基于激光测距传感器的真空回潮物流箱体形变检测系统的设计
2020-12-11叶飞施旭东
叶飞 施旭东


摘 要:真空回潮是卷烟生产的一道重要工序[1]。其目的是增加烟叶温度和含水率,使片烟松散,提高烟叶耐加工性,减轻杂气。在实际生产过程中,真空回潮段的物流箱体在输送辊道运输过程中有托举、转向、翻转等动作,使箱体在长期使用过程中容易发生形变,尤其底部四角位置较为普遍。
关键词:激光测距;真空回潮;物流;检测
中图分类号:U456 文献标识码:A 文章编号:1671-2064(2020)13-0079-02
1系统构建
通过对激光测距[2]、三维激光扫描、超声波检测等变形检测方法的特点及优缺点的分析与比较,激光测距技术在测量精度、报错概率、测量范围、转换效率等方面表现良好,同时具有体积小、重量轻、功耗低、可靠性高、价格低廉、使用安全等特点,因此设计的检测系统采用激光测距技术。
形变是指物体受外力作用而产生体积或形状的改变。这里的改变是相对于原来的体积或形状。如果要检测出这样的形变就需要找到一个参考标准[3],这一标准也被用作计算机判读的判据。对于形变量的检测,本系统采用测距传感器一定采样时间内各照射点连线的长度来确定。当一个未发生形变的被测面,沿辊道平移通过测距传感器时,其各激光照射点的连线为一条直线。当部分照射点凸起或凹陷时,得到照射点的连线就是一条带曲度的线,该曲线长度必大于标准直线长,这样根据两者的差值就可以设定相应的形变标准。由此,设计的真空回潮物流箱体形变检测系统由2支激光测距传感器、1个信号采集控制器和1套控制软件组成,检测系统原理如图1所示。
2硬件搭建
由于变形箱体致卡阻情况多发生于物流辊道转向及分片机内箱体固定挡板升起处,所以该方案主要针对立方体型不锈钢箱体与物流辊道接触的四角位置形变情况进行设计,具体检测平台硬件搭建情况如俯视图图2所示。
在翻箱工位前竖直物流辊道两侧立式挡板上开槽分别安装两台激光测距传感器,图上标注了一台传感器安装位置,还应在辊道另一侧对称安装另一台传感器。保证光线发射方向与辊道运动方向垂直,激光器架设高度以箱体受挤压形变较明显处参考而定,现以(1)角被测面形变检测方案进行说明。
3算法说明
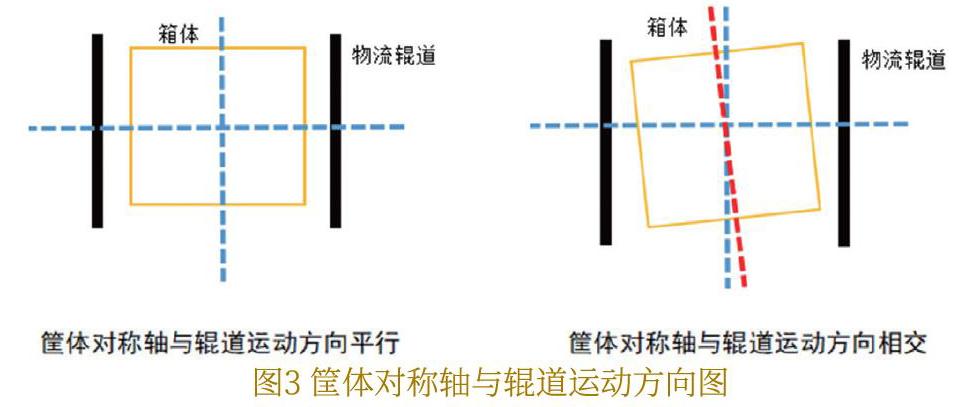
首先建立一个二维的平面坐标系,以激光器发光头位置为坐标的零点,以軌道运行方向为X轴正方向,以激光照射方向为Y轴正方向,如图3所示。
理想状态下,箱体绝对方正,筐体的对称轴与轨道运动方向平行。如图4所示,实际情况中,筐体无法绝对的正,可能存在一定角度,使筐体对称轴与辊道运动方向存在一定角度,如图5所示。
由于该检测方法测量的是筐体表面轮廓线的客观值,且光速远远大于被侧面轮廓线长度,所以上述两种情况对测量结果无影响。实际测量值为角(1)被测面各照射点连线的长度值,当采样频率较高满足精度要求时,可认为一定时间内所测量连线为曲线,且长度为该被测面的几何轮廓线长度,这样就可以将该长度与无形变状态下直线长度进行比较,并将差值作为判据进行判定。设物流辊道沿X轴运动方向速率恒定为v,激光器采样频率恒定,现以激光器三次采样即三次照射情况为例说明。箱体沿物流辊道向前移动,第一次采样时计算机记录下接收到反射信号的时间为t1,利用该时间可得反射点与原点的距离为s1=C×t1/2(其中C为光速2.9979m/s×108m/s,下同),该反射点坐标即为E(0,s1),箱体继续向前移动同理可得第二个反射点坐标F(0,s2)及第三个反射点坐标G(0,s3),由于采样频率恒定,即两次采样间隔时长恒定,该时长为T,则该采样时长内箱体向前移动距离为△,△=v×T(v为物流辊道沿X轴运动方向速率)。根据曲线长度计算公式可得曲线EF长度为LEF=,其中y=s2—s1/△,同理可得曲线FG长度为LFG。将两段长度相加即可得曲线EG长度LEG=LEF+LFG。当采样次数增大,所得曲线长度即为一定时间间隔内角(1)处被测表面曲线长度,当角(1)受外力产生形变时该长度要大于无形变时直线长度,通过实验可以将该曲线长度与无形变时标准值的偏差量作为形变量判据,以此判断角(1)处形变的严重情况。待角(3)通过此激光测距传感器时可用该方法再次检测被测面形变情况。
4软件实现
工业中常用的工控PLC有三菱、AB、西门子、欧姆龙、施耐德等公司,这里我们选用西门子PLC。通过西门子S7-300/400 PLC实时获取并记录激光器采集数据,将采集数据传至上位软件WinCC显示。因为WinCC自带 OPC DA接口,而且WinCC OPC DA既可以做OPC DA Server,又可以做OPC DA Client。所以可以把数据通过OPC接口传到Matlab进行算法处理,最终得出偏差量,当偏差量过大时可将此作为角(1)严重变形的依据传至WinCC系统界面并发出警报,提醒操作人员或维修人员对该变形箱体进行处理。
5总结改进
该检测方案为了兼顾经济性、实用性和维修便捷性,只使用了单一激光测距传感器对角(1)被测面进行检测,为了提升检测准确度可在后期使用列式激光传感器对被测面进行检测,即在同一位置不同高度安装激光传感器,检测原理仍如上文所述,所得结果更符合被测面表面轮廓形态。同时为提高检测效率,还可在辊道左右两侧再安装一组激光传感器,对角(3)、角(4)进行检测。
参考文献
[1] 姚二民,储国海.卷烟机械[M].北京:中国轻工业出版社,2005.
[2] 门涛,谌钊,徐蓉,等.空间目标激光测距技术发展现状及趋势[J].激光与红外,2018(12):1451-1457.
[3] 沈聪.环卫集装箱变形度自动检测系统的设计与实现[J].中国水运,2019(04):115.
Abstract:Vacuum resurgence is an important process in cigarette production[1].The purpose is to increase the temperature and moisture content of the tobacco leaves, loosen the tobacco leaves, improve the processing resistance of the tobacco leaves, and reduce impurities.In the actual production process, the logistics box in the vacuum regain section has lifting, turning, and flipping actions during the transportation of the conveyor roller, which makes the box prone to deformation during long-term use, especially the four corners of the bottom are more common.
Key words:laser ranging;vacuum resurgence;logistics;detection
收稿日期:2020-06-05
作者简介:叶飞(1991—),男,云南楚雄人,本科,助理工程师,研究方向:制丝工艺。
