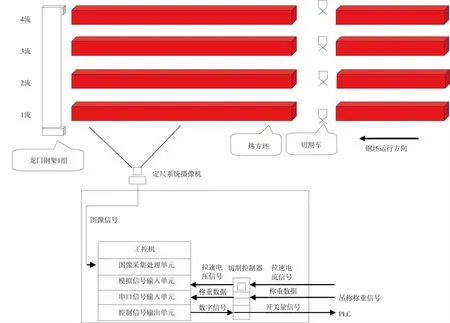
图1 系统总体布置及工作流程图
闭环状态,系统进行定重方式切割。当钢坯由输送辊道运至电子秤位置时,人工或自动停止辊道运转。启动液压系统控制升降油缸,油缸将钢坯提升到位后停止在一个固定位置,称重传感器将重量信息传输给称重仪表,仪表将称重数值传送给定尺系统进行闭环运算;将钢坯落下到传输辊道上,启动辊道将钢坯运走,系统进入下一个各种循环。称重数值闭环返回系统后根据相应公式计算,实时在线按重量微调定尺长度。实际称重过程中每只液压油缸升降行程约400mm;以保证下支铸坯到来前称重完毕并闭环调整。
4.3 系统工作特点
1)定重定长两种切割方式,灵活选择,在线切换。
2)可以储存不同规格、不同截面的各种定尺,每流200个。在线自动转换,快捷方便。
3)每流可根据用户的要求发出预夹紧、夹紧、切割、辊升、辊降切割车的返回等信号。
4)操作员还可以通过监视器和键盘,手动控制切割方式的转换,以备特殊情况下使用。
5)操作员可用键盘或鼠标,改变各种控制参数,调整运行状态,参数可有选择地存盘,不需每次设置。同时可手动控制切割方式转换,以备特殊情况下使用。
6)采用双屏4摄像监控方式,系统识别偏差1mm,设备正常情况下(如:切割车能自动回到零位),系统定长剪切误差为0~20mm,定重误差0~3kg。可对误差范围进行微调,使误差在最小值。
7)系统光标可对定尺实时跟踪,不断显示钢坯长度数据。监视器实时显示当前的热钢坯的运行状态,显示相应参数,如:切割状态、定尺长度、每流拉速等,统计并显示每流切割根数、总切割根数及总产量。
8)可按班次对生产进行管理。每班接班时电子签到,签到后当班的钢种、定尺、钢坯规格,每流切割支数、产量、总产量等数据,记入该班生产数据库,生产数据库可按时间、班组等查询。
4.4 称重系统特点
1)有效解决连铸坯称重场合存在高温(800℃左右)辐射、对称重机械的热传导和水蒸气等。
2)有效滤除秤架的动态升降带来的传感器机械稳定性和重复性影响。
3)前后提升机构的同步提升,采用高精度传感器,匹配高精度称重测量和控制技术,提高称重稳定性和精度。
4)称重数据中正确有效的提取,抗干扰解决。
5)称量周期短,适应现场快节奏生产频率。
6)称量为吊挂方式,即使故障时也不会与现场生产发生冲突;吊起后方向准确,秤体稳定,准确落回原位;与吊挂连接结构设计合理,便于维修更换。
5 存在的问题
统计近几年数据,5台连铸机称重合格率情况如表2。综合称重合格率为69.65%,从效果确认来看,相对原来的机械碰球式技术,连铸机定重定尺切割系统的投入使用,提高了铸坯称重合格率,使轧钢转序钢坯的重量波动大幅减少,轧线的乱尺材数量减少,有了一定的进步,但随着定重系统的投入运行,也出现了一些问题,主要因其特殊的工作环境及结构形式造成,称重不稳定现象增多,使用合格率低,走定尺的情况较多。针对上述问题,进行技术攻关,称重系统使用稳定性提高,称重合格率提高。
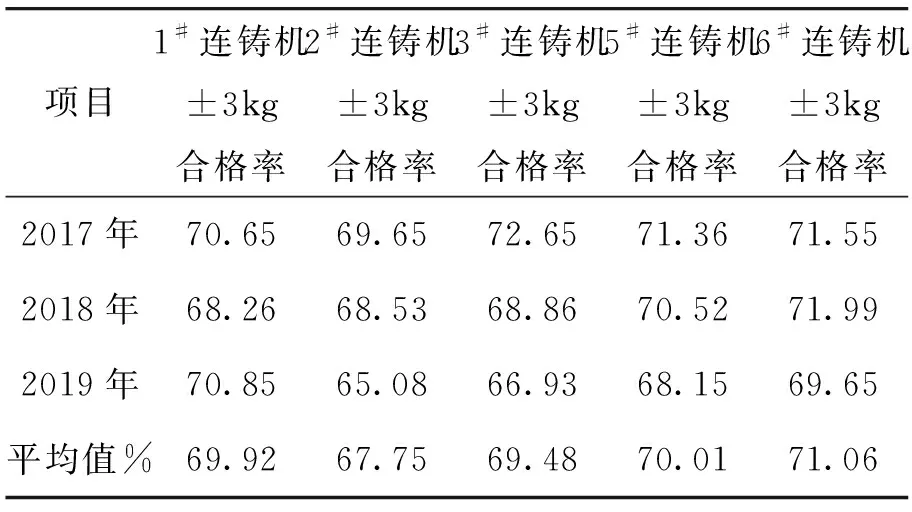
表2 称重合格率统计表 (单位:%)
6 二次改善
6.1 吊环高度调整
吊环是提升钢坯的器具,每只吊环在使用中必须同时受力在同一高度。现场使用时吊环高度会发生变化,但传感器连接件螺丝扣短,造成上下调整距离受到限制,吊环难达到同一高度,将传感器连接件从长度100mm加长至200mm,见图2。
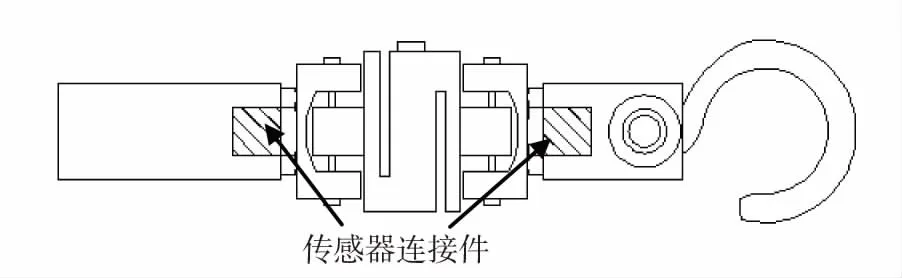
图2 传感器连接件图
6.2 吊环形式改善
由于现场制作的吊环限位装置是V型滑槽形式,且下端是固定在紧挨辊道的一根钢梁上。钢梁随着现场高温的烘烤易发生扭曲,使限位装置发生位置改变。吊环就刮碰限位造成测量失准,采用槽钢做成限位增大间隙,见图3,此方法虽说不刮卡了,但失去限位的作用而没采用,最终选用在吊环两端悬挂两根链条形式,防止旋转顶碰钢坯,改善后见图4。
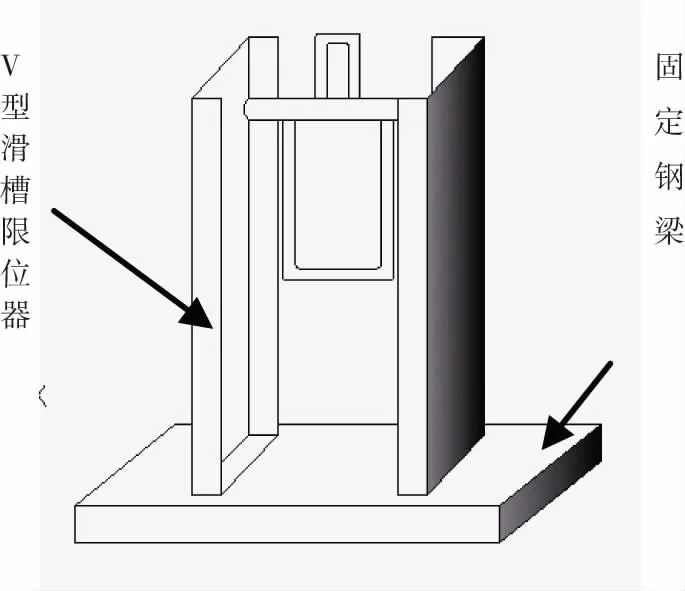
图3 增大间隙的吊环图
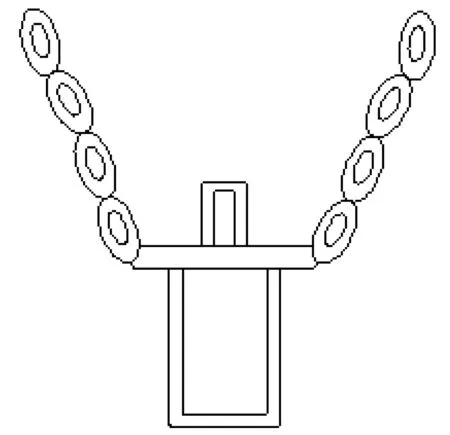
图4 链条形式吊环图
6.3 传感器
6.3.1 传感器更换
现场安装的传感器不是耐高温的,经常出现持续高温烘烤导致性能下降造成停秤。把原TSH-2传感器更换成CZL-YB-1FS耐高温式的[3]。改善后延长了传感器的使用寿命,设备运行稳定性提高。
6.3.2 电缆防护
传感器电缆裸露在外面,现场高温烘烤易造成电缆芯线短路损坏。将电缆穿入阻燃穿线管后并缠绕石绵布进行防护,解决了电缆被高温烘烤的问题。传感器电缆被遮挡的面积是有限的,钢坯的热辐射太强。在原隔热罩外沿制作隔热板,防护面积扩大30%,极大降低了热源的辐射。
6.4 检修开关
每次检修仪表需要断电时,没有分控开关,只有1只总开关,不论检修哪1台仪表都得全部断电检修,影响其它流的正常使用。在仪表盘内增设分控开关,检修不受影响,也便于维修。
6.5 吊环数量
秤台下方的吊环数量少、距离远,称重时钢坯上升到位后抖动严重,数据很难稳定下来。增加吊环数量,每流为3个吊环,有效减缓秤台的抖动。
6.6秤台摆动
秤台升起后由于每只吊环受力点在秤台上方重心过高,造成秤台左右摆动,称量数据不稳定。将每只吊环长度缩小6cm,断开重新焊接,降低受力点高度,把每只吊环的上方固定支架改成铁板,降低高度10cm,有效减缓秤台摆动。
6.7桥架抖动
连铸机的四个流在称重时上升、下降产生的震动都会影响液压桥架的抖动,最终影响其它流的数据不稳定。在液压桥架的下方焊接备筋提高强度。桥架的抖动问题得到解决,称量数据不受此问题的干扰。
6.8锁紧固定
运行中发现每只传感器的上下连接螺杆由于旋转易造成传感器顶死,使传感器不能正常工作现象频发,见图5,针对此现象,在原有的传感器上下连接件的螺杆上加装备帽将其锁紧固定,连接件锁紧后不再发生顶死的情况。

图5 传感器连接件图
7 效果确认
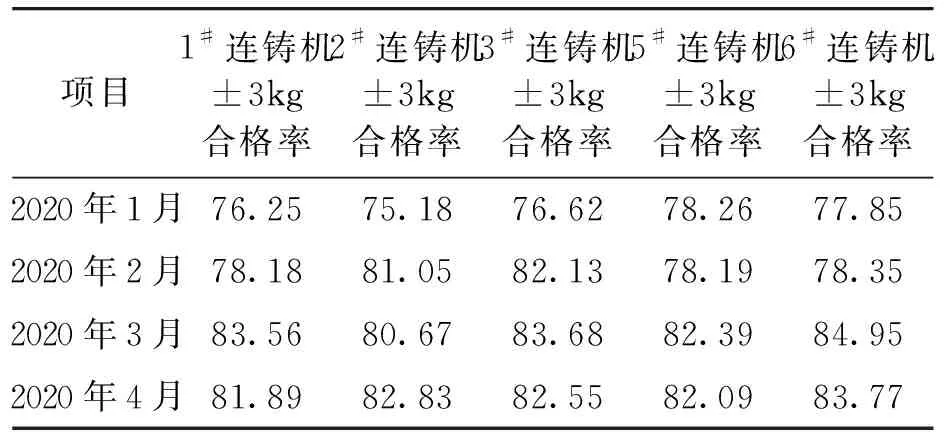
表3 称重合格率统计表 (单位:%)
经过二次改善后,统计称重数据如表3,综合称重合格率上升至80.52%。
8 结论
1)通过开发应用铸坯实重在线检测技术,替代“机械碰球式”检测技术,减少了钢坯重量波动,提高了铸坯称重合格率。
2)结合称重系统现场实际运行情况,不断对称重系统进行二次改善,使系统运行更加稳定,运行精度提高,减少转序钢坯重量波动,铸坯称重合格率提升至80%以上。
3)采用此称重系统后,按每根铸坯减少损耗1公斤/根,2019年钢产量346万吨计算,年可创效益约605万元/年。
