弹簧型薄壁衬套的加工方法
2021-01-14顾景江惠展付光勇邵林
顾景江 惠展 付光勇 邵林
(中钢集团西安重机有限公司 陕西西安 710201)
1 衬套的结构特征及设计要求
如图1,内衬套为螺旋式弹簧结构,安装于钢制外衬套内腔。外衬套加工为常规加工,而内衬套为薄壁弹簧结构,加工难度大,技术要求高,作为重点讨论对象。
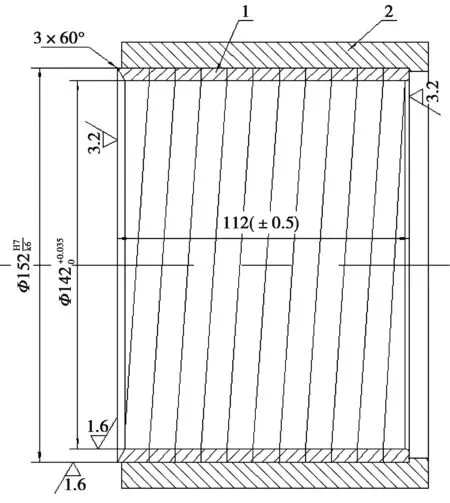
图1 弹簧衬套装配简图1-内衬套;2-外衬套
内衬套弹簧螺纹贯穿内外圆,内外圆公差只有0-0.035mm,长度为112mm,壁厚单边也只有5mm,同时表面质量要求较高,内外圆粗糙度为 加工难点一:此衬套的结构是螺旋结构,横截面为方形,不是传统的圆形,内外圆有公差要求。如何才能加工出螺旋结构?因为这种结构不适合传统用的卷簧工艺,而普通车床虽然都可以加工螺纹,但是车床加工出的螺纹底径是不透的[1][2]。另外螺旋长度如何保证? 加工难点二:零件为薄壁结构,在加工过程中容易变形,引起工件和刀具间的相对运动轨迹发生变化,如果这种变化过大,容易致使零件的形位公差和尺寸精度超差[3][4][5]。另外此零件硬度要求较高,还需要淬火处理,所以必须保证变形大小在可控制和允许的范围内,以确保零件加工尺寸的稳定性和较好的表面加工质量。 表1 加工工艺内容及工艺路线 针对加工难点一螺旋结构的加工给出的解决办法是利用普通车床设备先加工内外圆和端面留一定余量(保证螺纹圈数),然后加工出螺纹,在螺纹底部留合适的余量,然后交由钳工按螺旋线磨开,去掉螺纹底部多余的部分,最后在铣床保证弹簧内衬套长度要求,这样从结构上就实现了设计要求。 零件本身就是薄壁件,而且需要淬火处理,为确保零件加工尺寸的稳定性和表面加工质量,本文还是采用磨削进行精加工来保证,但是在磨削时就需要做相应的工装,根据工况及实际应用要求,磨削工序采用的是先磨外圆然后以外圆为基准再磨削内孔的工艺。 外圆磨削:以压紧法兰和芯轴作为内衬套外圆磨削的工装,安装方式如图2所示。安装后进行外圆磨削。 图2 外圆磨削1-压紧法兰;2-内衬套;3-芯轴 内孔磨削:如图3所示,在加工内孔前,先将内衬套装入外衬套内并用工装法兰压紧,然后卸掉芯轴,以外衬套外圆为基准磨削内衬套内孔。 图3 内孔磨削1-压紧法兰;2-外衬套;3-内衬套 由于内外衬套安装配合间隙直接影响内衬套内孔加工误差,故在内外衬套安装前,首先要确定外衬套内孔尺寸公差。内衬套为螺旋结构,如果与外衬套配合间隙较大,将造成内孔在装配时实际直径偏小,轴向长度要增加;如果配合间隙较小,将造成内孔在装配时实际直径偏大,轴向长度要缩短。需经过试验来确定外衬套内孔的合理公差。 按照上述的工艺,利用工装,通过设置合适的切削参数加工出了满足设计要求的产品。 针对弹簧型薄壁衬套的加工难点本文提供了详细的工艺解决方案,取得了理想的效果。为同类产品的加工提供了一种工艺方法,对弹簧型衬套和薄壁型衬套的加工也具有良好的借鉴意义。2 内衬套工艺性分析
3 零件工艺加工路线
4 关键工序
4.1 车螺纹
4.2 磨薄壁内外圆

5 结束语
