304不锈钢激光偏焦着色质量的研究
2021-01-04丁帅帅刘国东黎相孟冯琪渊程浩田
丁帅帅,刘国东,黎相孟,冯琪渊,程浩田
(中北大学 先进制造技术山西省重点实验室,山西 太原 030051)
0 引言
金属表面着色[1]是防止金属腐蚀的有效方法,同时起到装饰的作用,提高附加价值。传统的着色处理工艺主要是化学氧化着色和电化学着色工艺,不可避免地产生大量的工业废水。工业废水的排放对地下水以及土壤等环境造成了巨大的威胁。自激光技术[2]诞生以来,随着技术的发展,纳秒、皮秒、飞秒激光器的诞生,激光应用的领域越来越广阔,其中包含激光着色[3]这一新领域。激光着色以其快速、无污染的特性正在逐步被应用于金属着色。激光着色的理论主要有以下3种:一是激光诱导材料生成不同颜色氧化物,氧化物呈色即为着色结果的呈色理论;二是激光照射在金属表面生成厚度不同的氧化物薄膜,光照射在基体、薄膜和空气这一结构上,发生薄膜干涉而呈色的理论;三是在金属表面加工出周期性微纳米结构,光照射后发生衍射的复杂呈色理论。前两者主要利用纳秒激光的热效应,改变材料表面成分或生成氧化物构成一定结构;后一种主要利用飞秒或皮秒激光器的“冷”加工效应[4],直接改变结构表面的微观结构。
激光着色技术现世以来,国内外学者对其作了大量的研究。LI Z L等[5]采用紫外激光器对304不绣钢氧化分析进行研究,研究发现颜色的呈现与材料表面的能量密度有着密切的联系。AHSAN M S等[6]通过飞秒激光诱导的周期性微孔和样品表面上的微/纳米光栅证明了不锈钢表面的着色。在不锈钢表面上适当调整激光诱导特征可提供多种颜色,包括多色、金色和黑色。当多色金属表面暴露于不同入射角和方位角的入射光时,它们呈现出不同的颜色。WROCLAS理工大学ARKADIUSZ A J[7-8]团队基于高质量激光束的光纤激光器,从不锈钢基体温度、激光功率、扫描速度等角度对激光彩色打标的颜色稳定性进行探究。陶海岩[9]运用超短的飞秒激光在铝合金表面上制备了多种不同的表面微结构,获得了白色、灰色、褐色、浅金色、黑色和深金色等色彩,并对表面着色机理进行了探讨。姬兴国[10]也采用超短的飞秒激光辐照铝合金表面,诱导不同色彩的周期性表面结构,并研究了脉冲能量、脉冲个数对铝表面微观结构形成的影响。黄天琪等[11]利用Nd-YAG 纳秒激光器在不锈钢上进行了表面着色研究,通过试验获得了不同颜色所对应的最佳激光工艺参数。
超短脉冲飞秒激光能够进行高精准、超高速、高质量的加工,但其造价较为高昂,目前难以推广。YAG系列短脉冲造价相对较低,并且能够实现激光着色。本文探究了有、无偏焦距对着色质量的影响,从着色表面的微观形貌以及颜色的鲜度[12]来分析着色的质量,这对激光着色未来的运用有着极为深远的意义。
1 实验装置及原理
1.1 样件材料制备
实验选用的是304不锈钢材料,其尺寸为100 mm×100 mm×1 mm,材料成分如表1所示。实验前用纯度为99.7%的无水乙醇和丙酮混合进行超声清洗,清除材料表面会影响着色效果的油污或其他附着物,保证等条件加工。

表1 304不锈钢的质量分数 单位:%
1.2 实验设备及呈色原理
实验所用激光着色设备如图1(a)所示,该激光打标机加工尺寸范围为15 mm×15 mm,加工功率范围为0~20 W,加工频率范围为0~80 Hz,扫描速度范围为0~800 mm/s,最小扫描间距为0.000 1 mm,聚焦光点的尺寸为0.01 mm,扫描路径由软件操控激光头内的2个偏整镜片来实现,激光焦距固定不可调,可通过调节工作台的高度来调节加工平面的偏焦量,如图1(b)所示。着色的填充路径采用“弓”字形,在同样的填充间距条件下,光斑尺寸变化导致光斑重叠率不同,聚焦与偏焦加工路径如图2所示。
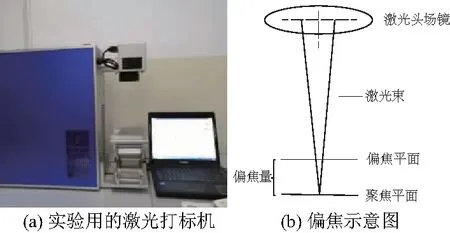
图1 激光设备及偏焦原理
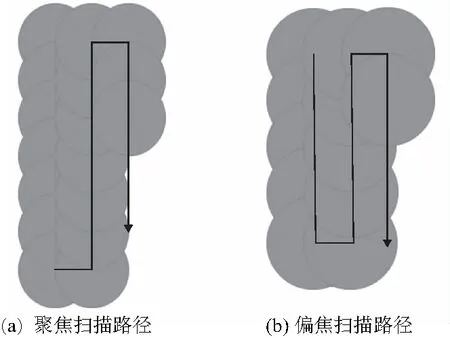
图2 聚焦与偏焦扫描路径的分布
1.3 着色原理
纳秒激光着色机理之一是将产生多种颜色的氧化物(氧化物本身的颜色即为呈色)通过激光能量束汇集在金属表面。在激光走线路径上,激光与材料接触,致使材料内的铁、铬、镍以及锰等成分与空气接触发生反应产生有色的碳化物和氧化物,而未接触部分依然呈现不锈钢原色;激光着色机理之二是激光诱导生成氧化物薄膜,使薄膜发生光的干涉现象[13],如图3所示,从而显现出不同颜色。

图3 薄膜干涉原理图
在等厚薄膜干涉中,薄膜干涉中两相干光的光程差公式为:
Δ=2ndcosβ±λ/2。
式中:n为薄膜的折射率;d为入射点的薄膜厚度;β为薄膜内的折射角;±λ/2是由于两束相干光在性质不同的两个界面(一个是光疏-光密界面,另一个是光密-光疏界面)上反射而引起的附加光程差。
由Δ计算公式可以得出光程差主要取决于薄膜厚度,可根据薄膜厚度得出哪种颜色的光得到增强。并且,由于入射光以及观察角度的不同,导致不同的呈色。纳秒激光着色就是通过控制参数的调节,获得不同种类氧化物及不同厚度的氧化物薄膜。
2 实验结果分析
2.1 有、无偏焦各参数对着色的试验及结果
激光着色与激光能量密不可分,着色效果在很大程度上取决于激光在金属表面的能量密度[14],其计算公式如下:
式中:Φ为单脉冲激光能量密度,J/m2;Ep为单脉冲激光能量,J;D为光斑直径,m。
相同填充间距的着色,有、无偏焦的区别主要存在于光斑重叠率,如图4所示。

图4 光斑重叠示意图
设扫描方向上两光斑之间的中心距为l,则l与扫描速度之间的关系为:
l=v/f。
式中:v为扫描速度,mm/s;f为重复频率,Hz。
设光斑扫描方向上重叠部分长为Δl,如图5所示,光斑重叠率ε为:
从上式可得,在光斑重叠率确定之后,激光能量密度由脉冲能量和扫描速度共同确定。
取偏焦量为+3 mm进行偏焦着色试验,用单一变量的方法试验各参数对着色的影响,在同样光源并且同一角度下拍摄,实验结果如图5所示(本刊为黑白印刷,如有疑问请咨询作者)。
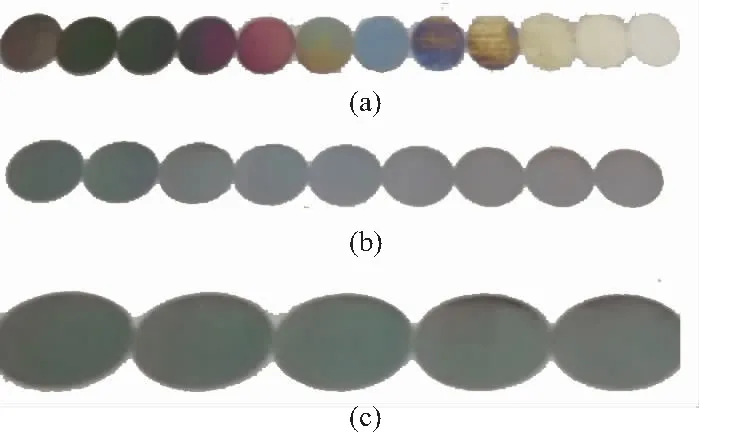
图5 偏焦量为+3 mm时着色结果图片
图5(a)是功率为7 W、频率为20 kHz、填充间距为0.01 mm、扫描速度110~400 mm/s时着色颜色图,可见颜色分别呈现出蓝、红、绿、紫等色,最终逐渐趋向于不锈钢本色。这是因为着色存在阈值,当表面能量密度低于某值时,将无法着色。图5(b)、图5(c)分别对应功率为7 W、扫描速度为100 mm/s、填充间距为0.01 mm、频率20~100 kHz和功率为7W、扫描速度为100 mm/s、频率为20 kHz、填充间距0.001~0.015 mm时着色颜色图,随着参数的改变,颜色并未发生明显变化。
取偏焦量为0 mm,即无偏焦,进行着色实验,用单一变量的方法试验各参数对着色的影响,在同样光源并且同一角度下拍摄,实验结果如图6所示。
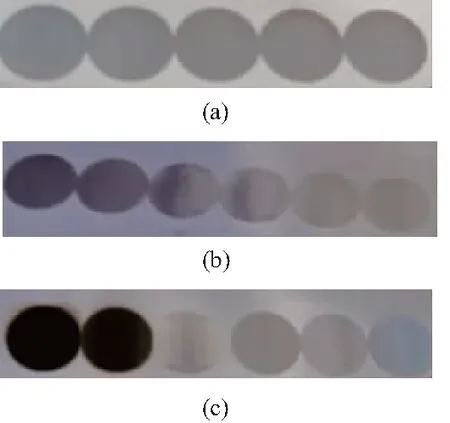
图6 偏焦量为0 mm时着色结果图片
图6(a)-图6(b)分别对应单一的扫描速度、频率、扫描间距变化时所得的着色颜色图,结果表明在聚焦加工时各参数对于颜色的显现均影响不大,呈色为蓝、褐两色,较为单一。
2.2 探究同一颜色,有、无偏焦对着色质量的影响
从上述试验中发现,在有、无偏焦加工中都能获得蓝色样本,因此选用蓝色作为研究有、无偏焦着色质量的研究参照。
有偏焦时,着色参数为:偏焦量3 mm,功率7 W,频率20 kHz,扫描间距0.01 mm,扫描速度280 mm/s。图7是所得样本放大1 000~3 000不同倍数的表面形貌及微观三维形貌图。
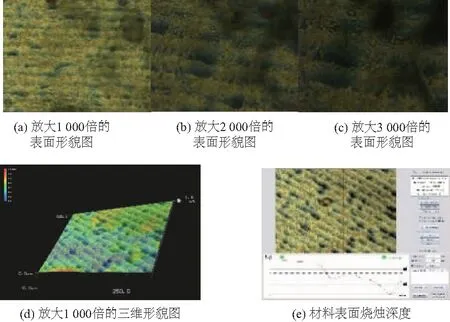
图7 有偏焦表面形貌及微观三维形貌图
从放大1 000倍下的表面看到界限不明的黄蓝路径,近乎连成一片;在放大3 000倍下的表面,可以看到成片的蓝色区域,蓝色区域是激光扫描路径上生成的物质呈色,蓝色物质周边有烧蚀的微孔结构,对材料表面有损伤;观察其三维形貌,表面粗糙度为1.6 μm,在平面内某一直线上其表面粗糙度仅为0.69 μm。偏焦时,光斑面积大,在脉冲能量相同、扫描间距相同的条件下,能量密度随之降低,单点的烧蚀程度较低,同时较大光斑面积的扫描,形成较大面积的烧蚀,致使相邻扫描痕迹覆盖,获得较为平缓的表面,降低了表面粗糙度和表面波度。
偏焦为0 mm时着色参数为:功率7 W、频率80 kHz、扫描间距0.01 mm、扫描速度150 mm/s。图8是所得样本放大1 000~3 000不同倍数的表面形貌及微观三维形貌图。
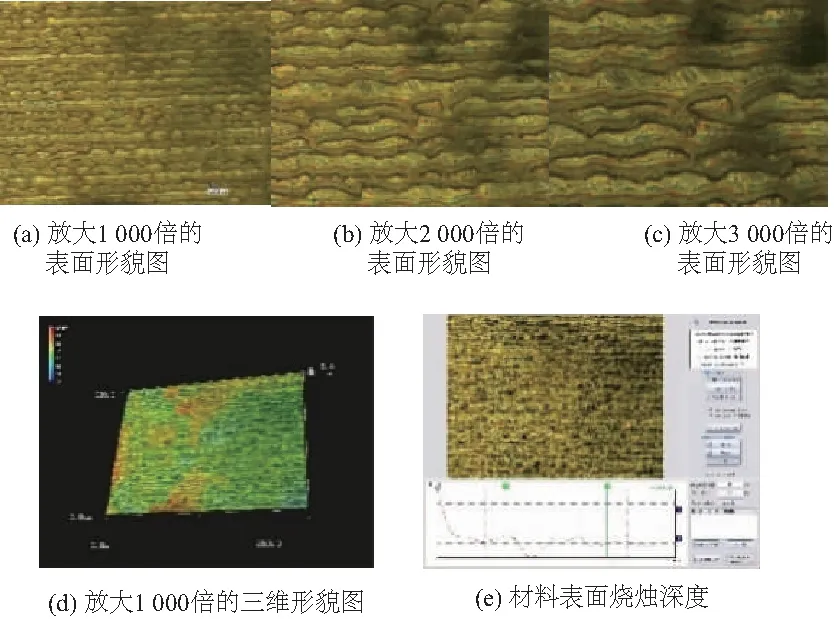
图8 无偏焦表面形貌及微观三维形貌图
从放大1 000倍下的表面看到明显的沟壑结构,沟底为蓝色,是激光扫描路径,沟壑两边为加工生成熔融物。在放大3 000倍下,依然能看到明显扫描痕迹,看到更为清晰的蓝色呈色物质;观察其三维形貌,表面粗糙度为5.4 μm,在平面内某一直线上其表面粗糙度变化曲线可以看出其表面粗糙度为3.38 μm。聚焦时,光斑面积最小,在脉冲能量、扫描间距相同的条件下,能量密度随之升高,会导致烧蚀痕迹加深,烧蚀物向路径两端堆积,从而形成沟壑状表面形貌,影响其表面粗糙度。通过对比表面粗糙度数值可得,有偏焦加工可以改善着色表面质量,将加工精度提高数倍。
2.3 有、无偏焦对颜色呈现鲜度的影响
在偏焦量分别为+3 mm和0 mm两种情况下,控制功率、频率、扫描间距、扫描速度等参数,在不锈钢表面获得一系列颜色的图案,将所得的样品放置在在同一光源下,选取同一拍摄角度对所有图案一一进行拍摄,得到样本的宏观呈色,同时得到观测每一图案所对应的微观颜色,如图9所示。从图9(a)可看出无明显的刻蚀痕迹,微观颜色由烧蚀和另一种颜色构成,该颜色与其宏观呈色基本相同,统一性较好,宏观颜色鲜度高。从图9(b)可看出明显的刻蚀痕迹,刻蚀痕迹构成整齐的平行沟壑结构,微观颜色由烧蚀色和沟底另一种颜色构成,该颜色与其宏观呈色相差较大,统一性较差,并且宏观呈色的颜色鲜度较差。
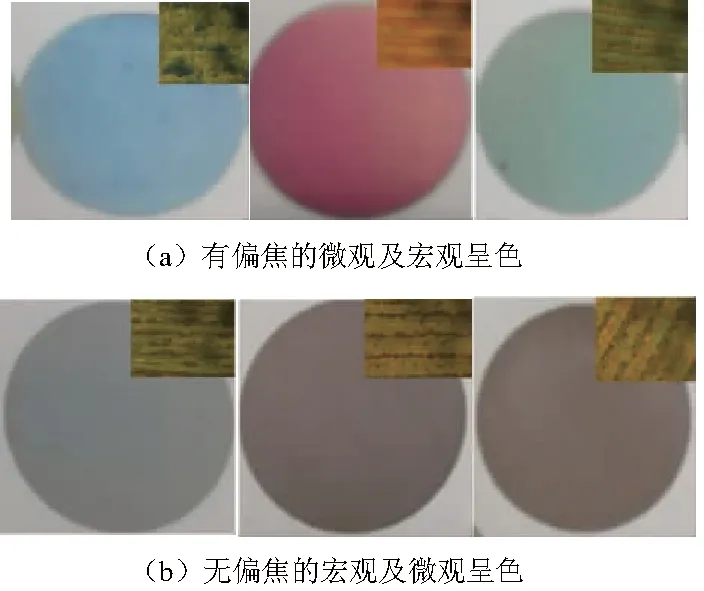
图9 同一光源、同一拍摄角度的图案
3 结语
本文通过对比试验的方法,分析了激光着色304不锈钢时有、无偏焦对着色质量的影响,得到以下结论:
1)激光在不锈钢表面着色,采用偏焦加工的方法,通过改变扫描速度能够获得较为明显的着色效果的改变,获得较为鲜艳的颜色,频率和扫描间隙对颜色影响程度较小;而在聚焦加工时,扫描速度、频率及扫描间距的变化对颜色无明显影响。
2)采用偏焦着色,获得了较为平整的着色表面,对聚焦加工形成的沟壑状表面有极大的改善,着色的表面质量提高了多倍。
3)采用偏焦着色,在宏观上得到较为鲜艳的图案,其微观颜色与其宏观呈色基本一致。采用聚焦加工,得到图案的宏观呈色较暗,其微观颜色与其宏观呈色差异较大。
