冷轧镀锌汽车外板表面形貌特征控制研究
2021-01-06尹树春
刘 洋,张 涛,尹树春
(唐山钢铁集团有限责任公司,河北 唐山 063000)
1 冷轧汽车板
1.1 板形和尺寸公差板形
冷轧产品需要严格控制波纹等缺陷问题,当冷轧带钢出现缺陷则后影响后续下料进料等工序,从而使得材料利用率大大降低,严重时则导致板材质量不合格从而无法使用。在尺寸公差的控制中,钢板的厚度是整个核心,钢板过厚时会导致卡钢的情况;钢板过薄时则无法保障冲压强度。
1.2 冲压成形性和抗凹陷性
保证冲压质量对于汽车外板的质量有着直接的关系。当前汽车生产制造中对于汽车的速度、环保性以及舒适性等有了较高的要求。同时在外观设计上,汽车的外观逐渐趋于流线化设计。因此这给汽车外板的加工带了极大的考验,因此如何提升汽车的刚性和整体性成为了当前研究重点。因此对于汽车外板而言,在降低厚度的同时要提升外板强度,需要保持其具有良好的抗凹陷能力和防冲撞能力。确保在外板受到冲击时其板材能够抵消更多的动能。
1.3 表面质量和涂装性能表面质量
涂装表面质量是衡量板带性能的重点区域。汽车涂装对于汽车外板的美观程度和物理性能有着重要的影响。涂装工作决定了汽车外漆的最终效果。对于外班的评价指标需要包含表面缺陷、洁净程度、以及整体形态三个方面。对于钢板外表需要有着如下的要求:表面平整光滑、无孔隙、无颗粒、无锈蚀斑点、以及无划痕等缺陷。根据相关的行业标准,对于汽车采用的钢材通常有两个级别:03 级和05 级。对于一般汽车要求通常在03 级,对于轿车等其他车型需要保持在05 级。另外清洁程度也同样需要人们的关注,保持钢材表面的清洁能需要良好的清洗工序和冲压作用,以此保证压件的整体质量。
1.4 焊接性能和耐蚀性能
对于汽车的生产制造中,通常焊接实现各个结构的连接。通常焊接方式为点接法。电阻点焊法具有高度生产效率能够实现汽车焊接自动化等工作,因此被广泛使用到当前的汽车生产加工中。对于当前的汽车板而言,通常为低碳钢板,该类型钢板在通过点焊连接方式时具有较长的抗疲劳寿命,具有良好的焊接效果。另外在抗腐蚀方面,国外对于汽车板的耐腐蚀性提出了10 年抗穿孔、5 年抗表面腐蚀的要求。这一点对于很多裸板钢材提出了较高的要求,因此当前大部分汽车厂选择镀锌钢板来提升抗腐蚀效果。
1.5 冷轧汽车板的发展
冷轧汽车钢板的工艺发展经历了早期的低深冲到高深冲的阶段。对于工艺要求从早期的低强度要求提升到当前的高强度要求。其生产模式也从传统的氢罩式退火炉发展到连续退火炉的生产加工方式。另外在焊接方式上从等厚常规焊接发展到差厚激光拼焊的方式。下面将详细论述:
(1)从冲压发展来看,冷轧汽车板从原始的沸腾钢、低碳铝钢到现在采用的IF 钢材。随着钢材的改变,其冲压级别也从原始的低深冲到当前的深冲水平,部分达到了特深冲和超深冲的级别要求。在冲压级别要求提升的同时,对于冷轧板的轻度和延展性得到了极大的提升。
(2)从焊接发展来看,当前激光焊接技术和拼焊技术得到了较大的技术支持,因此得到了极大的发展。目前焊接工作大多采用了上述技术。从焊接性能来看,激光焊接对于焊接热量要求较低,同时在焊接工作中不会发生较高的变形,同时工作效率高,焊接强度大,并且能够重复操作。同时采用激光焊接能够实现异种金属焊接,给生产带来极大的便利,因此激光焊接被广泛应用到当前的生产加工技术中。当采用激光焊接时,可以通过激光把汽车不同的材料和涂层等实现良好的连接,同时能够无视镀层之间的差异进行焊接,经过焊接厚的毛胚板进行冲压后可以实现牢固的组合结构,实现在原有结构上的二次强化。因此通过此类方法可以降低材料的浪费,同时提升汽车装配生产效率。因此采用激光焊接技术可以提升汽车装配工作,同时降低生产成本,对于超宽板材的加工起到了极大的帮助。
2 以表面形貌为核心的镀锌汽车板光整工艺研究
2.1 镀锌外板工艺参数控制和粗糙度研究
在本文总,对于轧锟的相关参数和车板的光整工艺进行了分析,并且通过分析建立了相关的计算模型和粗糙度分析模型。经过分析后,HX180BD+Z 的粗糙度复制约为60%左右,而对于粗糙度的常规复制率要求基本在50%到75%之间。对于HX180BD+Z 中的轧制力平均值约为5250KN,而对极限力学区间为4900KN 到5900KN 之间。
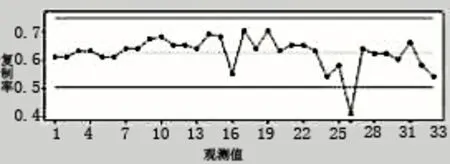
图1 HX180BD+Z 复制率分布数据单值图
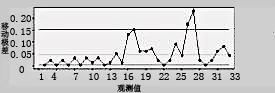
图2 HX180BD+Z 复制率分布数据移动极差
在本章节中,对于HX180BD+Z 型号的钢材进行模型分析后,我们结合了带钢和轧锟的粗糙程度,单位轧制力,轧制速度以及金属的延伸率进行了分析计算,同时得到了以下的关系式:
粗糙度均值=0.234+0.666*轧辊均值+0.000118*单位宽度轧制力-0.00418*轧制速度-0.182*延伸率。
2.2 镀锌外板工艺参数控制和粗糙度研究
本文选在了DX54D+Z 型号的镀锌钢材进行了研究,通过分析了其轧锟参数和光整工艺,同时建立了相关的粗糙分析模型。对于粗糙度复制率约为49%,复制率区间为41%到55%区间。对于该型号的轧制力平均值为2600KN,其极限区间为2378KN到2950KN 之间。
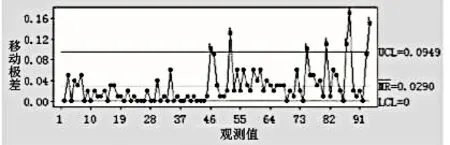
图3 DX54D+Z 复制率分布数据移动极差
在本章节中,通过分析研究DX54D+Z 镀锌外板的粗糙度模型,笔者总结了其不同参数之间的关系方程:
粗糙度均值=-0.476+0.412*轧辊粗糙度+0.000209*单位宽度轧制力+0.00032*轧制速度+0.221*延伸率。
2.3 以表面形貌为核心的镀锌汽车板光整工艺
2.3.1 HX180BD+Z 生产工艺
本生产工艺采用小粗糙度基辊,适当降低轧制力控制,HX180BD+Z 的Ra=0.82μm,RPC=105,Wca=0.326,符合客户对汽车外板的表面形貌要求。
2.3.2 DX54D+Z 生产工艺
本生产工艺采用小粗糙度基辊,适当降低轧制力控制,DX54D+Z 的Ra=0.93μm,RPC=101,Wca=0.28,符合客户对汽车外板的表面形貌要求。
2.4 镀锌汽车外板轧辊磨削工艺
2.4.1 磨削工艺
通过降低半精磨过程中的砂轮转速至20~24mpm,减少精磨过程总横移速度至400mm/min,磨削后轧辊粗糙度Ra=2.2μm,RPC=105,Wca=0.3。由于轧辊的差异性及砂轮的持续消耗,可在小范围内微调磨削参数。
2.4.2 毛化工艺
毛化工序中通过降低毛化过程中的伺服增益至1.0,减少主轴速度至35,降低辊面速度至1600,从而减少轧辊毛化过程中的轧辊震动,从而降低波纹度。毛化工序中通过降低辊面速度至1600 从而减少轧辊毛化过程中的轧辊震动,从而降低波纹度。
3 波纹度计算方法
为了消除测量平台倾斜造成的误差,在进行分离前,使用线性回归对形貌轮廓进行平坦化。波纹度的计算一般分为三步:分离形状、分离粗糙度和计算波纹度轮廓曲线高度算术平均值。
4 结论
(1)通过对于当前某合资企业的汽车外板进行分析研究后,我们总结处粗糙度、平整工艺等之间的关系,论述了轧锟和钢板之间的广西,同时提出了解决钢板外观的相关要求。另外结合本文的研究对象对于其轧锟参数对于成品的平整度的影响,通过分析计算建立了良好的粗糙分析模型。
(2)另外本文通过对于磨削工艺的论述,提出了一种新型的、能够降低粗糙度同时具有高度质量的磨削工艺参数。该方法能够降低砂轮转动速度,降低横移速度,从而实现质量的提升。
