浅析客车整车电泳后细节锈蚀质量问题的改善
2020-12-15杨海涛高建路
杨海涛 高建路
摘 要:客车整车电泳后产生的一些细节锈蚀质量问题,影响产品外观质量、市场美誉度及产品销售。为了更加有效地改善此问题,本文针对客车整车电泳后存在的五类典型细节锈蚀质量问题,分别进行了锈蚀原因分析及现场施工现状排查分析,并制定了相关有效改善方案。通过采取从材质方面改善、露底缺陷改善、折叠门框上框下表面加喷黑漆、仓门边锈蚀改善、门内边沿碰划伤类锈蚀改善、电泳不良锈蚀改善及边窗胶缝边沿部位锈蚀改善措施,进一步提高了产品防腐品质及漆面外观质量。
关键词:电泳;锈蚀;打磨露底;碰划伤;改善
中图分类号:U469.1 文献标识码:A 文章编号:1671-7988(2020)22-131-06
Abstract: Some details of the rust quality problems caused by the electrophoresis of the whole passenger car have affected the appearance quality of the product, the reputation of the market and the product sales. In order to improve this problem more effectively, in this paper, in view of the five types of typical detail corrosion quality problems that exist after the electrophoresis of the entire passenger car, the analysis of the cause of the cause of the corrosion and the investigation and analysis of the on-site construction status are respectively carried out, and relevant effective improvement plans are formulated. By adopting measures to improve materials, improve bottom-out defects, spray black paint on the lower surface of the upper frame of the folding door, improve the rust of the door edge, improve the rust of the inner edge of the door, improve bad electrophoresis corrosion, and improve the rust of the edge of the side window glue seam, further improve the product's anti-corrosion quality and paint appearance quality.
Keywords: Electrophoresis; Rusting; Polish the bottom; Bumps and scratches; Ameliorating
CLC NO.: U469.1 Document Code: A Article ID: 1671-7988(2020)22-131-06
引言
整車阴极电泳技术是一种防腐工艺,以其泳透力好,漆膜外观平滑,膜厚均一,涂膜耐腐蚀性能优异,适合流水线生产,可完全实现自动化、涂膜利用率高、安全性好、低公害等诸多优点[1],早期在轿车及乘用车行业应用得比较广泛。近些年来随着国内各客车厂家越来越重视防腐质量性能的改善,目前对于国内“两通三龙”等主流客车厂家来说,整车阴极电泳成了标配处理工艺,其产品的使用寿命、防腐防锈性能得到了全面提升和质的飞跃,但客车整车电泳后仍存在的一些细节锈蚀质量问题,影响车身外观质量及市场美誉度,影响客户对车辆品质的评价,有的客户提出质疑“车辆是否整车电泳处理”,甚至为此提出进行索赔处理要求。
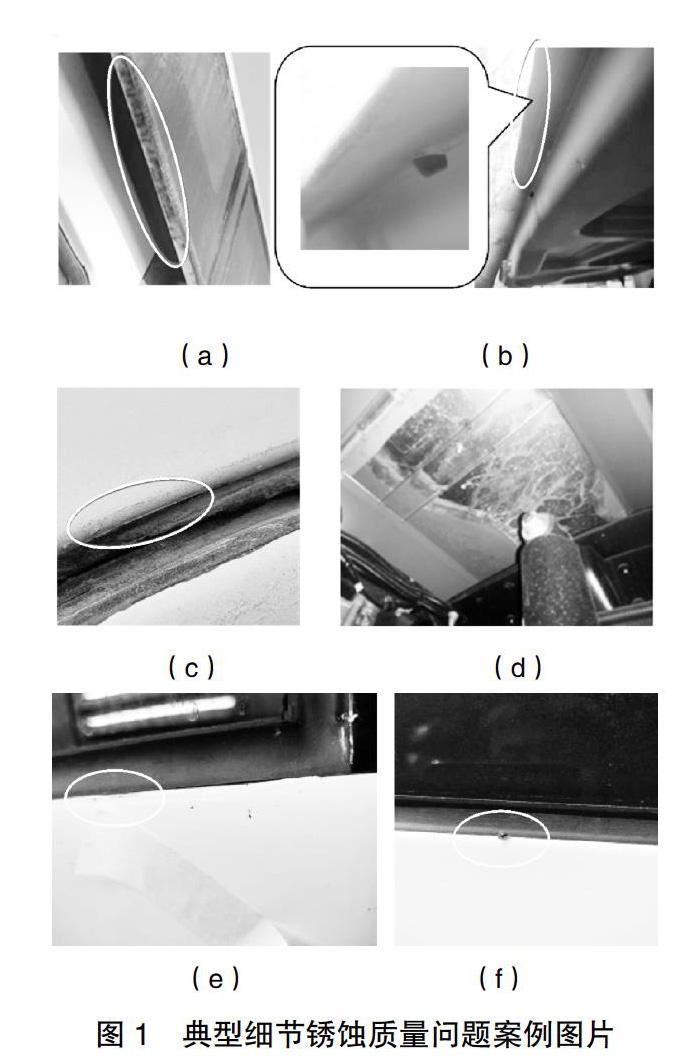
某公司客车采用蒙皮冷轧板+整车电泳处理工艺,本文结合该公司近些年来整车电泳后出现的五个典型细节锈蚀质量问题案例:折叠门框上框下表面锈蚀(图1(a))、后仓门边锈蚀(图1(b))、校车前检修盖内边沿锈蚀(图1(c))、压件轮罩内电泳不良锈蚀(图1(d))及边窗胶缝边沿部位锈蚀(图1(e)、(f)),结合相关现场生产施工现状,分析了其产生细节锈蚀质量问题的原因,并提供相关细节锈蚀问题改善方案以供参考。
1 原因分析
1.1 折叠门框上框下表面锈蚀案例
经排查分析原因为:该框下表面部位为13MM的折边,电泳漆及中涂漆打磨,易产生打磨露底缺陷(裸露到铁材质),且该部位存在中涂喷涂不严(图2)及面漆漆膜较薄缺陷,易导致防腐性能下降,从而产生其细节锈蚀质量问题。
1.2 后仓门边锈蚀案例
经排查分析原因为:仓门为内外两层板拼装,门边为包边方式。涂装打磨施工过程中,仓门边沿边棱部位,易产生打磨露底缺陷;涂装喷涂面/色漆施工过程中,仓门边沿以内喷涂面/色漆漆膜厚度薄,且仓门边沿内喷涂里子漆时,存在遮蔽胶带粘贴防护过多,造成里子漆与面/色漆交界处喷漆不严(图3)及漆膜较薄,从而易产生后仓门边细节锈蚀质量问题。
1.3 校车前检修盖内边沿锈蚀案例
经排查分析原因为:整车电泳后及涂装施工过程中,其前检修盖两侧内边沿,局部存在与两侧框边接触,其开关及转运过程中易产生碰划伤问题,造成电泳漆膜及涂装涂漆漆膜搁伤(图4),总装下线后补漆漆膜较薄,从而导致其部位易产生其细节锈蚀质量问题。
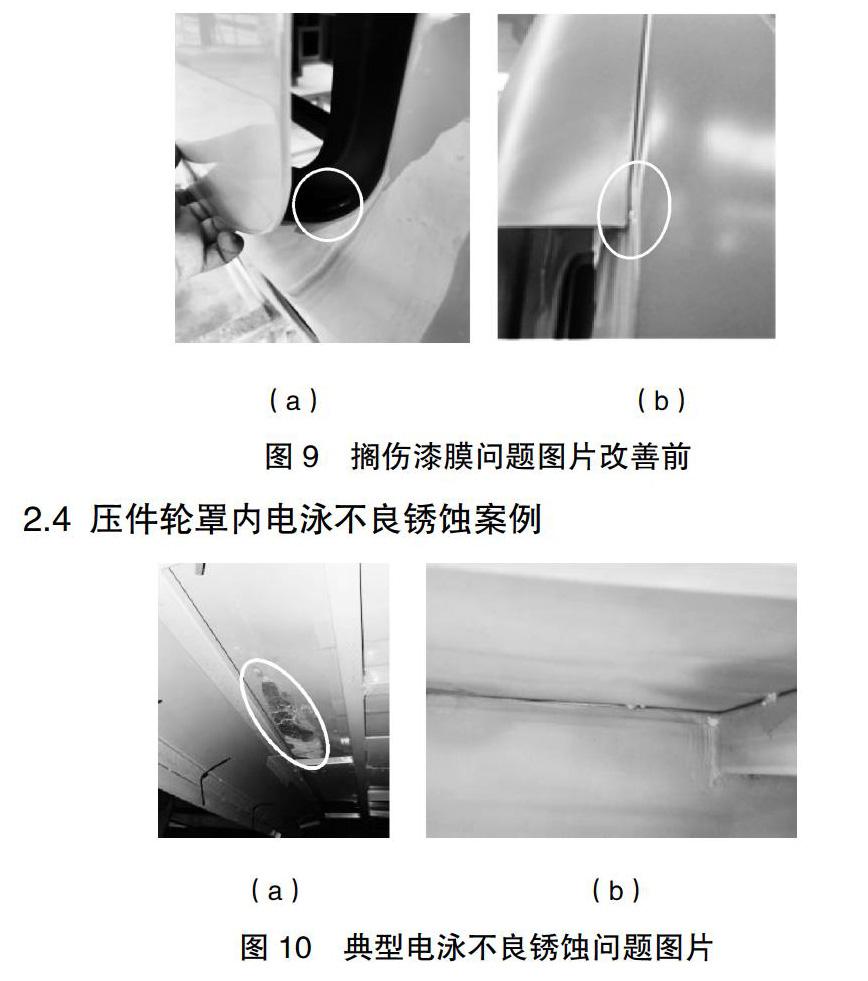
1.4 压件轮罩内电泳不良锈蚀案例
经排查分析原因:客车整车电泳进入槽体时,压件轮罩结构存在排气不良部位,会导致空气积存[2],在电泳过程中气体流向问题区域的最高点滞留,隔绝了车身钣金表面与电泳槽液直接接触,形成气室,使问题部位不能有效处理,最终导致钣金表面形成电泳露底缺陷,电泳外观不良[3]锈蚀。
1.5 边窗胶缝边沿部位锈蚀案例
经排查分析原因为,边窗胶缝边沿部位易存在打磨露底、漆膜划伤(图5)及涂漆漆膜较薄问题,从而易产生边窗胶缝边沿部位细节锈蚀质量问题。
2 现场施工现状分析
2.1 折叠门框上框下表面锈蚀案例
结合涂装施工现场,对折叠门框上框下表面面漆漆膜总厚度进行测量,并排查打磨露底缺陷现状情况:
2.1.1 测量漆膜厚度
对折叠门框上框下表面面漆厚度进行测量,根据测量统计结果,通过其改善前面漆漆膜总厚度测量统计表(表1),分析最小厚度、最大厚度及平均厚度数据,可看出其整体漆膜厚度较薄及厚度不一,从而也就验证了其打磨露底及喷漆薄易产生锈蚀问题原因。
2.1.2 打磨露底缺陷
在客车涂装打磨施工过程中,易产生电泳漆及中涂漆打磨露底缺陷,其缺陷主要集中在框边、筋线、凹凸等一些边棱部位,使用新砂纸(较粗型号)、用风磨机打磨及多次往复重复性打磨,极易产生漆膜打磨露底缺陷,从而导致整体漆膜厚度偏低,降低其产品的防腐性能。
打磨露底缺陷,按涂层可分为:电泳漆打磨露底缺陷(图6(a))、中涂漆打磨露底缺陷(图6(b));其按腻子刮涂部位可分为:腻子刮涂处打磨露底缺陷(图6(c))和非腻子刮涂处打磨露底缺陷(图6(a))。因腻子需打磨平顺,其紧邻边棱部位不可避免产生打磨露底缺陷,该类腻子部位打磨露底缺陷比较普遍,且很难避免减少及改善;其它非腻子部位打磨露底缺陷,可从材料使用、打磨方式等,能有效进行避免减少及改善。
2.2 后仓门边锈蚀案例
仓门分为包边处理及非包边处理两种方式,通过排查仓门施工现状,存在门包边缝隙处打胶不严及仓门非包边边沿存在棱边毛刺问题,易产生锈蚀质量隐患问题。
2.2.1 门包边缝隙处打胶不严
车辆电泳后,门内包边与内板贴合间隙小,易存在电泳不良,其折边缝隙处打胶不严,易产生锈蚀隐患问题,如物流车后开门为下开启方式,打开一定角度,因其上部内门边与门框止口空间间隙较小,对其上部内折边缝隙处打胶较难施工,未对其缝隙处进行打胶处理(图7),后期发现其缝隙处有锈蚀问题。
2.2.2 仓门非包边边沿棱边毛刺
仓门非包边方式多为为割制下料,其仓门边易为直角,且边缘易存在毛刺缺陷(图8),在电泳过程中受边角效应影响,电泳效果变差[4],涂装涂漆不易涂覆,且其边棱部位易产生打磨露底缺陷,影响其防腐质量。
2.3 校车前检修盖内边沿碰划伤类锈蚀案例
结合校车前检修盖内边沿碰划伤类锈蚀问题,排查涂装施工过程中,常产生碰划伤损伤漆膜出现露底问题:如客车后仓门存在与止口框边干涉磕碰划伤(图9(a))、物流车后开门开关存在与后框边相互干涉磕碰划伤(图9(b)),降低了其防腐性能,易产生细节锈蚀质量隐患问题。
2.5 边窗胶缝边沿部位锈蚀案例
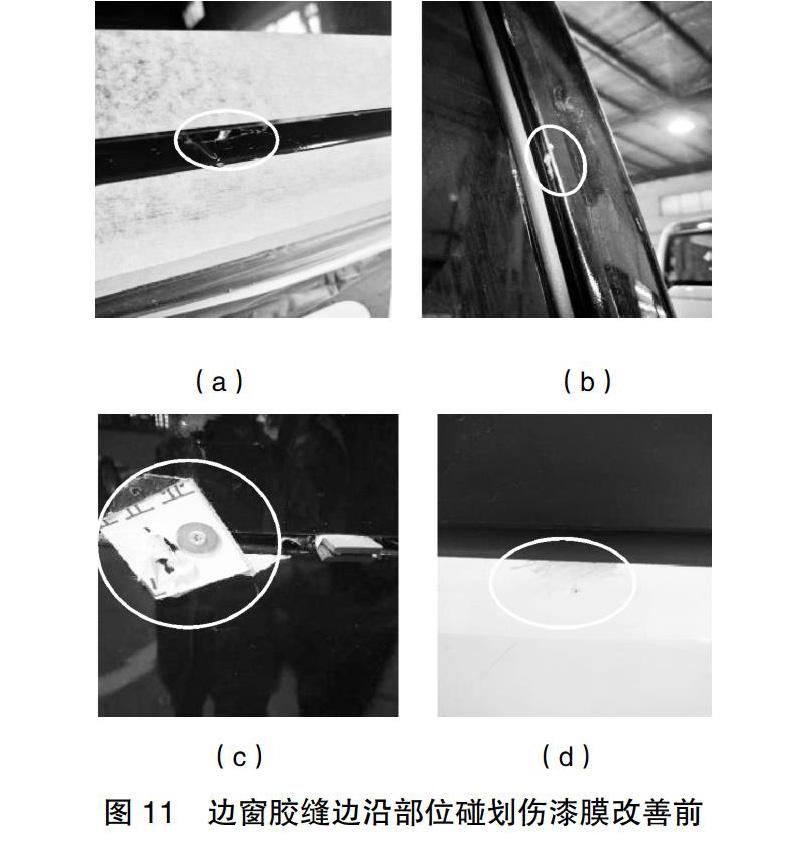
总装车间边窗粘接施工,边窗胶缝边沿部位易存在一些碰划伤问题:如装配玻璃固定夹需钻孔施工,存在钻端部碰划伤损伤漆膜涂层,造成划伤露底裸露铁材质,产生典型边窗下沿下碰划伤(图11(a))及两侧边窗前部流水槽部位碰划伤问题(图11(b));玻璃固定用硬质固定块划伤(图11(c))、清理固化残胶划伤漆膜(图11(d))等问题,从而降低了其防腐性能,易产生其细节锈蚀质量隐患问题。
3 改善细节锈蚀类问题
3.1 从材质方面提升防腐質量
3.1.1 整车电泳板材调整
建议蒙皮板材由原来的冷轧板,调整为非钝化的热镀锌钢板、带铝硅涂层热成型材料,用以提升车身防腐性能[5]。
3.1.2 调整仓门材质
建议仓门采用镀锌板、铝、铝合金材质,其耐蚀性、耐氧化性能大大高于冷轧板材料。如公交车侧仓门采用铝材质(图12)。
3.2 改善露底缺陷
3.2.1 避免减少打磨露底缺陷
对非刮涂腻子部位边棱处打磨,禁用型号较粗的新砂纸打磨及风磨机打磨,可使用用过的废旧砂纸,用手进行打磨处理;也可用使600#打磨软垫,可用手打磨或用风磨机打磨,通过试验验证其改善效果较好(图13)。
3.2.2 打磨露底缺陷弥补处理
对打磨露底缺陷处进行弥补处理,采取喷漆前及完成清理擦拭除尘后,先对其露底处补喷严密双组份免磨底漆,再湿碰湿喷漆严密处理,包含中涂、面漆、色漆工序。补喷免磨底漆作用相当于补喷底漆,其与底材的附着力良好,具有良好的防腐性能。
3.3 改善折叠门框上框下表面锈蚀
折叠门框上框下表面喷涂中涂及面漆涂层的基础上,优化加喷黑漆处理(图14)。验证测量其面漆漆膜总厚度,见改善后面漆漆膜总厚度测量统计表(表2),与原来相比有较大改善(表3),不但提高了其框边同胶缝及玻璃颜色的一致性,而且进一步提高了其防腐性能及外观细节质量。
3.4 改善仓门边锈蚀
3.4.1 仓门边处理
冲压裁剪的板材,选择合理的冲裁间隙值、控制磨具刃口磨损度等方法,减少毛刺的产生[6]。仓门边少采用锐边结构,锐边不易涂覆上涂料,端面锐角处不易用直角过渡,可适当增加R弧度[7],可使用风磨机粘贴80#砂纸,对非包边仓门边进行倒角处理,对包边仓门内缝隙处打胶密封严密处理,如物流车后开门上部内包边缝隙处,使用长胶嘴胶枪打胶密封处理(图15)。
3.4.2 优化面/色漆喷涂方式
优化仓门边喷涂施工,面/色漆采取喷涂“先边棱后大面”,对包边仓门内边沿向内延伸喷涂3-5CM(图16),能较好改善仓门边沿部位里子漆与面漆分界处涂漆不严锈蚀问题。
3.5 改善校车前检修盖内边沿碰划伤类锈蚀
3.5.1 校车前检修盖限位块安装前移
原来总装装配的校车前检修盖限位块,该限位块为一端带螺栓的橡胶块,安装后可以缓冲检修门对框边的冲击,也能起到限位的作用。将其限位块优化调整,前移到车辆电泳后转运前安装施工(图17(a)),其限位块为黑色,其检修门内面喷涂黑漆,涂装车间对前检修盖按正常涂漆施工。实施后,避免了前检修盖两侧内边沿与两侧框边干涉接触,较好地改善了校车前检修盖电泳后车辆转运、涂装车辆施工及转运至总装过程产生的相关搁伤漆膜问题(图17(b)),从而提高了其防腐细节质量。
3.5.2 安装专用支撑及防护教条
其它门类,做好相关防护,避免产生磕碰问题,如后仓门止口部位加装防护胶条(图18(a)),也可采取设计制作安装专用支撑等方式,如物流车后门设计制作安装专用支撑(图18(b)),避免电泳后转运及涂装施工过程中碰划伤漆面而产生的锈蚀问题。
3.6 改善电泳不良锈蚀问题
3.6.1 改善压件轮罩内电泳不良锈蚀问题
合理设计工艺孔距离及开孔大小,有利于电泳液顺利进入内腔或区域并有效形成保护膜[8]。在其轮罩内边沿部位增打两个?=10mm的排气孔(图19(a)),验证电泳后漆膜质量较好,其电泳漆膜连续均匀,无电泳不良锈蚀问题(图19(b))。
3.6.2 改善其它气室电泳不良锈蚀问题
针对订单选装车内加焊铁地板侧仓内存在的电泳不良问题,优化改为侧仓上部铁地板电泳前不加焊(图20),车辆电泳后,再加焊侧仓上部铁地板处理。对存在的其它产生气室的因素要进行分析,可以通过调整焊装工艺或涂装设备等进行解决[3]。
3.6.3 电泳不良锈蚀弥补处理
针对不可避免产生的电泳不良锈蚀问题,及时采取打磨、除锈、除油及补喷双组份环氧底漆弥补处理措施。
3.7 改善边窗胶缝边沿部位锈蚀
3.7.1 钻前端部加装软体防护
止口部位因装配玻璃固定夹而需钻孔时,钻前端部采取加装软体防护橡胶装置(图21),能有效避免防止钻前端部碰划伤漆面。后期可将其一些钻孔,优化由总装调整前移到电泳前(制焊)施工,能更好起到避免划伤及增强防腐质量作用。
3.7.2 玻璃固定块施工
玻璃固定块采用橡胶材质(图22),不允许采用金属或木质垫片,且垫片移除时不能用螺丝刀撬除,防止损伤漆面。
3.7.3 改善残胶划伤
总装对止口部位刷涂底涂及填塞密封胶时,应沿边窗框外边沿棱线部位,向外粘贴遮蔽防护胶带,与涂装车间粘贴的遮蔽膜胶带搭接(图23),其遮蔽膜主要用于用于大面漆面防护,能有效避免产生残胶及划伤问题。如其它部位不慎将底涂及密封胶残留车身漆面,应及时用除胶剂擦拭清除干净,严禁漆面上遗留固化残胶,严禁采用刀片或螺丝刀等硬质器具对漆面固化残胶进行刮擦清理,避免使其漆面出现损伤露底问题。
4 结语
本文针对整车电泳后的五个典型细节锈蚀问题案例,对其产生原因进行了分析,并结合相关生产现场施工现状,制定了相关改善方案,保证了涂膜的完整性,提高了防腐性能,进而提高产品在市场上的竞争力[9]。
引起客车车辆锈蚀的主要因素有使用环境因素和自身结构因素。整车防腐质量的提升必须从产品结构的设计、防腐材料的选用、正确的施工工艺、严格施工管理入手[10]。防腐是车身设计重要环节,只有通过设计合理的车身结构、選用适当的耐蚀材料和应用满足要求的工艺防护措施等方法,实现从设计到工艺每个细节都建立防腐思维,才能全面提升车身耐腐蚀能力水平[8]。尤其针对高温、高湿、高盐、高紫外线光照气候环境恶劣区域的订单,更要严格按工艺要求施工,加强减少打磨露底、免磨底漆喷涂、面漆漆膜厚度、碰划伤等施工环节的过程质量管控,客车整车电泳后的细节防腐品质及漆面质量才会更好地得到保证。
参考文献
[1] 晏斌.大型客车整车阴极电泳涂装工艺[J].客车技术与研究,2010 (01):45-47.
[2] 潘明明,贾鹏鹏,张晓亭,等.新工厂调试过程中电泳气室问题解决[J].现代涂料与涂装, 2019, 22(03):33-35.
[3] 李世豪,高静.浅析车身排气性[J].现代涂料与涂装,2019.
[4] 梅学华.浅谈轿车车身强化腐蚀性能评审及改进[J].现代涂料与涂装.2019,22(11):62-65.
[5] 李军,马源.新车开发过程中腔体生锈问题的解析[J].现代涂料与涂装, 2019 (1): 22.
[6] 蔡元平,王永豪.汽车腐蚀试验常见腐蚀问题分析与防腐优化[J].环境技术, 2013 (1): 14-18.
[7] 崔绍俊,史文献.客车防腐浅析[J].中国公路学会客车分会2006年中国客车学术年会, 2007:133-134.
[8] 马琼,王添琪,李易.乘用车车身腐蚀原因分析及其防护[J].汽车实用技术,2018 (9): 37.
[9] 谢丽丽,王晓鹏.浅谈轻卡阴极电泳涂膜耐中性盐雾性能试验[J].现代涂料与涂装,2020,23(02):53-57.
[10] 吉学刚,马兰彪,李永霞.国内客车防腐技术应用探讨[J].客车技术与研究,2007, 29(3): 45-47.
