利用包络解调技术分析诊断滚动轴承故障
2020-12-27贺天成范云鹏宁中赫
贺天成,范云鹏,宁中赫
(包头钢铁集团公司长材厂,内蒙古包头 014000)
1 概述
在线棒材齿轮箱的故障诊断中,轴承故障高达50%~60%,滚动轴承的疲劳与剥落,会产生周期的脉冲冲击力,出现振动信号的调制现象。包络解调技术是经过包络分析将淹没在背景噪声中的微弱信号提取出来,然后输出一个消除了振动信号干扰的信号。我司利用精密点检手段诊断线棒材齿轮箱故障。振动测试单元为100W 型,此振动测试单元可以精确地采集振动信号的调制信息,包络解调可以精准地提取被背景噪声淹没的微弱的故障信号。
2 信号调制
调制就是一个信号(调制信号)控制另一个做为载体的信号(载波信号),让后者的某一特征参数按前者变化。
这里重点讨论的是调幅:高频载波信号的振幅随调制信号的幅值变化。如图1。
如图2所示,滚动轴承载荷区在下部,轴承在旋转过程中,滚动体承受的载荷是变化的,旋转到不同角度受力不同。

图1 幅值调制信号
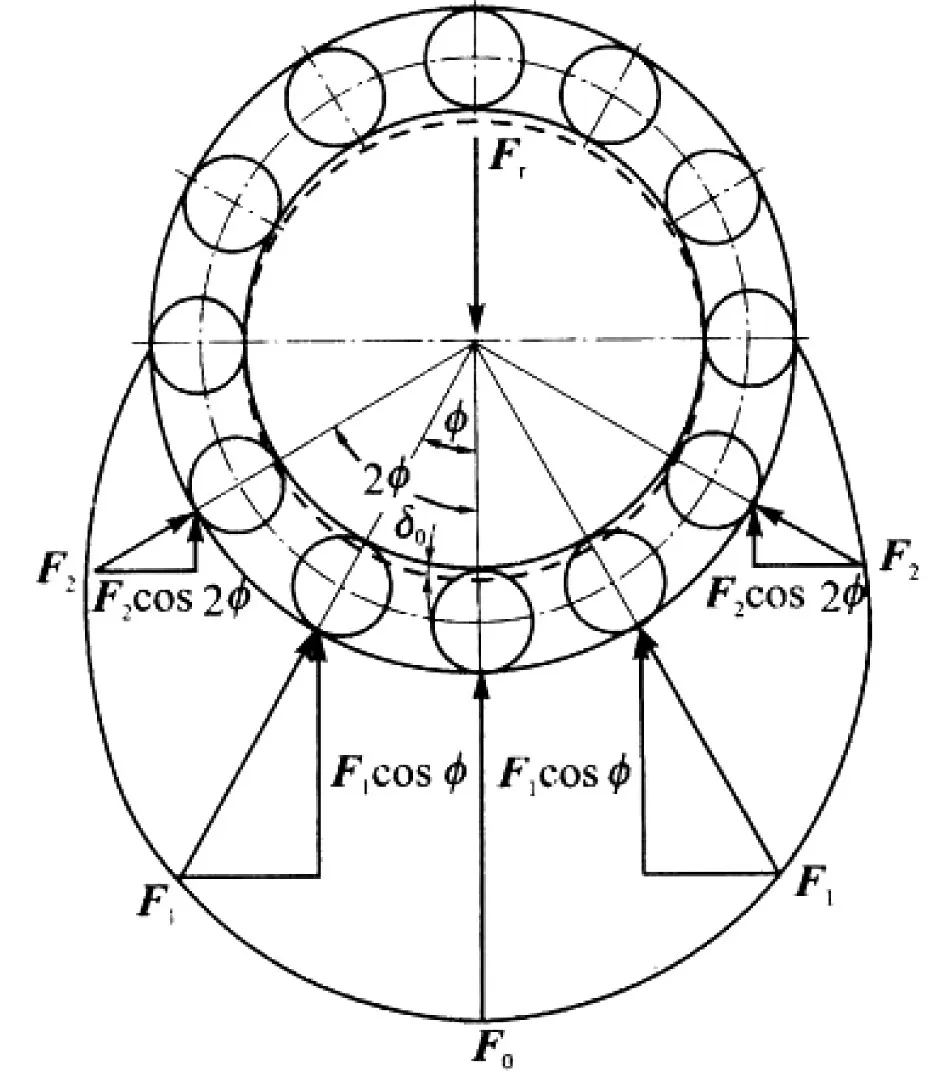
图2 滚动轴承径向载荷分析图
如果是滚动轴承内滚道缺陷,其特征频率是指转子旋转一周滚动体冲击内滚道缺陷的次数乘以转频。依据滚动轴承故障频率的经验公式:转子每旋转一周,滚动体经过内滚道缺陷次数大约为0.6倍单列的滚动体数。内滚道产生的振动是冲击,不是正弦波,其频谱是内滚道故障频率及其谐波。内滚道随转子旋转,根据内滚道损伤部位与滚动体发生冲击接触的位置不同,振动的振幅会发生以转频为周期的变化,即发生振幅调制。内滚道故障频率就是载波频率,转频为调制频率。如图3 所示为在实际诊断中发现的轴承内滚道缺陷的频谱波形图。

图3 实际诊断中确定内环缺陷的波形频谱图
3 包络解调
包络解调技术是故障诊断中很有效的方法,包络解调技术主要是通过选取有用的共振频率区,通过滤波、平移、变换,获得包含故障频率的低频包络信号。包络解调的目的是解调高频处与故障有关的调制信号。这里选取有用的共振频率区,即确定包络解调的带通滤波范围对诊断的准确性至关重要。
要理解包络解调,首先要真正理解幅值调制。
幅值调制就是让已调信号的幅值随调制信号的幅值变化。因此调幅信号的包络线形状与调制信号一致,那么如果能检出调幅信号的包络线,就能将调制信号解调出来。如图4 所示:(a)轴承座上的随机信号;(b)放大的故障冲击;(c)放大的微弱脉冲信号,与故障冲击强度成正比。我理解为轴承故障冲击激励起了轴承外圈的固有频率即共振信号;(d)包络检波,低通滤波后的解调频率;(e)调制波的频域。

图4 包络解调处理
因此,在拾取齿轮箱中幅值小,宽度窄的轴承故障信号,包络解调技术具有重要价值。
4 基于振动信号的调制与包络解调技术在轴承故障诊断中的实际应用
4.1 机组参数
包头钢铁集团长材厂新高线区域精轧增速箱转速:1172 r/min;联轴器为齿式联轴器。3 轴浮动端轴承为圆柱滚子轴承,型号:F0364037-804623。工况:轧制φ12、φ6.5 圆钢。通过测量计算得到3 轴浮动端圆柱滚子轴承的故障特征频率分别为:内圈特征频率(BPFI):677.9 Hz;外圈特征频率(BPFO):451.9 Hz;滚珠特征频率(BSF):203.4 Hz;保持架特征频率(FIF):20.5 Hz。由于测量计算的轴承特征频率存在误差,而且轴承滚动体在旋转过程中也可能存在打滑现象,所以实际测得的轴承特征频率与计算轴承特征频率会出现偏差。
新高线精轧机组增速机测点分布如图5所示。

图5 新高线精轧机组增速机测点分布
4.2 故障分析
分析2018 年10 月19 日、12 月19 日轧制φ12 圆钢、12 月20 日轧制φ6.5 圆钢时,3 轴浮动端轴承测点的包络谱分别如图6a、6b 所示,水平振动加速度波形和频谱图如图6c、6d、6e 所示,水平振动加速度值趋势如图7a,包络值趋势如图7b所示。

图6a 10月19日,12月19日轧制Φ12圆3轴浮动端包络谱瀑布图

图6b 12月20日轧制Φ6.5圆3轴浮动端包络谱

图6c 10月19日轧制Φ12圆3轴浮动端水平加速度波形频谱图

图6d 12月19日轧制Φ12圆3轴浮动端水平加速度波形频谱图

图6e 12月20日轧制Φ6.5圆3轴浮动端水平加速度波形频谱图

图7a 3轴浮动端水平加速度值趋势图

图7b 3轴浮动端包络值趋势图
图谱分析:
如图6a,两日的包络谱中都在轴承内滑道特征频率和3 轴转频处出现能量,12 月19 日轴承内滑道特征频率及转频处能量比10月19日能量高。
如图6b,轴承内滑道特征频率两侧出现3 轴转频调制的边带且边带能量较高。同时在3轴转频处出现能量,根据包络解调原理3 轴转频正在高频调制某一故障频率。
如图6c、6d,波形图中都可以看见明显的调制波形,频谱图中都在轴承内滑道特征频率的高次谐波两侧出现大量3轴转频调制的边带。
如图6e,波形图中峰值大幅增长,频谱图中轴承内滑道特征频率的高次谐波两侧边带能量增长明显。
查看趋势图7a、7b,对比10 月19 日,12 月19 日(轧制相同规格)加速度值增长不明显,包络值增长近1倍。
4.3 诊断结论
综上分析,3 轴浮动端圆柱滚子轴承内滑道故障,故障处于轴承故障的第3 阶段初期,不建议检修。但需要密切观察轴承劣化情况。
4.4 检修确认
12 月30 日产线大修,将增速机在线解体,3 轴浮动端圆柱滚子轴承内滑道点蚀。如图8。
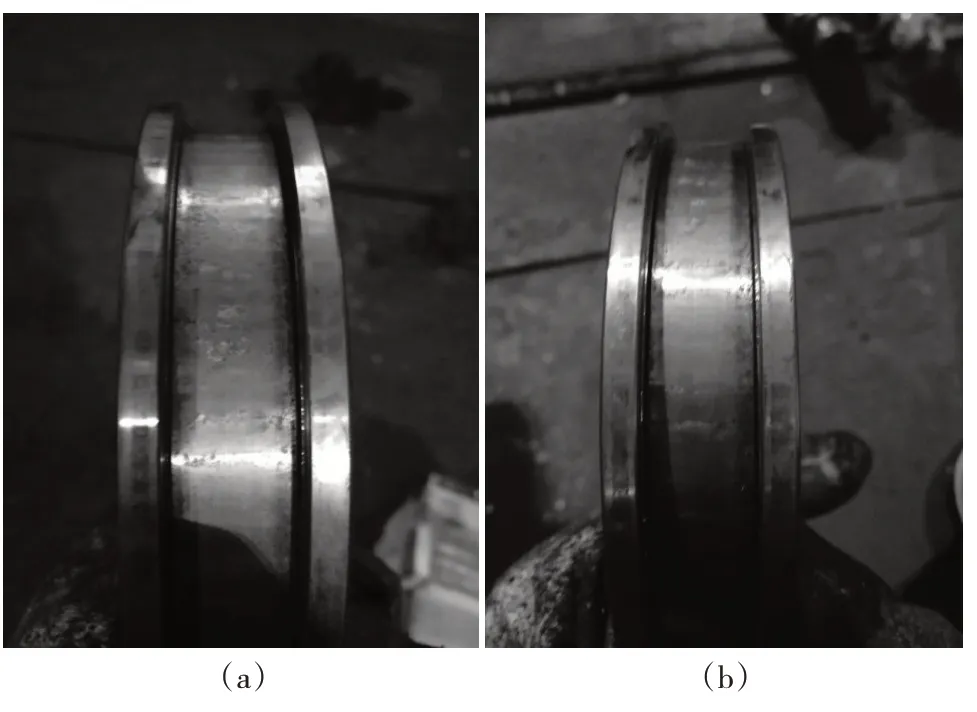
图8 3轴浮动端圆柱滚子轴承内滑道点蚀
5 总结
包络解调技术在对提取轴承原件冲击信号的时域和频域特征是有效的,它对轴承故障更为敏感。
在加速度谱中提取调制信息再结合包络谱分析轴承故障,是提高轴承故障诊断准确率的有效方法,特别是在现场需要维修决策时。
要对轴承故障部位及损坏程度做出精准的判断,选用的振动测试系统要有很好的降噪性,并能精确采集到振动信号的调制信息。特别是在轴承早期故障的诊断上要能准确采集到振动信号在3000~5000 Hz之间的调制信息。
需要积累大量轴承诊断经验,总结在振动信号中提取调制信息再结合包络解调技术针对轴承故障诊断的判别依据。