航空柱塞泵配流副磨损模型与寿命预测
2020-12-14陈远玲班成周刘银水高骁卿
陈远玲, 班成周, 刘银水, 张 阳, 张 毅, 高骁卿
(1.广西大学 机械工程学院, 广西 南宁 530004; 2.华中科技大学 机械科学与工程学院, 湖北 武汉 430074)
引言
航空轴向柱塞泵因其体积小、功率密度大、稳定性好等特点,已经成为飞机液压系统中不可替代的动力传动装置[1]。近年来随着航空柱塞泵高速高压化发展,其内部摩擦副的设计被认为是最重要的制约因素之一[2-5]。IVANTYSYNOVA团队对3000 r/min,20 MPa柱塞泵的柱塞/缸体[6]、缸体/配流盘[7]和滑靴/斜盘[8]三大摩擦副的润滑摩擦机理展开系统性的研究,主要分析流体弹性变形、热效应和多物理场耦合在三大摩擦副中的影响,并使用C语言编写的CASPAR工具[9]预测不同工况下柱塞泵摩擦副的压力场、温度场以及油膜厚度,为柱塞泵的设计提供理论指导。LI等[10]针对9000 r/min,28 MPa EHA泵配流副多物理场耦合恶化问题,采用流-热-固耦合方法,揭示了配流副中流体的压力和温度随时间和空间的变化规律。在材料摩擦磨损试验方面,王正磊等[11]使用盘-环试验机在L-HM46抗磨液压油润滑条件下,研究得出在1800 r/min转速下轴向柱塞泵配流副(38CrMoAl-CuPb15Sn5)的摩擦材料更易发生粘着磨损,增加压力也会加快配流副磨损,但压力对配流副磨损率的影响是非线性的结论;任晓燕等[12]以ZCuPb20Sn5-45为摩擦副,研究了不同PV值和油润滑条件下铅锡青铜合金的摩擦磨损性能。由于摩擦工况不同,上述材料摩擦试验不能完全真实的反映柱塞泵摩擦副磨损情况,而柱塞泵实际摩擦磨损试验需投入大量的时间和成本;Kalin等[13]搭建了1450 r/min,18 MPa的柱塞泵专用测试平台,通过2000 h试验,对比分析在滑靴表面涂覆DLC涂层和无涂层时的摩擦性能;葛薇等[14]使用多尺度SVM对磨损状态进行预测分析,通过长周期的航空柱塞泵摩擦试验,以回油流量2.8 L/min 为摩擦副失效依据判断,预测值与试验值具有一致性;马纪明等[15]综述了多种航空柱塞泵摩擦副磨损失效因素,重点分析了温度改变摩擦副油膜特性对磨损的影响,并分析多物理场耦合效应和加速寿命试验在航空柱塞泵摩擦副磨损上的应用。其他关于柱塞泵摩擦副的研究大多集中在耐磨涂层材料的摩擦学性能方面,以减少磨损提高使用寿命[16-19]。
综上可知柱塞泵中摩擦副元件的磨损是评价摩擦副设计合理性的一个重要指标,但由于受到实验条件的限制,高速高压条件下摩擦副内部的磨损量一直难以测量。高速高压下摩擦副内部流-热-固之间的耦合作用影响不容忽视,传统的公式已经不再适用于高速高压轴向柱塞泵的设计和开发[20-21]。本研究基于Archard磨损方程数值仿真分析方法,结合配流副流-热-固耦合方法,建立一种适用于高速高压条件下的航空柱塞泵配流副摩擦磨损预测模型,以容积效率低于90%为配流副磨损失效评价指标,分析柱塞泵配流副不同工况下摩擦磨损情况。
1 数学模型
1.1 Archard磨损方程
磨损是一个物体与另一物体接触时表面材料逐渐损耗的过程,涉及机械和化学的复杂现象[22]。宏观条件下的磨损研究大多基于Archard方程[23],Archard磨损方程可表示为:
(1)

K—— 无量纲磨损系数
H—— 材料硬度,MPa
pt—— 接触压力,MPa
A—— 摩擦接触面积,mm2
vt—— 相对滑动速度,mm/s
C1—— 压力指数
C2—— 速度指数
则磨损深度随时间的变化率为:
(2)
磨损系数K是一个关键参数,K值随着润滑条件的变化而变化,表1中给出几种润滑条件下的磨损系数取值范围。

表1 几种润滑条件下的K值
在理想状态下,柱塞泵配流副为弹性流体动力润滑,油膜将缸体和配流盘摩擦界面完全分开,摩擦副元件理论上不发生磨损。但实际情况下由于高速高压作用,缸体受到交变负载、倾覆力矩以及多物理场耦合效应的影响,容易导致配流副油膜破裂。当油膜厚度小于摩擦界面表面粗糙度时,将发生粘着磨损或磨粒磨损。配流副摩擦系数在0.001~0.01之间[24],选取磨损系数K为1×10-10。
1.2 流体控制方程
对高速高压条件下配流副流-热-固多物理场耦合数学模型进行推导,并运用有限元法进行求解,求解结果作为配流副摩擦磨损预测模型的边界条件。
对于不可压缩的连续性介质,可由连续性方程、动量守恒方程和能量方程描述。
在笛卡尔坐标系下,连续性方程可以表示为:
(3)
式中,ρ为流体密度;u,v,w分别为x,y,z方向流体速度。
动量守恒定律中,由Navier首先提出描述流体运动的方程,Stokes通过试验对流体微元表面应力进行量化,忽略体积力得到N-S方程简化表达式:
(4)
式中,V为流场中流速矢量;μ为流体黏度;p为流场中的压力。
由式(3)和式(4),推导出能描述柱塞泵配流副润滑油膜压力特性的雷诺方程,在推导之前进行如下假设:
(1) 假设为稳态,则∂ρV/∂t=0;
(2) 惯性力远小于黏性力可忽略不计,即对流惯性项▽·ρVV=0,且雷诺数Re很小;
(3) 在笛卡尔坐标系中,z轴正方向设为油膜厚度方向指向缸体,x轴正方向设定为配流盘高压区域,压力沿油膜厚度方向基本不变,∂p/∂z=0;
(4) 油膜厚度方向尺寸远小于其他两个方向,油膜厚度方向速度梯度远大于其他两个方向。
则N-S方程可简化为:
▽p=▽·(μ▽V)
(5)
在笛卡尔坐标系中,式(5)在z方向上积分:

(6)
由于柱塞泵配流副实际运行过程中,配流盘是固定的,缸体以一定角速度绕着主轴转动,给出缸体和配流盘的边界条件:

(7)
式中,Vcb,Vvp分别表示缸体和配流盘的速度边界条件;ω为缸体角速度;r为缸体半径;在柱坐标系中以配流盘表面为xy平面,则zcb=h,h为油膜厚度。
将式(7)带入式(6)整理可得到配流副润滑油膜雷诺方程:
(8)
式中,θ为缸体旋转角度。
在柱坐标系下,采用三点(h1,h2,h3)确定一个平面方法,考虑弹性流体压力变形和热变形,可推导出配流副任意一点油膜厚度方程:
hT(r,θ)
(9)
式中,R为缸体外圆半径;hp(r,θ)和hT(r,θ)分别为压力和温度引起的材料变形导致油膜厚度的变化量。
结合式(8)和式(9),通过有限元法迭代计算可求出油膜压力场,将作为摩擦磨损预测模型的压力载荷边界条件。
配流副润滑油膜温度场可通过能量守恒方程确定,对于稳态流体流动,能量方程的微分表达式:
(10)
式中,T为流体温度;cp为流体比热容;φd为体积热源项,表示配流副油膜的黏性剪切所产生的单位体积热功率。
1.3 固体传热方程
在配流副润滑油膜中,因黏性摩擦而产生的热量从流体区域传递到固体区域,配流副在笛卡尔坐标系下的热传导方程为:
(11)
式中,ρvp和ρcb分别为配流盘和缸体材料密度;cp1和cp2分别为配流盘和缸体材料比热容;Tvp和Tcb分别为配流盘和缸体的温度;k1和k2为流体与固体的对流换热系数,与配流盘和缸体摩擦表面的输入热流密度有关系,摩擦表面的输入热流密度为:
q(x,y,t)=fsp(x,y,t)v(x,y,t)
(12)
式中,p(x,y,t)为接触比压力;v(x,y,t)为缸体相对运动速度;fs为界面摩擦系数。
1.4 固体热弹性应力方程
假设摩擦副材料应力和应变满足弹性力学的基本规律,根据第四强度理论,材料的等效应力为:
(13)
式中,σs为材料屈服极限;σ1,σ2和σ3为3个主应力。
材料的应变增量包括弹性应变和热应变:
Δε=Δεe+ΔεT
(14)
在配流副实际工况下,由于油膜温度变化而引起配流盘和缸体材料摩擦表面的热应变,满足热材料的热膨胀规律,温度引起的材料应变为:
ΔεT=αmΔT(1,1,1,0,0,0)T
(15)
式中,αm为材料的热膨胀系数; ΔT为温差。
2 建模与仿真
2.1 预测模型及参数设置
基于ANSYS Workbench平台建立航空柱塞泵配流副单向流-热-固多物理场耦合模型和摩擦磨损预测模型,包括流体域分析、热分析和固体域分析三大模块,如图1所示,具体仿真设置操作步骤如下:

图1 配流副摩擦磨损预测模型
(1) 首先通过Fluent计算配流副流体区域油膜的温度场和压力场,使用C语言编写的UDF定义柱塞的运动。介质采用15号航空液压油,油液密度ρ=8.73×10-8kg/mm3,运动黏度v1=20.19 mm2/s(40 ℃),v2=5.03 mm2/s(100 ℃);设置出口压力分别为28, 31, 35 MPa,转速分别为10000, 12000, 15000 r/min,斜盘倾角14.5°,排量为7.3 mL/r,进口压力0.3 MPa,初始温度设置为30 ℃,初始油膜厚度设置为10 μm[24];仿真时间步设置为2e-5 s,时间步数为300步,得到稳定的压力流量脉动曲线;
(2) 其次进行配流副油膜与摩擦元件的传热分析,由Fluent流体计算得到的油膜温度分布,通过Workbench内部数据交换直接加载到配流盘和缸体摩擦表面对应的节点和单元上,分析结果作为磨损预测模型的温度载荷;
(3) 固体域分析作为核心模块,通过流体计算和热分析得到压力和温度载荷,加载到缸体和配流盘对应的摩擦表面上。同时使用ADPL语言关键字“TB,WEAR”,“TBDATA”设置Archard磨损方程,仿真时间设置为0.1 s。设置配流副磨损系数K=1×10-10,表面压力和相对滑动速度指数分别为C1,C2,且C1=C2=1。选择柱塞泵摩擦副中最常用的软硬配对材料,即锰黄铜(CuZn38Mn1Al)和氮化钢(38CrMoAl)作为缸体和配流盘对磨材料。使用HRS-150数显洛氏硬度计测量材料硬度,测量5个点取平均值。猛黄铜的硬度为18.6HRC,氮化钢的硬度为63.2HRC。由于两种材料硬度相差较大,因此忽略配流盘材料的磨损情况,仅计算缸体材料的磨损量。通过单位换算,缸体材料表面硬度H=755 MPa,材料属性通过ANSYS自定义材料库添加,如表2所示。

表2 材料属性
2.2 流-热-固耦合计算结果
在柱塞泵转速10000 r/min、出口压力28 MPa理想油膜润滑状态条件下,配流盘和缸体表面温度分布情况如图2所示。由黏性摩擦产生的最高温升为50.325 ℃,在配流副高压区域。
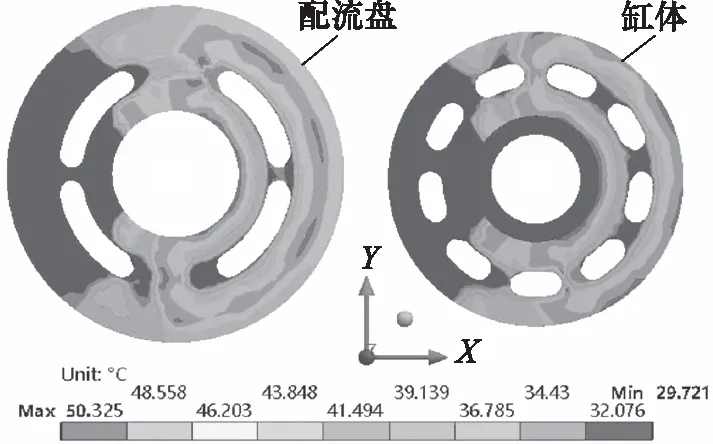
图2 配流盘和缸体温度分布
配流盘和缸体压力分布如图3所示。图中上半部分为配流盘高低压区域具体压力分布情况,A点为压力峰值点,位于配流盘卸荷槽处,即柱塞刚开始由外死点进入高压区时,最高压力为28.43 MPa。
图4表示不同工况下的航空柱塞泵配流副输出压力脉动和温升曲线。图4a给出转速10000 r/min(其他转速具有类似特点),不同压力下配流盘卸荷槽A点压力和泵出口压力变化曲线。由图4a可知,航空柱塞泵的出口压力越高,卸荷槽处压力变化脉动越大;A点处压力脉动在6.8%左右,而出口压力脉动在1.5%以下,通常航空柱塞泵出口压力脉动要求在5%以下[1,5]。图4b为不同转速和压力下,配流副温升情况。理想油膜状态下, 配流副黏性摩擦温升随着柱塞泵的转速和压力升高而增加,基本呈线性变化关系。

图3 配流盘和缸体压力分布
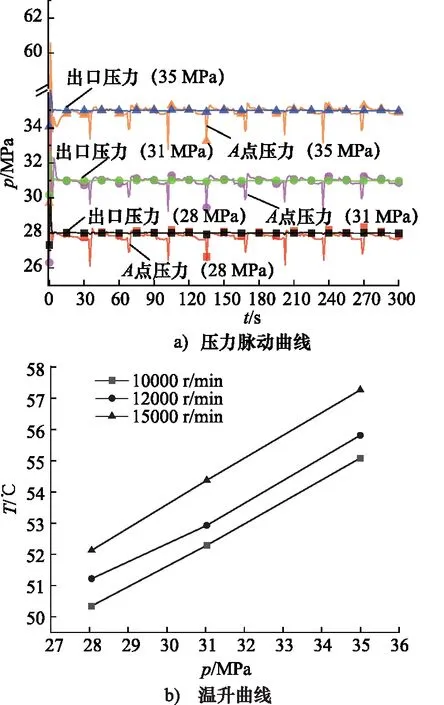
图4 不同工况下压力脉动和温升曲线
2.3 配流副磨损失效分析
图5给出柱塞泵转速12000 r/min、出口压力31 MPa条件下,缸体摩擦界面磨损情况。由图5a可知,在配流副实际运行过程中,缸体表面应力呈不均匀分布,高压区域应力较大。图5b显示缸体在高压区磨损深度最大,低压区域基本不发生磨损,由此造成偏磨现象,其他工况下具有类似的趋势,同时也表明配流副磨损情况的复杂性。
将航空柱塞泵容积效率作为摩擦副失效评价指标,当泵的容积效率低于90%即判定摩擦副磨损失效。泵在10000 r/min条件下理想输出流量q=73 L/min,由式Δq=(1-ηv)q计算得到,此时泵的泄漏流量为Δq=7.3 L/min;则当柱塞泵转速为12000 r/min和15000 r/min时,对应的泄漏流量分别为8.76 L/min,10.95 L/min。配流副总的泄漏流量与油膜厚度的关系可表示为[25]:
(16)
式中, Δp为泵摩擦副间隙压力差;R1,R2,R3,R4分别为配流盘内密封带内半径、内密封带外半径、外密封带内半径和外密封带外半径;φ为腰型槽角度范围; Δh为配流副磨损后油膜厚度,Δh=h0+ht,在磨损预测模型中,初始油膜厚度h0=10 μm,ht为磨损深度,包括材料的磨损以及压力、温度引起的材料变形,在磨损模型中计算得出。给出不同工况下配流副泄漏流量与油膜厚度之间的关系,如图6所示。

图6 不同工况下配流副泄漏流量与油膜厚度之间的关系
由表3可知,配流副磨损失效最大油膜厚度与转速和出口压力之间的关系,通过计算可得出配流副磨损失效寿命,如图7所示。

表3 不同工况下配流副磨损失效最大油膜厚度
图7中磨损深度变化率是配流副预测模型中的一个综合计算结果,包括材料的磨损以及压力、温度引起的材料变形,其随着转速和压力的增加而变大。当航空柱塞泵转速在10000 r/min时,配流副磨损失效寿命在2000 h以上;但随着转速和压力的升高,配流副磨损失效寿命明显缩短,在柱塞泵转速15000 r/min、压力35 MPa时,配流副磨损寿命仅为450 h。

图7 不同工况下配流副磨损深度变化率与失效寿命
3 结论
(1) 本研究基于Archard方程和配流副流-热-固耦合方法,建立了一种适用于高速高压条件下的航空柱塞泵配流副摩擦磨损预测模型。通过柱塞泵配流副泄漏流量与油膜厚度之间的关系,预测配流副磨损失效寿命,以指导摩擦副设计;
(2) 航空柱塞泵配流副油膜厚度大小对配流副的磨损失效寿命起着决定性作用,而影响油膜厚度的因素有很多,包括温度和压力引起的材料变形、摩擦界面不均匀的压力分布、摩擦元件表面加工精度、材料硬度、结构形状等。为提高航空配流副使用寿命,可采取以下方法:减少缸体摩擦半径,如采用球面配流盘的结构来减少摩擦副相对滑动速度;提高摩擦元件表面加工精度,降低表面粗糙度,以减少黏性摩擦生热;涂覆低摩擦高耐磨的涂层,降低摩擦系数的同时提高表面材料硬度等;
(3) 配流副磨损预测模型中,磨损系数K值依据经验选取,有望在以后的实际柱塞泵配流副磨损试验中确定K值范围,进一步优化仿真模型。
