聚合物光纤纬编性能探讨与实践
2021-01-03林文君缪旭红董智佳
林文君 缪旭红 董智佳




摘要: 由于聚合物光纤脆性大,抗弯刚度大,导致其弯曲易断裂。文章针对聚合物光纤在纬编成圈和集圈编织时容易受到损伤且不易形成织物的现象,分别测试了两种聚合物光纤的拉伸性能与弯曲性能,分析聚合物光纤力学性能对其编织性能的影响,采用直径为0.25 mm的聚合物光纤在双面圆纬机上进行成圈、集圈和浮线编织试验。探讨了辅助编织的纱线线密度,织物组织,给纱张力、弯纱深度、机速及牵拉卷取张力等编织参数对聚合物光纤纬编编织性能的影响,分析了聚合物光纤织物表面产生不平整的原因,阐述聚合物光纤在双面圆纬机上生产的编织工艺。
关键词: 聚合物光纤;编织性能;编织参数;工艺设置;纬编针织物
中图分类号: TS101.923
文献标志码: A
文章编号: 1001-7003(2021)12-0023-05
引用页码: 121105
DOI: 10.3969/j.issn.1001-7003.2021.12.005(篇序)
Abstract: Poly optical fiber is prone to bending and breakage due to the high brittleness and bending stiffness. In view that polymer optical fiber is vulnerable to damage and not easy to form fabric in weft knitted circle and tuck knitting, the tensile properties and bending performance of two types of polymer optical fiber were tested, and the influence of the mechanical properties of the polymer fiber on its knitting performance was analyzed. The knitting, tucking and float thread experiments were performed on a polymer optical fiber with the diameter of 0.25 mm using double-face circular weft knitting machine. The impact of knitting parameters such as yarn fineness, fabric weave, feeding tension, sinking depth, machine speed and pulling coiling tension on the weft knitting performance of polymer optical fiber was investigated. The causes of surface unevenness of polymer optical fiber fabric were analyzed, and the knitting process of polymer optical fiber production in double-face circular weft knitting machine was elaborated.
Key words: polymer optical fiber; knitting performance; knitting parameters; process setting; weft knitted fabric
聚合物光纤(POF)是指用透明光学材料制成的可传导光功率的纤维[1-2],具有成本低、柔软、质轻等优点,与石英光纤和玻璃光纤相比,聚合物光纤的柔韧性和弯曲性较好[3-4],由其制成的光纤发光织物具有发光亮度高、质量轻和服用性能好等特点[5],已用于机织物和针织物的加工。聚合物光纤在机织物中以平直状态出现,受到的損伤较小,织造较为简单[6-7]。但聚合物光纤作为成圈纱线编织时,由于脆性大、抗弯刚度大的特性在编织过程中易受损断裂,给针织加工带来较大的困难,因此一般作为不成圈的衬纬纱线出现在针织物中。匡丽赟等[8]在手摇横上编织聚合物光纤,光纤衬入织物中形成具有不同纹样效果的光纤发光织物。杨昆等[9]将聚合物光纤作为衬纬纱线在手动经编小样织机上编织出经编衬纬复合织物。以上研究是以聚合物光纤作为衬入纱编织为基础,探讨工艺参数对聚合物光纤编织的影响。聚合物光纤发光针织物主要应用在晚礼服、紧身服、婴儿服等服装上,但衬纬结构形成的光纤织物由于其横向拉伸性能较差而导致应用受限。目前对聚合物光纤在针织机上成圈编织的报道较少,于是本文通过在双面圆纬机上编织聚合物光纤的实践,探讨辅助编织的纱线细度、织物组织和编织参数对聚合物光纤编织性能的影响,为聚合物光纤纬编织物的生产提供参考。
1 聚合物光纤力学性能测试与分析
聚合物光纤的力学性能决定其编织性能,聚合物光纤在编织过程中纱线勾结或弯曲处容易断裂,为考察聚合物光纤在纬编成圈时的特性,对聚合物光纤的拉伸强度和勾结强度进行测试。常规使用的针织纱线大多为涤纶单丝(聚酯纤维),聚合物光纤是单丝,因此与涤纶单丝进行对比,探讨二者之间的性能差异。
1.1 材料、仪器与设备
材料:现有的聚合物光纤直径较粗,聚合物光纤按发光原理可分为侧面发光光纤和端面发光光纤,本次试验分别对应不同发光方式的光纤中直径最细的两种光纤,分别是0.75 mm侧面发光光纤(江西大圣塑料光纤有限公司)和0.25 mm端面发光光纤(湖北森沃光电科技有限公司),所用光纤参数如表1所示。
仪器:Model E43型液压式织物拉伸测试仪(宁波纺织仪器厂)。
1.2 试验过程
1.2.1 拉伸强度
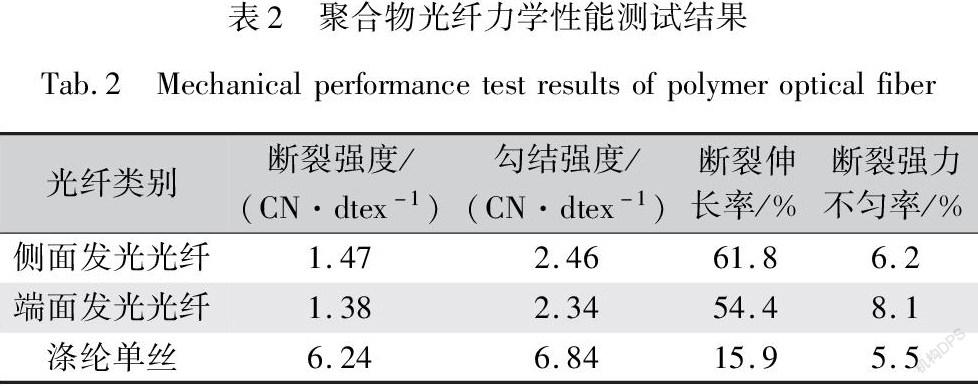
参考标准GB/T 3916—2013《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》,利用Model E43型液压式织物拉伸测试仪拉伸聚合物光纤,每种聚合物光纤取10个试样,试验夹距为250 mm,拉伸速度为250 mm/min,聚合物光纤断裂时拉伸结束,得到两种聚合物光纤的力学性能指标,测试结果求平均值,如表2所示。
1.2.2 勾结强度
参考标准GB/T 3916—2013,利用Model E43型液压式织物拉伸测试仪拉伸聚合物光纤,每种聚合物光纤取20个试样,每次测试取两根光纤相互勾结套成环形,将重合的两端光纤分别夹在夹具的两头,试验夹距为250 mm,拉伸速度为250 mm/min,聚合物光纤断裂时拉伸结束,得到两种聚合物光纤的勾结强度,测试结果求平均值,如表2所示。
1.3 聚合物光纤拉伸及弯曲性能分析
聚合物光纤摩擦系数小、脆性大、弯曲性能差,影响其编织性能。从表1可以看出,0.75 mm侧面发光光纤的断裂强度、勾结强度和断裂伸长率都大于0.25 mm端面发光光纤,0.75 mm侧面发光光纤的拉伸性能较好;为了进一步分析弯曲对聚合物光纤拉伸性能的影响,将两种聚合物光纤的断裂强度和勾结强度进行了对比,由表1可以看出聚合物光纤的勾结强度明显高于单向拉伸时的断裂强度,影响聚合物光纤的成圈与集圈编织;直径同为0.25 mm的端面发光光纤与涤纶单丝相比,虽然端面发光光纤具有较高的断裂伸长率,但断裂强度和勾结强度较低,脆性大,在弯曲和扭折时易受损断裂,且纱线弯曲程度越大,越容易断裂。
综合表明,聚合物光纤的断裂伸长率高、延伸性较好,能够满足针织成圈过程中对纱线断裂伸长率在30%以上的要求,但两种聚合物光纤的弯曲半径都小于涤纶单丝,弯曲性能较差,较难达到成圈、集圈和浮线等结构在织造中對纱线的弯曲要求,因此聚合物光纤进行正常的成圈和集圈编织较为困难,但可以通过在编织过程中调整上机参数来探讨聚合物光纤的编织性能。0.75 mm侧面发光光纤力学性能优于0.25 mm端面发光光纤,且侧面发光光纤的发光性能较好,不需要进行处理就可以产生较好的侧发光效果,但侧面发光光纤直径较粗,在现有机号的双面圆纬机上只能采用衬纱方式,成圈编织甚为困难。因此,本文使用端面发光光纤来制备聚合物光纤发光织物。
2 聚合物光纤的编织性能
2.1 纱线原料
本文采用直径为0.25 mm规格的端面发光光纤。为了编织的顺利进行,采用涤纶纱线辅助编织,纱线规格为66.7 tex/96 f涤纶DTY、44.4 tex/72 f涤纶DTY、5.56 tex/36 f涤纶DTY,其中涤纶长丝表示为PET。
2.2 编织设备
根据生产需要,并且考虑到纱线线密度与机号相适应,选用机号为E6.85、筒径12.7 cm、成圈系统数为4的HC-X2000双面圆纬机(浙江振兴纺织厂)进行聚合物光纤的编织。
2.3 编织工艺及结果
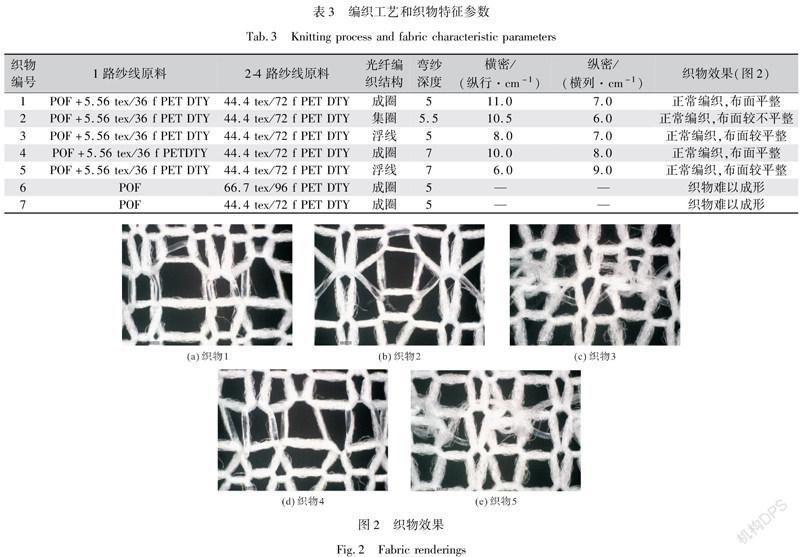
聚合物光纤在双面圆纬机上试织,以1+1罗纹作为基本组织,聚合物光纤分别在织物中作成圈、集圈和浮线的编织。织针排列和三角配置如图1所示,编织工艺和织物特征参数如表3所示,织物效果如图2所示。
2.4 编织结果分析
当聚合物光纤进行成圈和集圈编织过程中,纱线一直处于弯曲的状态,且纱线与纱线、纱线与舌针、沉降片等机件之间产生摩擦,聚合物光纤受到较大的张力,导致其在弯曲时容易断裂。因此,需要通过调整辅助编织的纱线细度、织物组织及给纱张力、弯纱深度、机速、牵拉卷取张力等编织参数,使得聚合物光纤能够在双面圆纬机上顺利编织。
2.4.1 辅助编织的纱线线密度与织物组织的调整
在聚合物光纤的成圈编织过程中,选择1路单独使用1根光纤,2-4路选用66.7 tex涤纶长丝进行编织时,由于涤纶长丝较粗且光纤较硬,导致织针沿三角上升时有部分旧线圈无法完成退圈,纱线堆积在针盘上,无法继续编织;且由于1路只使用1根光纤,编织时会发生由光纤断裂导致织物从针盘上脱落而无法继续编织的现象。为解决上述问题,将2-4路纱线换成44.4 tex涤纶长丝,1路添加1根5.56 tex涤纶长丝和光纤一起进行编织,除了起到保护光纤的作用,还可以防止织物发生脱落现象,使得织物呈现比较稳定的状态,编织得到的织物效果如图2(a)所示。在光纤集圈编织过程中,1路纱线进行双面集圈编织,纱线在针筒上集圈,在针盘上成圈,编织状态较为稳定,编织得到的织物效果如图2(b)所示。1路纱线在织物中作浮线的编织时,针筒不钩取纱线,聚合物光纤产生轻微弯曲,编织得到的织物效果如图2(c)所示。
当1、3两路进行聚合物光纤成圈编织时,正面线圈与反面线圈形成1︰1的关系,旧线圈脱落时形成一固定角度,织针向后退,旧线圈受到一个往下拉的力,导致光纤容易被折断,布面形成破洞,并且在编织过程还会出现纱线堵在针筒口而导致旧线圈无法脱圈的现象,使得聚合物光纤的编织无法顺利进行。当1、3两路进行聚合物光纤集圈编织时,正面线圈是反面线圈的2倍,且光纤较硬导致布面容易形成破洞,无法顺利进行编织。
因此在满足纱线强度的要求下,尽可能采用线密度较小的针织用纱线与聚合物光纤一起编织,且考虑到纱线线密度要与机号相适应,本文中双面圆纬机使用的纱线范围为61.1~88.9 tex,因此2-3路纱线采用16.7~44.4 tex针织用纱线进行编织。采用聚合物光纤和其他纱线一起编织时,可将光纤编织在线圈的外层,使得织物的发光效果更为明显,编织前可将一个铁棒放在纱筒中间使得纱线沿切向退绕,避免纱线产生扭结和弯曲,编织顺利进行并可以改善布面效果。
2.4.2 编织参数的调整
仅是辅助编织的纱线线密度和织物组织的调整,只能对聚合物光纤的编织初步改进,需要结合编织参数的调整来完全改善聚合物光纤的编织性能,主要是对给纱张力、弯纱深度、机速及牵拉卷取张力等编织参数进行调整,使得聚合物光纤能够顺利进行编织。
1) 给纱张力。双面圆纬机采用积极式送纱,纱线从纱筒经张力器到编织区域的导纱器需经过较长的给纱路径,由于纱线与各种机件之间摩擦接触,纱线受到一定阻力,使得从纱筒到达导纱器进入编织区域的纱线张力太大,影响纱线张力的均匀性,从而导致线圈结构不均匀。为了减少聚合物光纤的损伤和织造过程中纱线的断头,给纱张力越小越好,但是在实际编织时,导纱器由左向右带纱编织,若给纱张力太小或没有,纱线容易发生松弛,上下浮动,导致织针勾取纱线困难,产生洞疵。通过张力仪测试,在其他编织参数不变的条件下,当给纱张力设置小于0.04 N时,织针吃纱困难,容易发生漏针现象;当给纱张力设置大于0.2 N时,聚合物光纤与各种机件间的摩擦力较大,纱线受到的损伤也较大,容易发生断裂,从而导致织物从针盘上脱落,无法继续编织。因此,在其他编织参数不变并且保证织针可以顺利勾取到光纤的前提下,所设置的给纱张力应尽可能小并且均匀,当给纱张力设置在0.04~0.2 N时,聚合物光纤可以顺利进行编织。
2) 弯纱深度。由于双面圆纬机采用积极式送纱,因此织物的线圈长度主要由此装置的给纱速度决定,可通过调整弯纱三角的位置来使得弯纱张力处于一个合适的范围内,使得聚合物光纤可以顺利成圈或集圈编织。弯纱深度过大或过小都容易导致纱线断裂,不利于聚合物光纤的编织,容易使织物表面产生较大的漏洞。因此,在满足聚合物光纤能在织针上顺利完成退圈和脱圈的要求下,弯纱深度应尽可能小。通过试织发现,在给纱张力、机速和牵拉卷取张力不变的条件下,当弯纱深度值为5~7时,聚合物光纤可以顺利进行成圈和浮线编织,且弯纱深度越大,线圈长度越长,织物密度变小,线圈与线圈之间的孔隙变大,如图3所示;弯纱深度值为5.5时,聚合物光纤可顺利进行集圈编织。
3) 机速。机速指的是每分钟的转速,本文中双面圆纬机的最高机速可达50 r/min。在采用聚合物光纤进行编织时,织物在起口部分先用手柄摇动针盘转动,待调整至针舌全都打开且编织状态稳定后,再以一较小的、稳定的机速进行编织。弯纱过程中织针的下降导致光纤产生了伸长,此时光纤的弯曲半径不断减小,是光纤在编织过程中最容易发生弯曲断裂的阶段,因此需要降低织针速度,缓冲光纤内应力增加的速度以降低光纤断裂的可能性。根据双面圆纬机机速与织针速度的关系,应降低机速,在多次编织后得到聚合物光纤编织的最大速度为11 r/min,编织时可选择一定范围内的任意速度进行编织。但机速在0~6 r/min时,光纤编织更为稳定且形成的织物表面线圈清晰整齐;当机速在7~11 r/min时,光纤可顺利编织,但织物表面较为凌乱且光纤易被勾起。
4) 牵拉卷取张力。由于双面圆纬机没有沉降片,编织成圈全部依靠牵拉卷取张力来完成[10]。在編织过程中,先将坯布挂在针头上,再将坯布通过卷取、牵拉,才能继续编织。牵拉卷取张力对聚合物光纤编织的影响相对较小,主要是对织物线圈的清晰程度造成影响。牵拉卷取张力过小,会导致形成的线圈不清晰或出现坯布在筒口上浮的现象;牵拉卷取张力过大,线圈清晰但会导致聚合物光纤发生断裂,织物表面形成漏洞从而造成漏针。因此,所提供的牵拉卷取张力既要使得旧线圈可以顺利完成退圈,又不能太大使得光纤断裂。通过试验表明,在聚合物光纤编织过程中,其牵拉卷取张力为35 N左右较为合适,编织得到的织物表面平整,且线圈清晰。
综上所述,在编织参数的调整过程中出现的问题主要分为三大类:织针钩取纱线困难造成漏针、断纱造成织物表面形成漏洞及各参数调整不合理造成的线圈不清晰,织物表面不平整,如图4所示。
3 结 论
根据直径为0.25 mm规格的聚合物光纤在双面圆纬机上的编织试验结果分析,可以得出:采用线密度小的针织用纱线与聚合物光纤一起编织,有利于编织的顺利进行。在所有的编织参数中,给纱张力和弯纱深度对聚合物光纤的可编织性能影响最大,在保证聚合物光纤顺利编织的前提下,应尽可能减小给纱张力;不同的编织结构都有适合的弯纱深度,弯纱深度在5~7时适合聚合物光纤成圈和浮线编织,弯纱深度在5.5时适合聚合物光纤集圈编织,且线圈长度随着弯纱深度的增加而增大;机速在0~6 r/min时最适合编织;牵拉卷取张力对聚合物光纤的可编织性能没有明显影响趋势,主要是对织物成形的外观效果造成影响。
参考文献:
[1]BROCHIER C, LYSENKO A A. Optical fiber fabrics[J]. Fiber Chemistry, 2008, 40(4): 303-307.
[2]孔德鹏, 张大明, 袁苑, 等. 塑料光纤的研究与应用进展[J]. 光子学报, 2019, 48(11): 71-85.
KONG Depeng, ZHANG Daming, YUAN Yuan, et al. Progress in research and application of plastic optical fiber[J]. Acta Photonica Sinica, 2019, 48(11): 71-85.
[3]吕晨, 钟智丽, 匡丽赟, 等. 聚合物光纤织物的特性及其应用[J]. 纺织学报, 2013, 34(7): 148-153.
L Chen, ZHONG Zhili, KUANG Liyun, et al. Properties and application of polymer fiber fabric[J]. Journal of Textile Research, 2013, 34(7): 148-153.
[4]匡丽赟. 利用聚合物光纤制备发光针织物的研究[J]. 针织工业, 2016(9): 14-16.
KUANG Liyun. Study of luminescence knitted fabric by using polymer optical fiber[J]. Knitting Industry, 2016(9): 14-16.
[5]陈园园, 俞玲玲, 杨斌, 等. 一种新型织物: 发光織物的研制[J]. 丝绸, 2008(5): 19-21.
CHEN Yuanyuan, YU Lingling, YANG Bin, et al. Research on a new type of fabric: A luminous fabric[J]. Journal of Silk, 2008(5): 19-21.
[6]杨昆, 李美奇, 张诚. 侧面发光光纤及其发光织物的研究进展[J]. 毛纺科技, 2019, 47(7): 84-89.
YANG Kun, LI Meiqi, ZHANG Cheng. Study on side-emitting polymer optical fiber and resultant luminous fabric[J]. Wool Textile Journal, 2019, 47(7): 84-89.
[7]尚超, 杨斌. 光纤发光针织物的侧发光性能研究[J]. 现代纺织技术, 2014, 22(3): 9-13.
SHANG Chao, YANG bin. Research on side glowing performance of Luminous knitted fabrics with optical fiber[J]. Advanced Textile Technology, 2014, 22(3): 9-13.
[8]匡丽赟, 卢俊宇. 发光针织物图案设计及亮度研究[J]. 针织工业, 2017(8): 16-19.
KUANG Liyun, LU Junyu. Pattern design and lightness study of illuminant knitted fabric[J]. Knitting Industry, 2017(8): 16-19.
[9]杨昆, 王飞翔, 张诚. 宏弯光纤应变传感经编织物的设计[J]. 纺织学报, 2017, 38(8): 44-49.
YANG Kun, WANG Feixiang, ZHANG Cheng. Design of warp knitted strain sensing fabric based on macro-bending sensor[J]. Journal of Textile Research, 2017, 38(8): 44-49.
[10]蒋高明. 针织学[M]. 北京: 中国纺织出版社, 2012: 33-35.
JIANG Gaoming. Knitting Technology[M]. Beijing: China Textile Press, 2012: 33-35.
