FANUC 0i 在Siemens Profibus 总线中的应用
2021-01-12申晓园
李 强,申晓园
(江苏金方圆数控机床有限公司,江苏扬州 225127)
0 引言
随着近年来工业4.0 推动自动化技术的蓬勃发展,总线通讯技术应用更加成熟,尤其是德国西门子公司推出Profibus DP总线,以其高可靠性及高传输速度成为应用十分广泛的现场总线技术。本项目根据国内某重型汽车公司的新厂区设计规划需要,组建一个汽车底盘加工生产线。整个生产线的源头是一台进口开卷辊压机,第1 步将卷板坯料加工成为U型槽钢,第2步为打码标识,第3 步为冲孔加工,第4 步为等离子切割,第5步为纵梁折弯,每一环节的板料运输由遍布车间的物流行吊机构完成,如图1 所示。为适应全面覆盖整个工厂车间实现自动化的需要,选择应用Siemens Profibus DP总线作为贯穿整个项目的经脉。
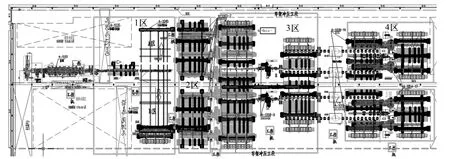
图1 自动化工厂布局
整个自动化车间由多家企业共同承担,协作完成,笔者公司负责图中的第2 和3 区域的汽车纵梁冲孔机部分,以2区共计6台单机设备为例,分别由6套独立的FANUC 0i系统控制。遍布整个自动生产线各环节的物流行吊机构由第三方厂家通过西门子S7-315DP 实现控制。每一台独立的汽车纵梁冲孔机都作为整个自动生产线的独立执行机构单元,只与总线进行数据通讯,单机之间互不影响。因此,本次项目工作分为单机调试阶段和联网通讯调试阶段,在此对单机调试内容略过。
1 通讯框架结构
将6台FANUC 0i 控制的单机设备通过选用Profibus DP从站模块,与一套西门子S7-315DP 模块作为主站,组成一套独立的Profibus DP总线结构,再通过Profibus DP Coupler耦合器,与物流行吊机构的西门子S7-315DP 模块作为主站,组成的另一套Profibus DP总线进行数据通讯。
主要元器件构成如表1和表2所示。

表1 FANUC关联部分

表2 Siemens整套部分
硬件组成分布如图2所示。
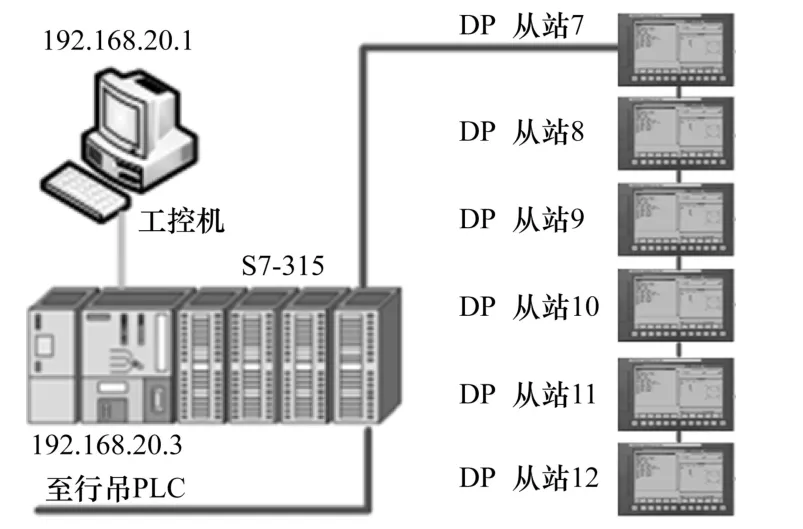
图2 总线结构示意图
2 FANUC端Profibus通讯设置
订货带有Profibus DP Slave 功能的FANUC 0i 系统单元,按照图2的连接顺序,组成Profibus DP通讯总线结构,单机的总线接口位于CNC单元后面,如图3所示。
首先需要分别为每一台FANUC从站系统设置不同的站点号,为使6台相同的单机设备应用同一套PMC程序,必须统一相同的数据通讯地址。在本项目中,6 台FANUC系统从站号设定为7、8、9、10、11、12,接收信号地址从R4100 开始,发送信号地址从R4200开始,长度都为64 字节,如图4和图5所示。因此,在单机的FANUC 系统PMC 中,只需要对R4100和R4200开始的64字节进行处理,即可实现与物流行吊机构的西门子PLC进行数据通讯[1-2]。

图3 FANUC 0i 的Profibus DP插件单元

图4 FANUC 0i 的Profibus DP从站地址设置
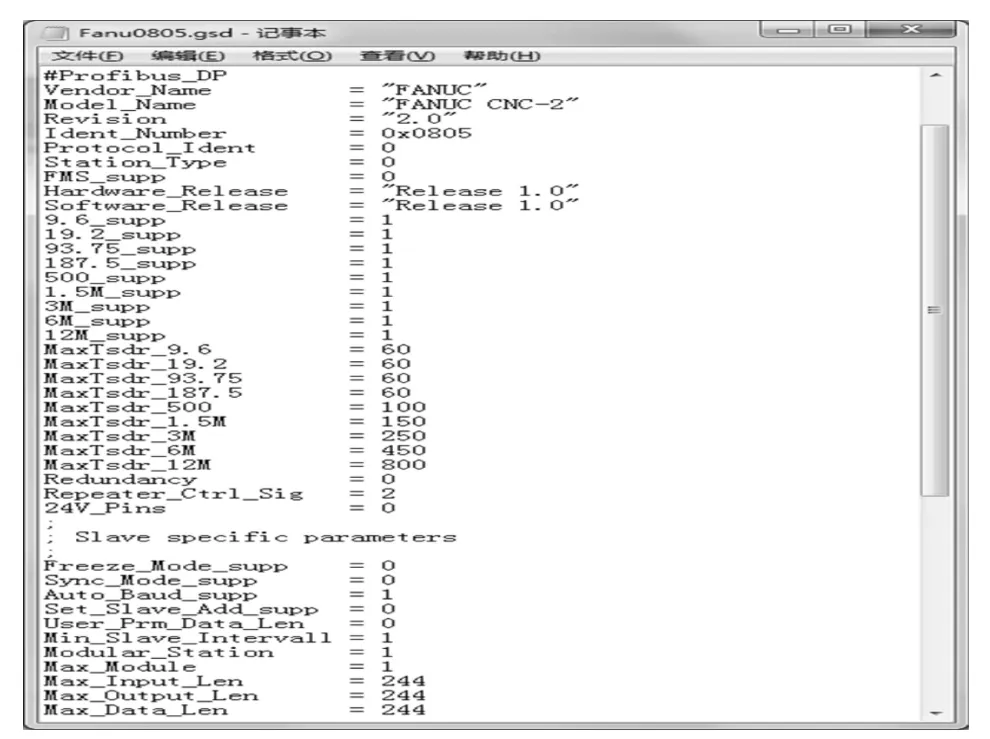
图5 Fanu0805. gsd文件
3 Siemens端Profibus通讯设置
根据Profibus DP通讯的需要,FANUC提供Fanu0805.gsd从站文件,由此文件中获取从站的设备版本号、定义支持的协议、设备类型、设备硬件及软件版本号、ID、支持的波特率、信息长度、诊断信息含义、输入/输出模块可选范围等。“Module =" 64 Byte Out,64 Byte In" 0xC0,0x3F,0x3F”,对应FANUC的从站定义为64 位输出/64 位输入。将此文件存放于Siemens Step7软件安装指定GSD文件区域内,即可在进行西门子硬件组态时,在硬件选项列表中直接调用。
通过西门子S7-315DP组成Profibus DP总线的硬件配置,通过Step7 软件完成各模块的软件组态,如图6所示。

图6 西门子Step7 配置组态结构
在本项目中,单机设备的控制完全由FANUC 0i系统实现,而应用Siemens S7-315DP 不控制任何实际机床设备的动作,其作用只是将6 台单机设备组成一套Profibus DP 总线网络,然后通过DP-Coupler 耦合器与物流行吊机构的控制系统实现Profibus DP 总线与Profibus DP 总线之间的数据通讯。在每个从站中分别设置通讯部分输入输出地址,如图7所示。

图7 西门子Step7 配置各单元输入输出地址段
采用“Consistent”类型的数据,PLC 自身数据按时间戳发送,因此必须调用SFC14 和SFC15 以保证两个Profibus 网络之间的所有对应数据通讯都在一个周期内完成。
SFC14:读取DP标准从站连续数据。
SFC15:向DP标准从站写入连续数据。
至此,通讯设定和硬件组态工作基本完成,FANUC可与Siemens S7-315DP实现数据通讯。
4 DP-Coupler
DP-Coupler 模块用于连接两个Profibus-DP 网络,以便在这两个主站网络之间进行数据通讯,数据通讯区最高可以达244 字节输入和244 字节的输出。在此方案中,正是利用DP-Coupler模块将S7-315 和8 台纵梁冲孔机组成的Profibus-DP网络与物料行吊单元的Profibus-DP网络进行纵梁的型号和工艺等数据的交换。
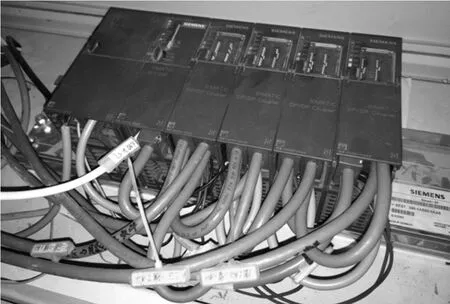
图8 西门子S7-315 和DP/DP-Coupler
图8所示为项目现场的西门子S7-315和DP/DP-Coupler的硬件安装,组成1#Profibus-DP网络。现场所有的Profibus线缆连接就绪之后,务必注意要将Profibus 连接的首站和尾站插头上的终端电阻开关拨到ON,而中间所有插头全部拨到OFF。图9所示为项目现场的物料行吊机构的西门子S7-315和其从站的硬件安装,组成2# Profibus-DP网络。

图9 物料行吊的西门子S7-315
对于DP/DP Coupler 连接的两个网段,通讯速率可以不受限制,非常适用于不同通讯速率的两个Profibus-DP主站系统之间的数据通讯。但是对于通讯数据区,1# Profibus-DP网络的输入区必须和2# Profibus-DP 网络的输出区完全对应,同样2# Profibus-DP网络的输入区必须和1# Profibus-DP网络的输出区完全对应,否则会造成通讯故障。
5 编制FANUC系统PMC程序
受制于篇幅所限,在此只截取关键片段。对于总线通讯,只涉及连续数据的交换,而无任何单个动作的触发,因此,可全部整合为字型或双字型连续数据,以便于简化编程。然后,在PMC程序中对收发的字型或双字型连续数据进行解析,分离出客户产品的型号、工艺等字符串型数据,以及I/O型信号。其中,产品型号字符串型数据用于以此进行调用CNC存储器中的与产品对应的加工程序,工艺字符串数据用于传递到后续的等离子切割机和压弯等工序。而I/O型信号用于冲孔主机与自动上下料单元PLC 之间进行动作流程通讯,及安全互锁条件的限制等。部分PMC 程序如图10 和图11所示[3-4]。
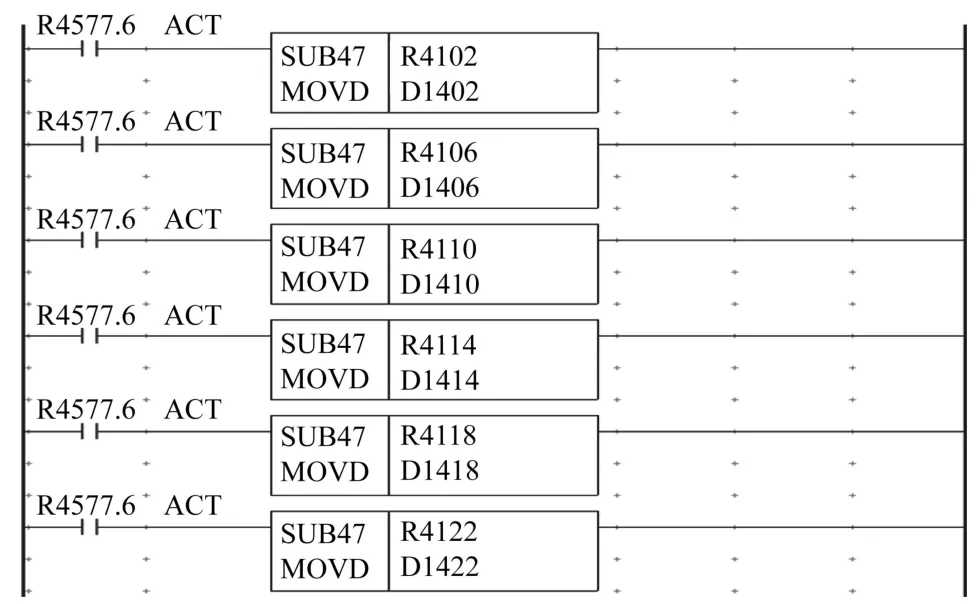
图10 PMC片段1

图11 PMC片段2
6 编制西门子Step7 格式的梯形图
与FANUC系统编程格式不同,西门子Step7 编程时,需要定义数据块,然后在FC 功能块中对数据块进行读写等操作,如图12所示[5-6]。

图12 S7-300 数据块
为了读一个DP 从站的相连续的输入数据区域,使用系统功能SFC14 DPRD_DAT,每个读存取涉及一个专用输入模块。如果一个DP从站有若干个相连续的输入模块,则必须为所要读的每个输入模块分别安排一个SFC14调用[7]。
表3所示为必须定义的SFC14的输入和输出参数。

表3 SFC14 DPRD_DAT的参数
从S7 CPU传送一个连续的输出数据到DP从站,使用系统功能SFC15 DPWR_DAT。每个写存取涉及一个专用的输出模块。如果DP从站有若干个连续的数据输出模块,则对每个要写入的输出模块必须分别安排一个SFC15调用[8]。
表4所示为必须定义的SFC15的输入和输出参数。

表4 SFC15 DPWR_DAT的参数
S7-300调用系统功能SFC如图13 所示。S7-300 程序读写数据如图14所示。

图13 S7-300 调用系统功能SFC
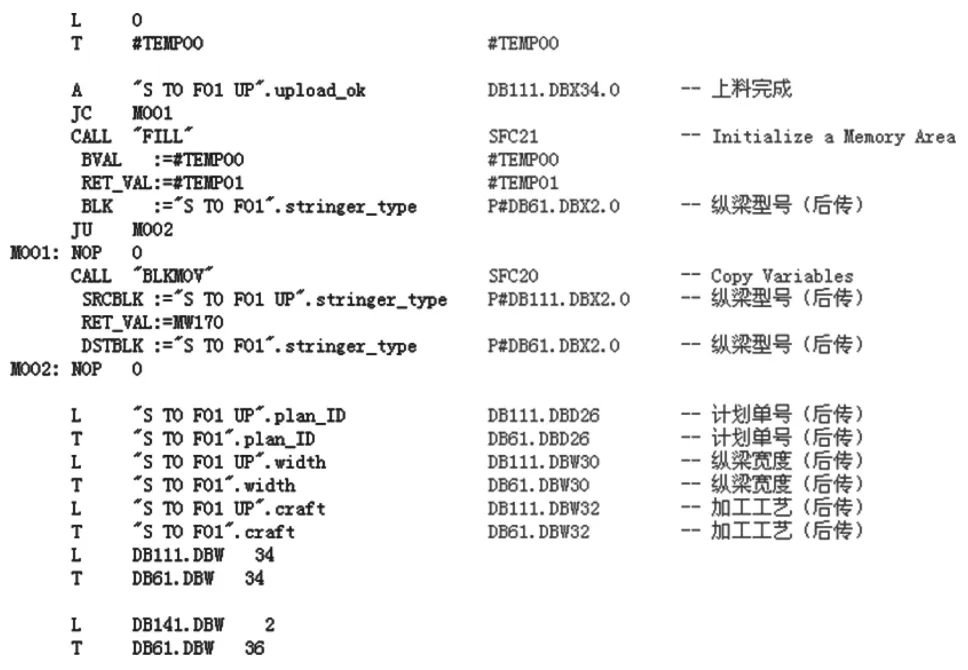
图14 S7-300 程序读写数据
按照上述步骤的处理,结合详细复杂的FANUC 系统PMC程序和Siemens Step7 软件PLC 程序的编写,实现了将FANUC系统控制的单机设备完美地融入到整个自动化工厂车间生产线。
7 结束语
本文以FANUC 0i 控制的数控汽车纵梁冲孔机的单机设备通过Profibus DP 从站功能与西门子S7-315DP 组成一套Profibus DP 总线结构,再通过Profibus DP-Coupler 耦合器实现Profibus DP总线网络与其他Profibus DP总线网络的数据通讯。优点在于其中一套Profibus DP总线网络中任意某台单机设备出现故障或者关机时,对本网络内的其他设备和其他Profibus DP总线网络毫无影响。
本项目中,单机系统还充分应用了FANUC 系统的PMC轴控制、I/O Link 轴等其他辅助功能,在此不做赘述。借此项目机会,将当今机床控制领域的两大知名企业的产品融入到一起,取长补短,优势互补,共同完成高水准的汽车底盘纵梁加工生产线,可供其他技术人员参考。
